可调整式“一面两销”定位装置的应用
2022-03-15 01:28吕利伟
制造技术与机床 2022年3期
吕利伟
(一拖(洛阳)柴油机有限公司,河南 洛阳 471003)
“一面两销”组合定位装置在夹具设计中广泛应用,是最常用的一种定位方式之一,在机械加工行业的壳体、盖类零件夹具定位中普遍使用,具有夹具简单紧凑,定位便捷的特点。“一面两销”和夹具的连接组合方式又分为固定式和可调整式。固定式是当前大多数该类夹具所采用的一种方式,在设计时已经根据产品位置、空间需求、工艺要求和定位精度设计好了一面两销定位装置,固定安装在夹具体上。可调整式是通过采用定位销基座或基板的方式连接在夹具体上,能够通过基座或基板的定量移动来优化定位销位置,从而达到调整定位误差的目的。
1 可调整式“一面两销”定位装置定位原理及定位误差分析
1.1 可调整式“一面两销”定位原理
可调整式“一面两销”定位装置的定位原理和固定式“一面两销”定位装置的定位原理完全相同。“一面两销”是从夹具方面进行的命名简称,从零件或工件方面又称“一面两孔”定位,是一种完全定位方式,在机械加工中广泛应用。“一面”就是壳体、盖等工件的大平面,用一周圈若干个垫块(装配后磨平)支撑,垫块用螺钉紧固在夹具体上,限制零件的Z向移动,绕X、Y向的转动3个自由度。“两销”即为夹具上的两个定位销,定位销的设计对保证加工质量和降低制造成本具有一定的实际意义。定位销分为标准定位销和非标准定位销,通常采用标准的一面两销定位方式。一面两销采用2位销(菱形销或扁销)与4位销(圆形销)组合定位,限制零件X、Y向移动以及绕Z向的转动3个自由度。两销可以布置成对角形式,也可以布置成相邻形式,具体布局根据零件形式设计(如图1)。国内大多数生产线机床都采用一圆销和一菱销的组合定位方式,圆销作为主销起主要的定位作用,而菱销通常作为副销起定角向的作用 ,定位孔必须是两圆。当然也可以采用两圆销的组合定位方式,但定位孔必须是3个圆孔和3个长圆孔,圆孔销起主要的定位作用,而长圆孔销通常起定角向的作用。两圆销设计较为简单,但是零件加工工艺稍微复杂,通常不采用。

1.2 采用固定式“一面两销”定位装置带来的定位误差对零件加工精度的影响及当前常见的主要解决方案
根据零件定位原理分析,“一面两销”定位主要的误差影响因素有:主销配合间隙造成的X向和Y向的移动误差、副销转角的误差、销孔和“一面”垂直度误差受销和定位孔配合长度带来的误差、两销及两销孔中心距的误差、夹具多点支撑形成的“一面”的平面度带来的误差、工件“一面”定位面平面度的误差、工件定位夹紧后因零件形变等其他原因导致的定位误差,这些定位误差都不同程度地降低了“一面两销”定位方式的定位精度,对工件加工后的形位公差精度产生一定的影响,尤其是各个孔系位置度精度难以满足高精度要求。
针对以上误差影响因素,目前主流的设计是采用涨心式圆柱销与菱形销组合可提高“一面两销”组合定位的移动精度和转动精度,采用涨心式圆柱销与模拟式菱形销组台定位显著地提高移动定位精度和转动定位精度,同时可以消除中心距误差带来的装夹困难的影响。如果采用普通圆柱销,需要根据定位精度要求,选用合适公差配合对定位销和销孔进行设计,提高配合精度。另外通过降低两销和销孔的配合长度,采用短销的形式来消除销孔和定位面的垂直度误差带来的影响,针对多点支撑形成的“一面”定位面,需要一次磨平等高的方式建立初次的基准平面,保证“一面”的整体平面度要求,提高定位精度。针对工件定位基准加工精度、夹具夹紧后零件可能产生的形变对定位精度产生的影响,一方面要做好工件定位基准加工精度的检查和管控,另一方面也要根据工件特点设计合理的多点支撑和多点气检方式来满足零件的定位要求,从而提高零件“一面两销”的定位精度。
2 可调整式“一面两销”定位装置在专用夹具中的设计方案
2.1 可调整式“一面两销”定位装置设计方案的由来
