
内球面零件精密冷挤压脱模机构研究与应用
2022-03-25 11:41周燕妮
模具制造 2022年2期
束 昊,周燕妮
(1.徐州重型机械有限公司,江苏徐州 221004;2.中国矿业大学徐海学院,江苏徐州 221008)
1 引言
球面滑履是应用在航空液压泵上的一种零件,其结构具有薄壁球面结构特征,而且零件尺寸精度要求高,现采用精密冷挤成形工艺,在轴向顶出脱模时,零件成形表面受力不均匀,容易导致零件的局部变形,难以保证零件的尺寸精度,从而造成废品率升高,增加企业的生产成本。本文介绍一种冷挤旋转脱模方式,可以实现精密成形后球面滑履顺利脱模,而且保证了成形件尺寸精度。
2 滑履零件的工艺分析
滑履零件材料为锰黄铜,内球面ϕ17.5mm,表面粗糙度值Ra1.25μm,对挤压成形精度要求很高,由于该零件具有薄壁球面结构,而且挤压变形量大,因此,挤压球面回弹大,使挤压件凹球面对模芯产生很大回弹正压力如图1所示,导致脱模时模芯与挤压件球面接触面摩擦阻力很大,当采用顶套进行轴向脱模,顶出力很大,使滑履与顶套接触薄壁端口发生严重变形,因此,需要考虑采用新的脱模方法。
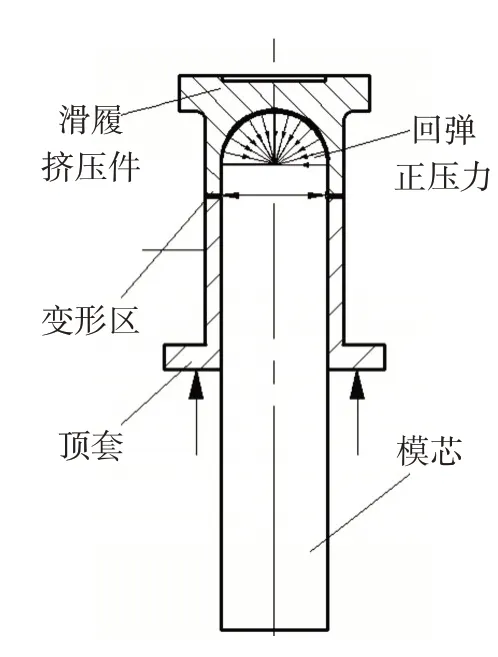
图1 滑履轴向脱模
3 旋转脱模原理
按照现代摩擦理论,模芯与成形件的球形接触面摩擦力主要包括机械咬合力、分子粘合力和接触面某些点发生焊合所产生的阻力,利用模芯和挤压件相对旋转,可以明显减小这3种摩擦阻力,再用顶杆或压板实现轴向脱模使模芯和挤压件分离时,脱模阻力会大大减小,脱模变的容易。模芯旋转主要通过模芯的外螺纹和模芯旋套的内螺纹配合的螺旋传动实现,如图2所示,顶杆2推动模芯旋套1向上运动,模芯旋套1通过螺旋副4将其向上的直线运动转换为模芯6的旋转运动,要使模芯和挤压件相对旋转,只需螺纹升角γ足够大,使推动旋转的圆周力Fτ大于模芯与成形件的壁面摩擦力ΣFf,因为下凹模与成形件外部接触面积大于模芯与成形件内部接触面积,所以,下凹模与成形件的摩擦力ΣFf1大于模芯与成形件的摩擦力ΣFf,这样模芯旋转不会带动挤压件一起转,通过模芯6的旋转减小成形零件9的成形面与模芯6之间的3种摩擦阻力,随着顶杆2不断向上推动模芯旋套1,模芯旋套1与模芯6的底端接触后,将顶杆2的推力直接传递给模芯6,从而将成形零件9顶出凹模5,实现脱模。
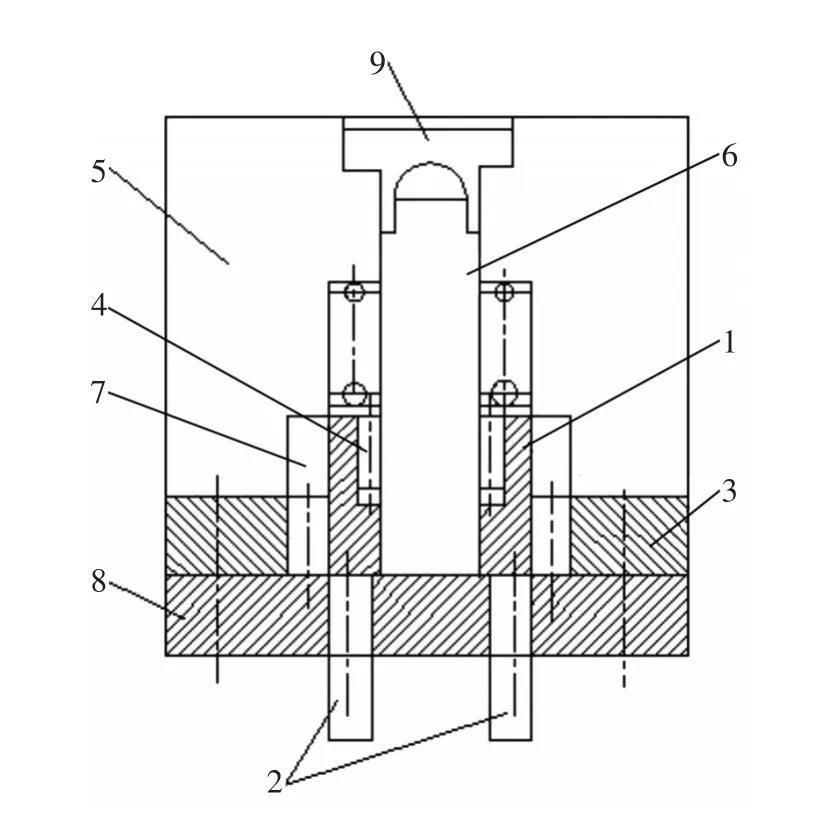
图2 旋转脱模原理图
4 旋转脱模螺纹升角设计
4.1 球面回弹正压力计算
球面回弹正压力是计算滑履球面与模芯球面相对旋转摩擦力重要参数,首先用三坐标测量仪对成形后的零件和模芯进行测量,根据测量数据分别拟合出零件直径r1和模芯直径r2与直径和水平线夹角θ极坐标方程,从而得出回弹变形方程:
N(θ)=r2-r1=0.0201×θ3-0.0662×θ2+0.0811×θ+0.0136,根据应力与应变关系得出回弹正应力σ=EN(θ)/r2,E为锰黄铜的弹性模量110GPa。
由于σ随θ增大而增大,球面积分时选择一个与N(θ)变化相适合的微元体如图3所示。

