
自适应尺寸纸箱切割折痕包装机的设计
2022-03-23 14:08郑飞杰叶荣冠谢培庆林志辉
包装与食品机械 2022年1期
郑飞杰,叶荣冠,高 浩,谢培庆,林志辉
(三明学院 机电工程学院,福建三明 365004)
0 引言
目前,我国进入全面建设社会主义现代化国家的阶段[1],人们的生活模式悄然地改变着,购物逐渐从传统实体店转向网络平台[2]。据天猫和京东的数据统计,2020年的“双十一”购物节总成交额达7697亿元[3],对比过去,网络消费得到不断拓展[4],催生了大量的新型商品,给包装工作带来全新的挑战[5]。
随着商品数量剧增和类型多样化,对包装工作的要求越来越严格,给商家的压力也越来越大[6]。目前,商品包装方式包括人工包装和流水线上大型机械包装,都无法跟上伴随网购快速发展起来的小型商品包装要求[7]。在国外,包装机械产业逐渐形成体系化[8],如食品包装设备,采用融合自动柔性补偿技术、多维信息处理技术等多工段成套生产线;灌装机采用PLC控制系统、工业机器人等形成集成化生产线,或是采用智能称重模块、计算机仿真模块等精密部分的自动化生产线[9]。在国内,大型包装机械因存在科技含量低、低水平重复建设等问题导致其应用比较局限[10],仅在食品包装较为突出。如以ARMCortex-M3和PIC单片机为温度控制主体来提高包装效率和保证产品质量[11];引入机器视觉、智能控制等技术,满足高效包装的需求[12]。所以,目前少有能满足小型商品包装需求的包装设备。
网店以小型个体户为主,一旦碰到旺季或节假日,人工包装往往忙不过来而耽误发货,另外网购商品以品种繁多的散件为主,包装规格不一,对包装箱的要求更为苛刻,过小包装不了,过大需填充物,不方便且浪费材料,所以包装型号单一且占用空间大的流水线式包装机械无法满足行业需求[13]。鉴于上述问题,本文设计一种新型商品包装装置,实现对不同大小商品的精准包装,解决商品包装难题,降低劳动强度,提高生产效率。
1 整体设计
1.1 总体设计思路
以品种繁多、大小不一的网购商品为包装对象,设计一种集测量一定尺寸范围内的商品、自动对瓦楞箱纸板进行切割折痕、商品包装封箱等功能为一体的包装装置。选择能满足大部分包装工作要求的瓦楞箱纸板结构是装置设计的必要条件[14]。目前市面上流通的瓦楞箱板纸主要分为2种结构类型:框型结构和托盘结构。框型结构在4个面延伸的基础上可设计成不同的形式,分为8种;托盘结构为箱底各边延伸出箱身的纸面,箱底与箱身在一个底面的基础上,被设计为不同的形式,种类繁多。网购商品包装广泛采用框型结构中的黏合封底式的包装箱结构,特点是展开后是一个矩形,如图1所示,8个侧边宽度均为d,其他各边的尺寸要求是a≥b,d=b/2,便于切割,双边都只需切一刀,满足自动化包装的要求,符合快递包装箱结构稳定,抗挤压,没有开合的要求。
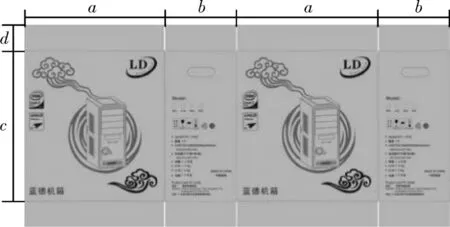
图1 瓦楞箱纸板展开结构示意图Fig.1 Unfolding structure diagram of corrugated cardboard
1.2 工作原理
装置包括尺寸测量机构、切割纸板并压制折痕机构和使纸板将商品包裹并封装成型的机构[15]。将商品放置在测量机构的置物板上,获取长宽高,送到STM32微控中心进行数据转换,形成代码,控制步进电机或舵机,驱动切割折痕纸板机构,实现合格的尺寸切割和精准折痕;推送纸板至封装机构的第一机架的传送带上,将商品放置在纸板的正确位置上,涂上黏合胶水;启动步进电机,送商品和纸板到中间下压机构处,推动下行,纸板的各收折模块按顺序进行收折,黏合处由胶水黏合固定成型,形成基本箱型;推动第二机架(封箱成型机构),向第一机架靠拢,收拢侧边并折封主顶盖,黏合处由胶水黏合固定成型,完成封箱;启动步进电机,通过齿轮啮合带动圆柱形导轨,将纸板箱送至指定的工作台,用胶带再次封装加固。至此,整个包装工序全部完成。
1.3 商品尺寸检测系统
如图2所示,商品尺寸测量装置主要由3大部分组成,分别是L型升降台、方形置物板和竖向升降导轨。其中方形置物板的3个角连接固定住3根竖向升降导轨柱,每根柱上都均匀缠绕着漆包线,L型升降台就套在柱上,直流电源的正负极分别接在漆包线和L型升降台处,形成一个具有滑动变阻器功能的机构。如此,L型升降台的升降会产生线性电阻值变化,测量的电流值也随之变化,通过欧姆定律获得总电阻值,计算L型升降台实时高度。L型升降台上有若干个红外接近传感器,在上下运动过程中探测前方是否有阻挡,通过被阻挡的传感器个数来计算商品的长和宽。根据下行过程中探测到商品的一瞬间获得的电阻值所计算出来的升降台即时高度即为商品高度。

