
机床测头测量滞后时间补偿的应用研究
2022-03-24 10:05王旭贾聪聪
机械工程师 2022年3期
王旭, 贾聪聪
(武汉华中数控股份有限公司,武汉 430223)
0 引言
目前,数控机床在工件加工前、加工中和加工后应用触发式测头进行测量[1-4]。当探针触碰到测量点后,反馈以脉冲为单位的实际位置值,但由于系统误差、测头摆动滞后和信号延迟等复杂因素影响,测量数据存在误差。国内外学者对测量误差的影响因素和如何降低该误差进行了深入研究,其中姜成伟[5]对测头测量误差进行了采集,并加以参数补偿;陈芳采[6]用了宏程序计算实际位置与双向步距规的理论值,得到了测量误差补偿值。白克等[7]通过修改测量速度,校正给定方向上的测头预行程降低了测量误差。M. Jankowski等[8]建立了测量误差的力学模型,并验证了系统误差较随机误差对测量精度的影响大。
上述方案大多受插补周期影响,只能计算至毫秒级的位置值,且由于触碰不仅发生在匀速阶段,也可能发生在降速阶段,大多数方案会将错误数据上传到系统控制器进行计算。因此,本文提出一种测量滞后时间补偿的新方法,根据触碰前和触碰时的实际位置,以及高速I-O板卡反馈的锁存时间戳信息,插值计算精确到微秒级的位置值,并缓存触碰前50个周期的轴反馈脉冲增量,根据需要补偿的周期数进行对应脉冲增量补偿。
1 测量滞后时间共性说明