图3 积分模型
取微元体ds=2πrcosθdρρ=rθdρ=rdθ

4.2 螺纹升角理论计算
顶杆的顶出力Q为37.8kN,把已知参数代入受力公式得35.28tan(γ+ρ)=22.77得出:
γ+ρ=32.8°,ρ=arctan0.1=5.7°,γ=27.1°
要使螺纹传动不能自锁,要求γ>ρ,已满足。
4.3 最佳螺旋升角确定
考虑模具实际结构,实际只需要把滑履半球与模芯相对旋转5°,就可明显减小滑履半球与模芯摩擦力,假设螺纹升角为λ。同时考虑螺旋传动受力均匀,采用四头螺纹传动,根据螺旋传动运动公式

式中n——头数
P——螺距
s——导程
x——行程

5 旋转脱模结构设计
如图4所示,顶杆推动推板向上运动,推板推动顶杆5向上运动,顶杆5推动模芯旋套向上运动,模芯旋套由于模芯旋套限位板限位,只能直线运动,不能旋转,由于大升角螺旋配合,螺旋模芯旋套通过螺旋副将其向上的直线运动转换为模芯的旋转运动,通过模芯与成形零件的相对旋转消除成形零件的成形面与模芯之间的粘合力,随着顶杆5向上推动模芯旋套走5mm行程,模芯旋套上的顶杆10推动顶套向上走5mm行程,此时顶套开始与成形件接触,由于滑履半球与模芯仍有残余摩擦力,当顶套推动成形件向上运动残余摩擦力会带动模芯一起运动,此时模芯由旋转运动转化轴向运动,模芯随顶套一起将滑履成形件顶出,当滑履向上运动13mm时,模芯由于模芯限位板13作用停止运动,顶杆10继续向上运动,顶杆10推动顶套使滑履成形件与模芯脱离,从而完成整个脱模过程。

图4 旋转脱模机构
6 应证实验
工艺试验时应小心地将模具装配好,以保证挤压件的尺寸精度。试验发现:该脱模方法合理,大大降低脱模阻力,很好保证挤压件的尺寸精度,并且有效保护模具。但是,由于设计局限性和脱模机构采用大升角螺纹传动,所以在实验试制过程中还存在一些问题。
(1)螺纹牙磨损较严重,这是由于螺纹传动力较大,采用较好材料的W6Mo5V2代替原有的模具钢40Gr,并加入油润滑,使螺纹牙磨损较严重得到较好改善。
(2)在顶出时,模芯在与模芯限位板配合处易发生折断,这是由于顶出力较大,把模芯与模芯限位板采用锥面配合,可以很好解决该问题。
采用以上合理、有效的措施,最终将薄壁球面结构的滑履零件一次挤压成形,尺寸和精度达到图纸设计要求,并且降低了脱模阻力,有效地保护好模具。实践证明,该脱模机构宜于组织批量生产,经济实用。
7 结论
本文针对球面滑履精密冷挤成形顶出脱模时球面滑履端口发生严重变形问题进行分析,该零件一次成形,成形球面变形量大,因此,发生球面严重回弹,对模芯球面产生很大正压力,导致轴向顶出脱模阻力大,同时,由于顶出受力不均匀,从而使滑履端口发生变形,根据分析考虑采用旋转顶出方式来消除模芯和滑履球面摩擦力进行脱模。本文对旋转顶出的脱模方法进行了分析,并计算重要参数螺旋升角,设计出合理旋转顶出脱模机构,最后通过工艺实验来证明旋转顶出的脱模方式具有脱模阻力小,成形精度高优点大大降低了废品率,降低了企业的生产成本有效保护模具,具有较高实用价值。
猜你喜欢
建材发展导向(2022年6期)2022-04-18
河南科技(2021年2期)2021-04-21
数码设计(2020年3期)2020-08-21
课程教育研究(2018年22期)2018-07-18
环球市场信息导报(2017年6期)2017-06-15
江苏农业科学(2016年9期)2016-11-28