图2 测量装置的机构示意图Fig.2 Mechanism diagram of measuring device
1.4 切割折痕系统
如图3所示,纸板切割折痕系统,是整个装置中最为复杂,结构紧凑的机构,由机架、案板、矩形升降框架、折痕成型机构、切割器、2根横向连杆、5根纵杆、若干切刀、压刀及其他零部件组成。

图3 瓦楞箱纸板切割折痕机构示意图Fig.3 Diagram of corrugated cardboard cutting crease mechanism
在商品尺寸测量时,由工作人员在案板上放置1张纸板,STM32微控中心转换商品尺寸数据为指令,启动步进电机,驱动矩形升降框架运行到指定位置;接着驱动横杆、纵杆移动的步进电机启动,使横杆、纵杆运行到指定位置;矩形升降框架下行,利用两端有导轨和弹簧,与纵杆连接的压痕机构压住纸板,起固定作用。机构与案板未接触时处于张开状态,当矩形升降框架下降到一定高度后,使压刀与案板接触,压缩弹簧产生弹力形成压力,在纸板上形成折痕;驱动连接折痕成型机构与连杆的螺母座的舵机启动,折痕成型机构纵横移动,带动压刀在纸板上进行压制折痕;矩形升降框架继续下行,切刀接触案板,驱动连接切割器与连杆的螺母座的舵机启动,切割器纵横移动,带动切刀对纸板进行切割;最后由远离包装封箱系统的那根纵杆上所设置的推板,将成型的纸板推向至包装封箱系统的第一机架上。
1.5 封箱系统
如图4所示,包装封箱系统可以实现纵向宽度调节移动以适应不同大小的纸板,由包括纸板传送部分(第一机架)、中间下行收折包装机构、封箱成型机构(第二机架)及各类滑动导轨等零部件组成,且第一机架与第二机架之间距离可调。

图4 包装封箱系统的整体结构Fig.4 The overall structure of packing and sealing system.
如图5所示,在接收切割折痕系统推送过来的纸板之前,驱动系统纵向移动的步进电机已经获得指令,先行启动,使第一机架和第二机架的纵向宽度符合包装尺寸要求。其中第一机架由竖向支撑板、传送带机构,步进电机和滑轨等组成,接收切割折痕系统推送过来的纸板之后,驱动传送带的步进电机启动,将纸板送到包装封箱系统的收折升降板上,然后工作人员将商品放置在纸板合适的位置,升降板的前端铰接有转动板,转动板上下滑动轨道设置在第一机架两侧内壁,升降板及转动板由滑动架带动上下运行,工作人员推动滑动架下行,商品和纸板也随之下行,纸板的前部及两侧在转动板和第一机架的作用下向上收折;另外,纸板的后部及两侧在倾斜导向板和第二支架的作用下向上收折。滑动架继续下行,设置在第一机架的后端上部的槽口使纸板底板两侧边向上收折,形成盒状结构。升降板下行至与第二机架的传送带上侧面平齐时,第二机架由工作人员推向第一机架,在第二机架支撑板处设置的三角缺口和设置在第二机架上的可升降辅助压板的共同作用下,实现包装箱体彻底封盖,黏合处由胶水黏合固定成型,启动步进电机,传送封装完成的箱体至指定位置,如此通过各机构配合使得展开状板纸弯折形成包装箱体。