为验证机床测量时滞后时间普遍存在,分别采用Renishaw和Hexagon触发式测头对不同机床进行测量分析,以不同进给速度对X、Y、Z三轴进行测量。在此仅列举其中一台机床X轴数据作为说明。
由表1可知,以进给速度10 mm/min为基准时,随着进给速度的提高,位置偏差增大。根据每毫秒的移动量计算位置偏差对应的滞后时间,发现该台机床存在10个插补周期的滞后时间。
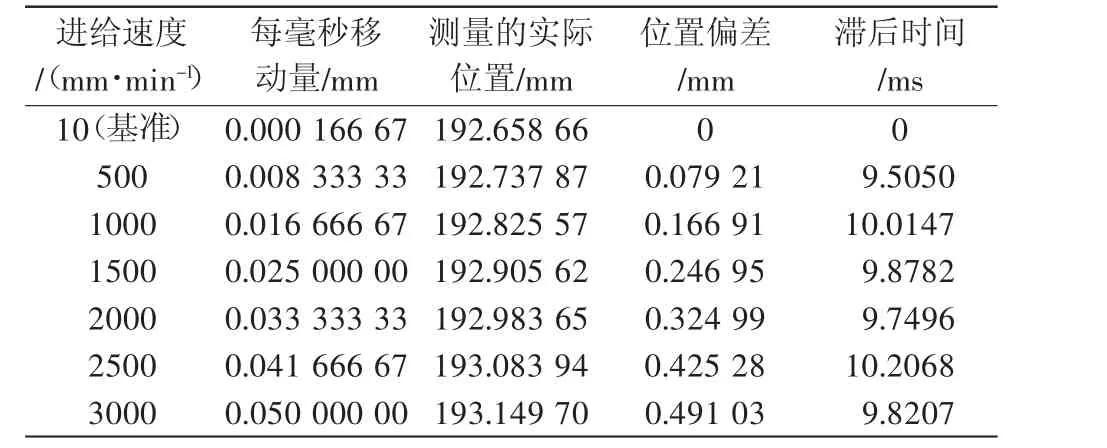
表1 触碰位置测量分析
2 滞后时间补偿方法
2.1 实际位置插值计算
在HIO-1200板卡上开发高速I-O功能,复用底板输入信号作为高速I-O输入信号,其占用两个NCUC从站;增加高速I-O功能后,增加一个从站传输高速I-O的采集信息,规划字节0~1为高速I-O上升沿锁存时间,字节8为高速I-O状态寄存器,其定义如表2所示。

表2 高速I-O状态寄存器定义
基于触碰时位置值P2与触碰上周期的位置值P1,根据高速I-O反馈时间戳信息计算锁存时间Δt(单位μs),进行插值计算得到实际位置P3。

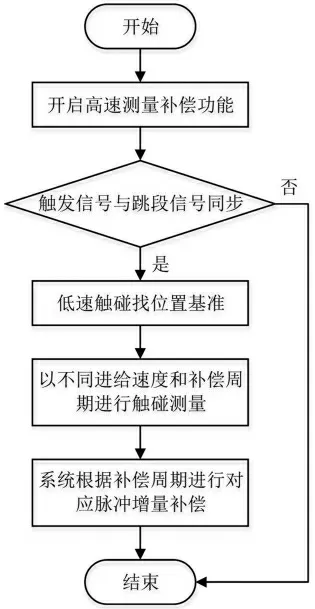
图1 机床测量滞后时间补偿流程
2.2 滞后时间补偿方法
首先开启高速测量补偿功能模块,检查触发信号与G31跳段之间的实时性,以低进给速度(不超过30 mm/min)触碰,将其测量位置作为基准值;然后以不同进给速度和补偿周期进行触碰测量,由于触碰不仅发生在匀速阶段,也可能发生在降速阶段,故缓存触碰前50个插补周期轴反馈的脉冲增量,且考虑编码器翻转计数,根据需要补偿的周期数进行对应脉冲增量补偿。