当工件工艺路线确定后,根据加工工艺设计好定位销,通常将定位销嵌入固定到夹具台,有些设计了衬套,便于后期的更换,以提高定位销和夹具台的配合定位精度。这种固定式“一面两销”定位装置连接方式的圆销和菱形销固定在夹具体的固定位置,两销中心距相对稳定,适用于加工种类固定,品种单一的批量零件加工定位,具有定位精度准确、稳定可靠的特点,但是当由于各种原因出现定位误差时,难以调整优化,给生产带来影响。机械制造行业随着产品研发周期的不断缩短,零件加工品种不断变化,生产效率不断提高,这就要求机床从单一品种向多品种兼容逐渐过渡,柔性加工也就越来越受设计人员的青睐。按以往经验,加工多品种就要为机床准备多套夹具,有些对于研发的单件零件加工十分不便,成本太高。因此可兼容夹具越来越受到机械行业的欢迎,因此,可调整式“一面两销”装置在夹具中的应用越来越广泛。
2.2 可调整式“一面两销”定位装置的设计方案
为了达到“一面两销”定位装置的微量调整,满足便捷的可调式要求,通过对该装置的仔细研究,只有实现定位销能够便捷高效的微量移动,改变零件定位位置相对刀具及镗模板或导套的原有位置,才能实现零件的定位精度修正。经过认真研究分析,实现可调整的具体方案有A、B这2种:
A方案采用独立布局的结构,对圆形定位销和菱形定位销分别设计。根据原有定位装置及零件空间布局,设计增加定位销固定基板,设计定位销固定基板和夹具体的连接方式及定位方式,连接方式通过螺钉的合理布局确保定位销固定基板能够固定在夹具体上,定位方式采用调整限位支座和调整垫片的方式使定位销固定基板和夹具体完成两个方向的定位要求;针对调整限位支座和夹具体的连接采用销定位及螺钉连接的方式,作为定位销固定基板调节的定位基准;为了兼顾空间布局,将定位块的安装嵌套入定位销固定基板中,满足空间布局的紧凑性;对定位销机构进行设计优化,设计成制造简单,更换快捷的锁紧顶丝结构形式,满足磨损后的快换要求。
B方案依然采用独立布局结构,分别设计圆形销和菱形销的定位销固定基板,与A方案不同的是,调整限位支座和夹具体采用更为可靠的键定位,定位销固定基座的设计和定位块独立布局,使各个组件小型化,单一调整更便捷。
比较A、B方案,受到诸多空间和制造手段的影响,A方案更适合于设备改造,B方案更适合于设备的初期设计制造,因此笔者选择了A方案。
2.3 可调整式“一面两销”定位装置的调整原理和方法
遵循A方案的设计原则,结合夹具体和零件的空间布局设计的可调整式“一面两销”装置主销圆柱销部分如图2所示。
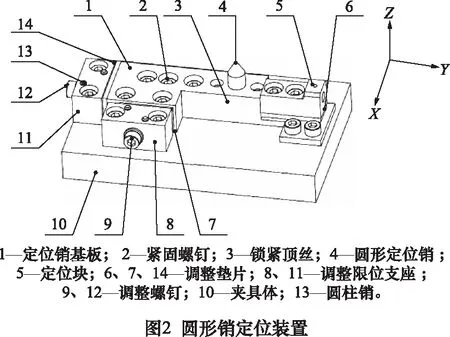
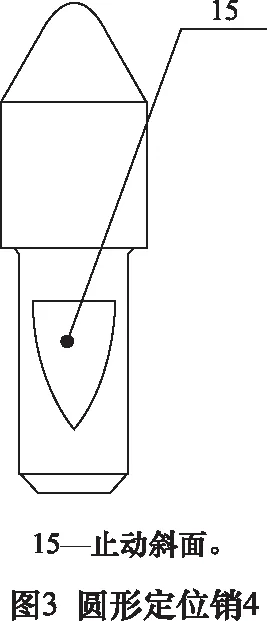
可调整式“一面两销”装置圆形定位销的调整原理和方法:当需要对零件X向的定位误差精度调整时,首先将圆形销定位销基板1的9条紧固螺钉2略微松开,确保定位销基板1能够在X向微量的左右移动,此时通过改变X向调整垫片14的厚度,然后通过X向第一调整螺钉12将圆形销定位基板1重新拉紧到X向第一限位支座11上,然后将圆形销定位销基板1的7条紧固螺钉2重新上紧即可;Y向的调整原理和方法与X向相同,由于圆形销只对零件在该位置的X、Y向自由度进行限制,因此需要调整零件该位置Z向精度时,首先将两条紧固螺钉2松开,将定位块5下面的调整垫片6进行厚度的增减,然后重新将定位块5紧固到圆形销定位销基板1以及夹具体10上;当圆形定位销4磨损需要更换时,首先需要将锁紧顶丝3完全松开,然后将圆形定位销4从圆形销定位基板1销孔中拔出,然后更换上新的圆形定位销4,安装到位后将锁紧顶丝3锁定在圆形定位销4的止动斜面15上进行锁定。
副销菱形定位销部分如图4所示。
由于菱形定位销装置与“一面两销”装置的圆形定位销调整原理和方法大致相同,只是作用不同,菱形定位销只是对中心距偏心进行修正,对转角误差引起的位置度偏差进行修正。

2.4 可调整式“一面两销”定位装置优缺点
由于定位误差的客观存在,要想改善或者提高定位精度,固定式“一面两销”定位装置只能通过特殊的涨销,或者频繁更换存在磨损的定位销或者定位块的方式保证定位的高精度要求,这些工作也增加了操作的复杂性,降低了设备使用效率。
