单染大提花悦彩棉面料的设计及生产实践
2022-03-13 07:30杨丽英云高杰云献立
轻纺工业与技术 2022年1期
杨丽英,云高杰,云献立
(常州百朋纺织有限公司,江苏 常州 213165)
随着社会的发展和科技的进步,人们对家用纺织品面料的舒适性、健康性等方面的要求越来越高,使得传统家用纺织品不断创新,研发新产品以满足需求,并向着功能化、时尚化和生态化的方向发展。
普通涤棉单染大提花面料,利用棉纤维和涤纶纤维混纺纱织物在一次染色时的涤纶与棉不同的上染差异大的特性,营造出特有的布面风格,如布面特殊做旧纹理等,颇受人们的欢迎,但是该面料具有吸湿透气性差、布面光泽偏亮的缺陷。基于此,本研究采用异形截面的Coolmax 吸湿快干纤维替代普通涤纶丝,与棉混纺纱开发单染大提花悦彩棉面料。研发中,主要进行Coolmax 吸湿快干纤维/棉混纺单染大提花悦彩棉面料的设计,以及攻克生产的关键技术。
1 产品设计
1.1 原料选用
家用纺织品的性能主要取决于所采用的纤维、纤维混纺比及纱线加工方式等因素,本研究根据Coolmax 吸湿快干纤维和棉纤维柔软、吸湿好的性能特点,特别是染色性能差异,提出采用Coolmax 纤维/棉混纺纱来替代传统的涤棉混纺纱线,开发单染大提花悦彩棉家纺面料。Coolmax 纤维是美国杜邦公司研制生产的横截面呈十字型结构、纵截面具有凹槽结构的新型涤纶纤维。该纤维特有的四管道结构增大了纤维的比表面积,具有较大的表面能,结合成为细小芯吸管道形成的毛细效应,大幅度增强了纤维对水汽的吸附及传导作用,迅速将吸附的水汽传递到织物表面,这就提高了织物的吸湿透气性,改善了人体的出汗排汗情况,让织物的使用舒适性得以大幅提高。
研发中,选用JC60/Coolmax40 9.8tex 混纺纱作经纱,Coolmax90/C10 14.6tex 混纺纱作纬纱,开发夏季床品面料。该面料既能够发挥Coolmax 纤维优异的吸湿快干性、舒适性和悬垂性,表现其高档的外观效果,又能够有效地改善面料的抗起毛起球,提高其内在品质;通过给面料加入棉纤维,经染色后给面料带来朦胧和立体的条影效果,又能呈现出色织面料的风格。面料只需进行一次染色(即单染),可有效减轻纤维的多次染色给面料带来的强力损伤,并能节省能源和节约成本。
1.2 织物工艺设计
该面料借助经纬纱线中的棉纤维成分,结合染色效果,形成类似麻灰风格的家用纺织品面料;Coolmax纤维的使用则保留了涤纶纤维的挺括和适度的光泽,增加了面料的奢华时尚气息。在织物组织选用中,本研究选用五枚缎纹作为基础组织,设计成回字形纹理,将花型的细节充分地体现出来,开发的单染大提花悦彩棉面料,色彩效果得到了消费者的认可和欢迎。
为了突出显现此纹样的层次感和柔软质感,成品经、纬密度为681 根/10cm×335 根/10cm。成品的经缩6.5%、纬缩3.2%,后整理幅缩率6.0%。结合织物规格要求,上机工艺参数如下:坯布门幅为300cm,上机筘幅为309cm,总经根数为20536 根(含边纱128 根),布身、布边每筘穿入数为4 根,筘号为166 齿/10cm。织物组织结构设计图如图1。