3 滞后时间补偿效果分析
选取一台配置华中8型的机床,使用Renishaw测头对其X、Y轴进行触碰测量,实验结果对比分析如下。
由图3可知,随着进给速度增大,实际位置对基准位置的偏差增大,在0.05~0.35 mm左右;补偿7~9个周期后,更接近基准位置值,偏差接近标准0。对该补偿段内的数据进行列举分析,如表3所示。
由表3可知,在补偿周期7~9内,对应的位置偏差最大值从0.309 42 mm降至了0.009 66 mm,对应滞后时间从10个周期降至了1个周期内;补偿后位置偏差最大值为0.009 66 mm,最小值为0.001 85 mm,且对应不超过1个周期。
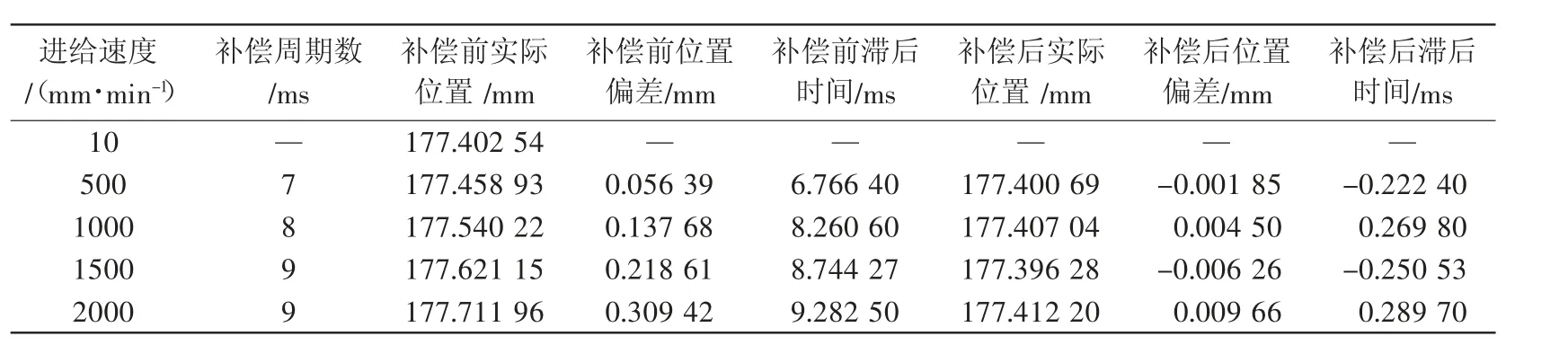
表3 X轴不同进给速度下补偿效果分析
由图3可知,将低速10 mm/min作为基准速度时,随着进给速度的增大,其对基准值的位置偏差增大,在0.05~0.35 mm左右;补偿8~10个周期后,位置偏差接近标准0。对该补偿段内的数据进行列举分析,如表4所示。
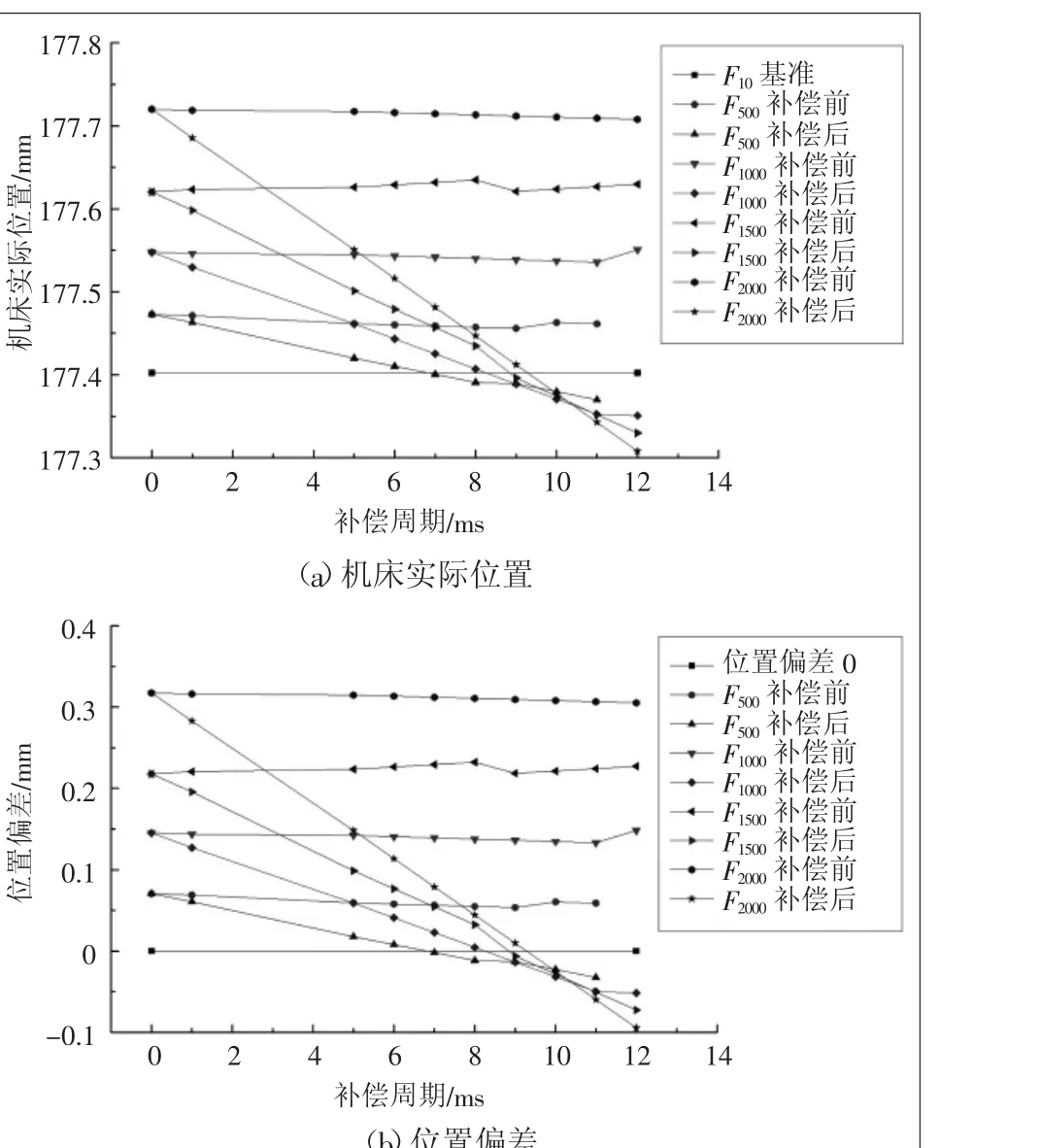
图2 X轴不同进给速度下补偿前后对比分析
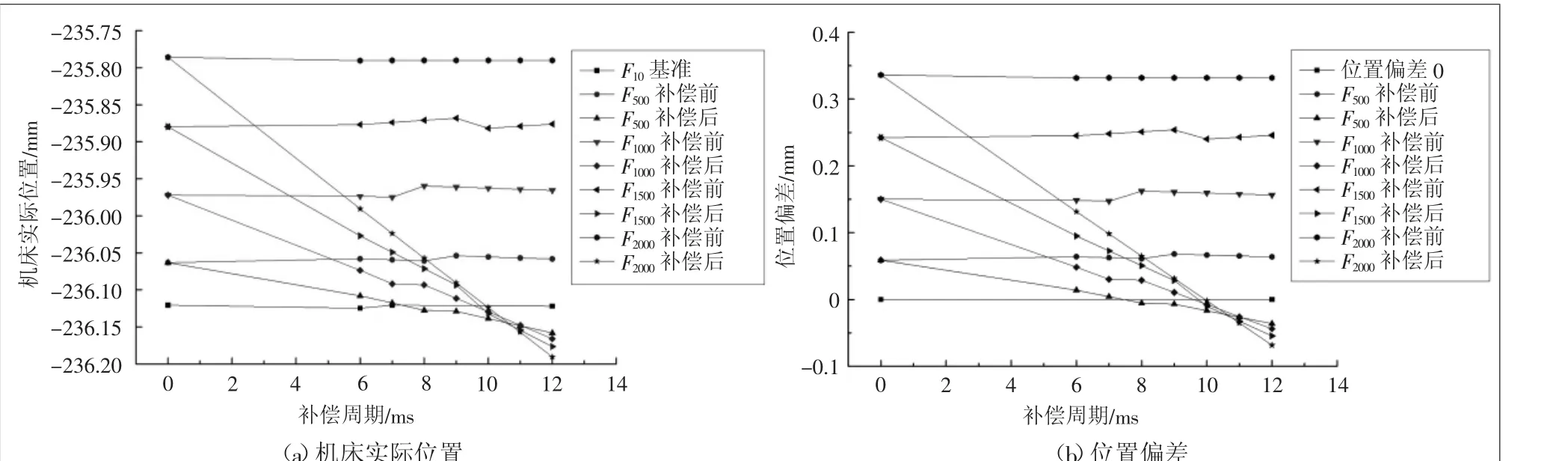