可调整式的“一面两销”定位装置,通过设计过度连接的定位基板的创新方式,解决了定位销的可调整的位置修正要求,在修正和保证零件定位精度方面效果明显,通过连接的定位销基板实现两销位置的微量精确修正调整,从而使定位销的局部和定位销孔处于紧配合状态,消除了因定位销间隙大造成的定位精度超差问题,调整精度能够控制在0.05 mm以内。
可调整式的“一面两销”定位装置,可以根据工件加工位置的精度要求以及加工后的精度状况分析,确定定位误差产生的主要原因和方向,进而通过调整优化定位销的位置,定位块的高度进行定位误差的修正,来满足加工工件的高精度定位要求。还可以适应多品种、不同批次零件的加工调整需求,可以有效解决零件装夹时定位孔与定位销配合不完善的问题,解决定位基准加工精度误差对零件定位精度的问题,尤其是适用于定位基准和工艺基准不重合问题引起的零件加工精度问题。给零件定位精度的提升提供了一种便捷的解决方案。同时在柔性多品种加工时,可以解决定位孔位置不一致、中心距变化大的优化调整问题,不同产品切换的问题。可调整式的“一面两销”定位装置的缺点就是,随着调整频次的增多,定位销的磨损会加剧,定位销的更换将更频繁。
2.5 可调整式“一面两销”定位装置应用实例分析
笔者公司的英国CROSS镗床265、275属于上世纪80年代进口的设备,夹具定位采用固定式“一面两销”定位(如图2),零件加工现状是孔系加工位置度不稳定,经常出现超差现象。机床上的定位销底孔磨损变大,定位销紧固螺钉螺纹底孔损坏,加工时零件定位精度差,而且由于目前加工品种较多,由于品种问题引起的零件孔系位置度偏差无法通过调整定位销的方式满足位置度要求,而是通过调整两端镗模板来满足位置度要求,该种调整方式将造成刀杆弯曲变形、磨损、造成刀杆寿命的下降,后来又通过单边斜垫调整定位销改变定位销垂直度的方式修正零件定位偏差,以临时满足加工工艺要求,为了提高零件的定位精度,笔者对该夹具进行了认真的研究,决定采用“一面两销”定位机构的改造来解决设备定位精度下降的问题,进行设备定位功能的拓展、提高设备定位精度。

在对大量“一面两销”定位装置的理论研究和分析的基础上,对原有设备夹具进行设计改造可行性分析,查阅大量原有图纸资料,现场对原有“一面两销”定位装置进行测绘,按照可调整式“一面两销”定位装置的设计思想,按照设计方案中的A方案,细化设计各个部件,绘制加工了包括定位基板、定位销、定位块、定位固定调整座和调整垫片等部件,最终顺利完成夹具定位系统固定式到可精确调整式的设计改造(如图5)。
通过可调整式“一面两销”定位机构的设计改进,利用定位基座调整便捷的特点,解决了原有零件定位机构定位精度下降引起加工出的零件位置精度稳定性差的问题;解决了在原有定位机构定位下,零件位置度偏差大后无法调整,或者不恰当的调整方法引起两端同轴度下降,刀杆受力不均出现弯曲、磨损的现象;适应了当今产品改进、机型多的工艺需求,符合现代零件加工的工艺需求。设计改造后设备夹具工艺调整的效率大大提高,同时对刀杆的使用寿命、支撑铜套及导向套的使用寿命均有很大的延长,定位销的制造复杂性降低,降低了设备使用成本。
3 结语
随着设备现代化理念的不断进步发展,工艺先进性的不断提升,对设备夹具的兼容性、自动化程度提出了更高的要求,因此夹具的设计应用也要与时俱进,不断革新,更便捷可靠的实现设备工艺制造的需求,共同推进制造业的高速发展。
猜你喜欢
电子产品可靠性与环境试验(2022年2期)2022-05-14
科学技术创新(2021年34期)2021-12-14
导航定位学报(2021年4期)2021-08-29
汽车工艺师(2021年7期)2021-07-30
烟台大学学报(自然科学与工程版)(2021年1期)2021-03-19
科学导报(2019年55期)2019-09-28
智富时代(2019年4期)2019-06-01
智富时代(2019年4期)2019-06-01
安徽化工(2018年6期)2019-01-11
雷达学报(2017年1期)2017-05-17