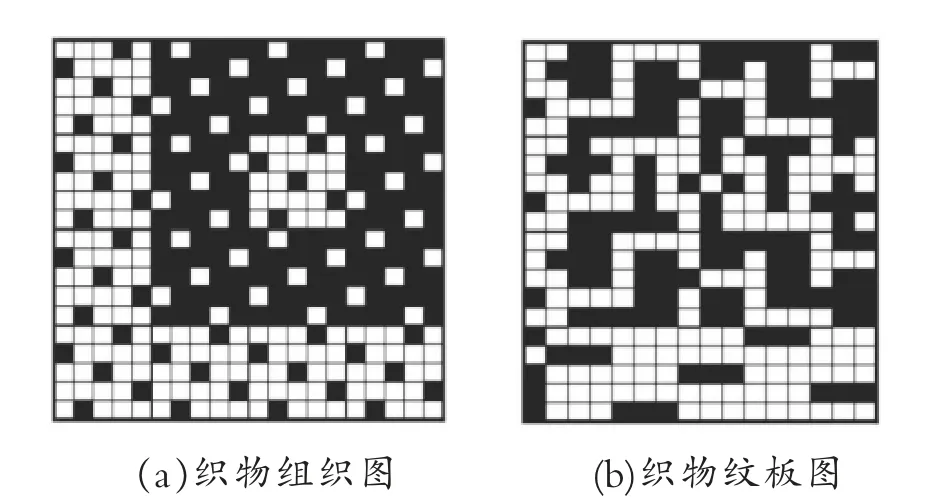
图1 织物组织结构设计图
2 生产工艺流程
2.1 面料生产工艺过程
面料的生产流程与普通品种的大致相同,经纱要经过的生产道数较多,要求也比较严格,是工艺研究的重点,如图2 所示。

图2 面料生产工艺流程
2.2 后整理工艺流程
面料的后整理要经过多个工序,主要是赋予面料手感与性能,如图3 所示。

图3 后整理工艺流程图
3 生产工艺
3.1 整经工艺要点
整经生产选用瑞士贝宁格宽幅分批整经机。由于JC/Coolmax 混纺纱比起纯棉纱的纤维间抱合力略低,而Coolmax 纤维本质上属于涤纶纤维,回潮率低,纤维表面光滑,静电现象严重,因此,整经速度不能太高,否则易磨断纱线表面的纤维,产生大量的毛羽;张力不宜太高,过大的张力会使纤维原纤化,纤维产生滑移,造成条干恶化。因此,整经工序中采用“中车速,中张力,小伸长”的工艺原则,卷绕速度以600m/min 左右为宜;筒子架张力盘采用前排重,后排轻,上层和下层轻,中间层重的配置;同时,加大边纱张力片重量,以避免产生松边织疵以及布边不平直现象。
3.2 浆纱工艺要点
生产中选用瑞士贝宁格浆纱机。因经纱采用JC60/Coolmax40 9.8tex 混纺纱,纱线线密度较细,浆纱工序在提高纱线耐磨性和织造效率方面显得尤为重要。故上浆采用以酯化淀粉为主的浆料,增强与纤维大分子链之间的相互纠缠、扩散,形成对纱线比较牢固的粘合,达到较好的上浆效果。采用部分PVA-205MB 浆料,增强浆液与Coolmax 纤维的亲和性,以便于浆纱干分绞;加入蜡片润滑以降低纱线表面摩擦系数,提高纱线耐磨性能;同时,由于Coolmax 纤维的回潮率比较低、导电性能较差,织造时纱线容易产生静电而导致开口不清,故需加入抗静电剂等助剂,以提高纱线的导电性能,贴伏毛羽。浆料配方为:50%的酯化淀粉,20%的PVA1799,25%的PVA-205MB,2%的蜡片,其他添加剂为3%。具体调浆工艺如下:煮浆时间50min,温度98℃,粘度10Pa.s,pH 值7~8。
JC60/Coolmax40 9.8tex 混纺纱上浆的具体上浆工艺参数为:卷绕速度65m/min,张力自动调节,上浆率16.0%±1.0%,回潮率6.5%±1.0%,伸长率0.8%,覆盖系数47.9%,浆槽温度控制在98℃±2℃,烘筒温度控制110~115℃,墨印长度为130m。
3.3 织造工艺要点
织造采用ZAX9100-340 型喷气大提花织机生产该面料。上机工艺参数取决于纱线的性能、织物规格及风格特征,确定工艺参数:车速450r/min,开口时间310 度,开口量80/4mm,主喷时间70 度,后梁高度20mm,预定张力320N。
JC60/Coolmax40 混纺纱的回潮率较低,易产生静电,生产过程中增加了织造车间的空气湿度,以确保织机开口清晰及织造的顺利进行。同时,车间内要保持清洁,防止飞花附入缠绕经纱,造成织造时经纱断头或跳纱、跳花织疵。
3.4 后整理工艺要点