图3 Y轴不同进给速度下补偿前后对比分析
由表4可知,在补偿周期8~10内,对应的位置偏差最大值为0.010 530 mm,最小值为0.001 87 mm,且对应的滞后周期数均小于1。
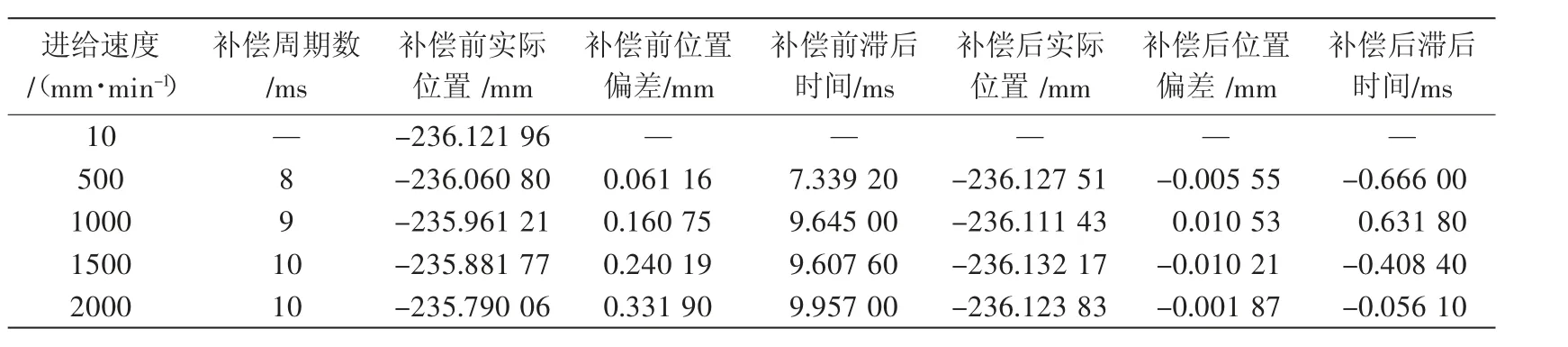
表4 Y轴不同进给速度下补偿效果分析
4 结论
1)根据高速I-O板卡反馈的上升沿锁存时间戳信息,以及触碰前和触碰时的实际位置,经插值计算可得到精确至微秒级的位置值,提高了机床测量精度。
2)以进给速度10 mm/min为触碰基准,随着进给速度增大,位置偏差增大,约0.05~0.35 mm,对应滞后时间8~10个周期;补偿后,偏差接近标准0,且对应不到1个周期,从而显著降低了测头测量滞后时间。
猜你喜欢
中国设备工程(2022年12期)2022-07-11
导航定位学报(2022年3期)2022-06-10
红领巾·萌芽(2022年3期)2022-03-13
中学生数理化·八年级物理人教版(2021年12期)2021-12-31
智能制造(2021年4期)2021-11-04
汽车零部件(2019年7期)2019-08-16
新生代(2018年16期)2018-10-21
北京航空航天大学学报(2017年2期)2017-11-24
中国市场(2016年45期)2016-05-17
探测与控制学报(2015年4期)2015-12-15