图5 包装封箱系统的包装过程图(下行阶段)Fig.5 Packaging process diagram of packaging and sealing system(downward phase)
2 关键部件的有限元分析
2.1 收折成型机构支撑板的有限元分析
对收折成型机构的支撑板进行静应力分析之前,需进行材料定义,根据支撑板所受的重力计算,决定选用DIN铝合金(EN-AW 3103)作板体材料,其屈服力为35E+6 N/m2。
通过对收折成型机构的支撑板施加外部载荷,运行静应力计算,得到应力云图(如图6所示)、位移云图(如图7所示)和安全系数等。其中安全系数为2.2,满足国标要求;从运行结果可以看出最大应力小于屈服应力;零件产生的最大位移量不会影响整体的结构,符合设计要求。

图6 支撑板应力云图Fig.6 Stress nephogram of support plate

图7 支撑板位移云图Fig.7 Displacement nephogram of support plate
2.2 可升降压板三角架的有限元分析
三角架在可升降压板中要承担压板的重量,支撑住压板且要带其升降。选择普通碳钢作为材料,其屈服力为2.206E+8 N/m2。
通过静应力计算,得到应力云图(如图8所示)、位移云图(如图9所示)以及安全系数等。其中安全系数为2.1,满足国标要求。通过相关数据对比可以看出最大应力小于屈服应力,零件的最大位移量不会影响整体结构,符合设计要求。

图8 三角架应力云图Fig.8 Stress nephogram of lampstand

图9 三角架位移云图Fig.9 Displacement nephogramof lampstand
3 硬件控制系统的选取
设计采用以STM32为核心的Luby模块作为微控中心,用于传感器数据输入的AD接口配置有16路,用于驱动步进电机、舵机等外部设备的输出接口有6路。通过STM32的TIMERS形成的PWM信号,用于控制升降及平移装置的舵机及步进电机,实现系统协调运动。由传感检测传送至微控中心的信号,经过调理,产生可供STM32的ADC处理的信号,而后反馈给包装机本身,执行指定动作。另外,通过Keil的ARM环境进行控制编程,Keil兼容ANSI标准的C语言编程,功能符合要求、技术支持性能好,无需操作系统,极简便[16]。
4 结语
针对小规模商户或网店个体经营户在商品包装环节中所遇到的痛点,进行商品包装工序分解和工艺分析。针对初代样机的不足,重新设计一种集商品尺寸测量、瓦楞箱纸板切割折痕、商品包装封箱为一体的商品包装装置,解决当下包装设备无法高效、高质量地完成小型商品包装的问题,节约成本,提升商家生存能力,同时为后续制作实际工作机夯实研究基础,装置的效果如图10所示,相关参数如表1所示。

表1 包装机的相关参数Tab.1 Parameters of the packaging machine

图10 样机效果图Fig.10 Effect drawing of prototype
猜你喜欢
农业装备与车辆工程(2022年7期)2022-10-31
导航定位学报(2022年4期)2022-08-15
恋爱婚姻家庭·养生版(2020年6期)2020-07-09
风能(2020年11期)2020-04-19
中国计算机报(2018年13期)2018-05-23
青春(2017年5期)2017-05-22
小学阅读指南·低年级版(2016年2期)2016-09-10
小学阅读指南·低年级版(2016年4期)2016-05-14
智能制造(2015年9期)2015-10-15
小天使·四年级语数英综合(2015年3期)2015-04-20