在常规面料的高温练漂工艺中,通常采用烧碱、双氧水,使织物上的杂质、剩余浆料发生溶胀、氧化和降解等,进而达到去除杂质的目的。Coolmax 纤维是一种新型涤纶纤维,异形截面使其得色量小于普通涤纶纤维,造成上染率低及色牢度差等问题,但仍具有聚酯纤维的共性,即在长时间高温碱处理条件下,纤维强力损失明显,因此,生产中Coolmax 纤维织物在退浆后采用纯碱、CX-820 助剂煮练。后整理各分工序的生产注意点如下。
烧毛:Coolmax/棉混纺大提花面料要经过烧毛工序,使坯布正面光洁,烧毛不净影响布面光洁度和后道染色性能,本研究采用常规棉涤产品烧毛工艺,使用单火口烧毛机进行单面烧毛,车速120m/min,火焰温度800~1000℃。
煮练:煮练温度可达95℃,配方为Na2CO324~28g/L,CX-820 6g/L,渗透剂142 g/L,时间为40min 左右,可视实际织物而定。
染色:染色浸染工艺曲线见图4。

图4 染色浸染工艺曲线
活性染料(% owf) X
元明粉(g/L) 40
纯碱(g/L) 15
热定形:可参考普通涤纶纤维的热定型温度,同时为考虑色光变化情况,Coolmax 纤维热定形温度采用160~170℃,热定形时间30s 左右。
亲水剂处理:Coolmax 纤维具有聚酯纤维回潮率低的一般特点,其异形截面结构只在一定程度上提高了其自身的吸湿排湿功能,采用亲水整理剂对其进行整理能够进一步提升吸湿排放性能、增加透气凉爽舒适感。生产中选用亲水整理剂FC-226(明尼苏达矿业制造上海国际贸易有限公司产)35g/L。工艺参数:浴比为1∶10;温度为室温;工艺流程:浸润—一浸—一轧—烘干(80℃、4min)—焙烘。
4 性能测试
对开发出的单染大提花悦彩棉面料进行水洗缩率、断裂强力、起毛起球性等指标的测试,测试结果符合相关标准。具体指标见表1。
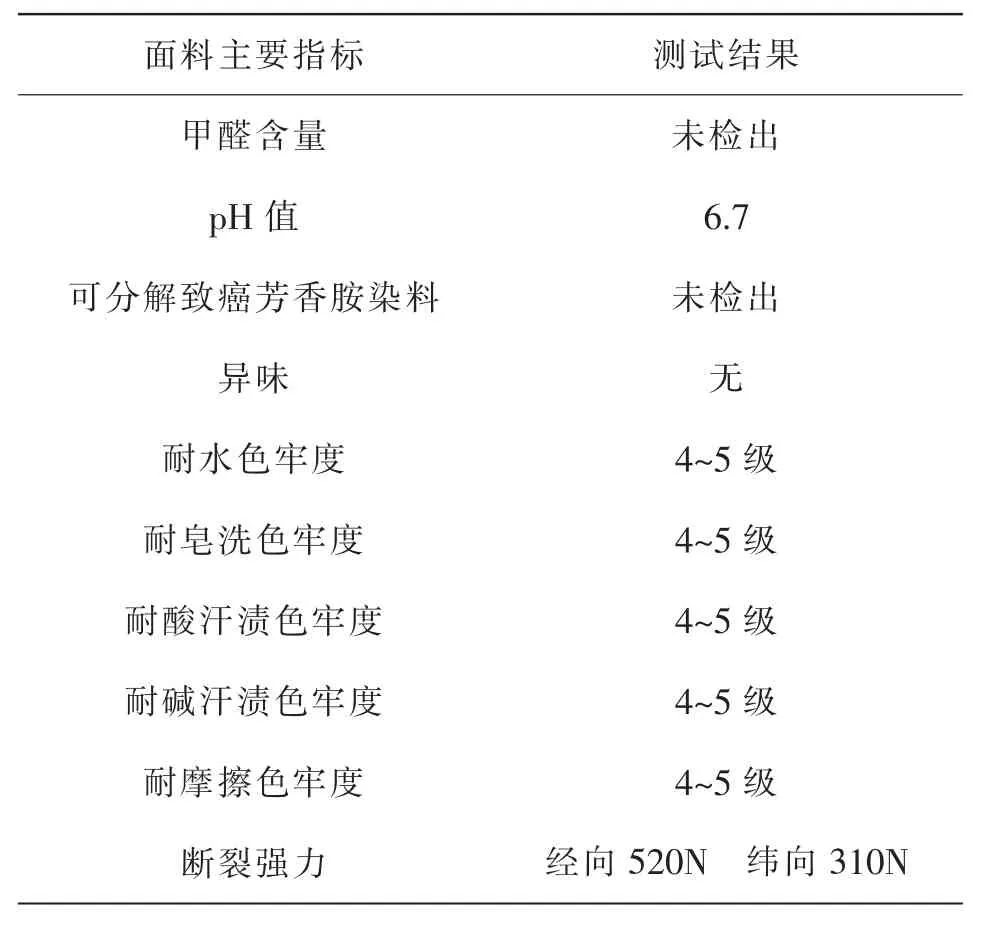
表1 单染大提花悦彩棉面料性能指标
5 结语
采用异形截面的Coolmax 纤维与棉混纺,经对棉纤维单染色开发出外观似色纺纱效果的大提花悦彩棉面料,该面料外观如麻、手感如丝,具有优异的吸湿透气等性能。作为家纺面料具有接触冷感的特效,尤其适宜夏季使用。该面料径向断裂强力520N,纬向断裂强力达310N,耐水洗色牢度、耐皂洗色牢度及耐摩擦色牢度均达到4~5 级。在单染大提花悦彩棉面料的织造过程中,采用喷气织机电子大提花技术,配合特殊花型设计,进一步提升了面料的档次,具有良好的市场前景。
猜你喜欢
材料与冶金学报(2022年2期)2022-08-10
纺织标准与质量(2022年3期)2022-08-10
西北民族大学学报(自然科学版)(2022年2期)2022-07-06
纺织科学研究(2021年7期)2021-12-02
纺织科技进展(2021年5期)2021-07-22
纺织科技进展(2021年4期)2021-07-22
纺织科学研究(2021年6期)2021-07-15
兰州理工大学学报(2021年3期)2021-07-05
纺织服装流行趋势展望(2020年3期)2020-02-01
中国市场(2017年5期)2017-03-15