等离子堆焊硬质堆焊层性能研究现状与分析
2022-04-19 13:33周润猛张立新张胜利
新疆农机化 2022年2期
周润猛,张立新※,胡 雪,张胜利,董 峰
(1.石河子大学机械电气工程学院,新疆石河子 832003;2.石河子胜利硬面有限公司)
0 引言
等离子堆焊技术具有在基材表面快速成型和修复强化的工艺特性,因此可应用于多种工业生产和零件修复。可以针对阀门、叶轮以及管道的孔内壁等复杂形状的缺陷进行修复处理[1-3]。为了最大程度发挥等离子堆焊的作用,应采取工艺和手段降低母材在堆焊时的稀释率,并对于熔覆速度进行精准的控制,保证复合堆焊层的优良性能。
等离子堆焊于20 世纪60 年代开始正式投入工业生产,国内外对等离子堆焊的研究主要集中在合金粉末的成分优化应用领域,目前国内已经成熟掌握复合材料堆焊工艺,对于不同工艺获取的复合堆焊层的性能研究较多,针对复合材料等离子堆焊在自动化作业设备的可靠性和堆焊层质量研究也正在不断发展[4]。
郑州机械研究所经过多年研究,形成了系列堆焊焊接材料和焊接工艺,并针对不同的磨损状况进行了深入研究,为电弧堆焊领域提供了理论支撑。国外针对等离子堆焊获得良好性能的复合堆焊层开展了深入广泛的研究,特别在工艺参数和堆焊层性能方面取得了一定成果。
1 等离子堆焊层成型原理及制备工艺
与其他堆焊类方法相比,等离子堆焊形成的复合堆焊层强度和耐磨性较高、质量稳定可靠,目前该技术已经做到复合堆焊层无气孔、烧损和烧熔等[5-6],和常见的铁、钴、镍基合金表面熔敷层相比,复合堆焊层中各类碳化物颗粒分布均匀,耐磨性能突出,且堆焊层和工件基体材料表面是冶金结合,可以满足较高的强度要求,是热喷涂复合耐磨层强度的4~8倍。除此之外,复合堆焊层抗冲击效果较好,可应用于磨损较大的工作环境。
1.1 等离子堆焊层成型机理
等离子堆焊(PTAW)工作时将焊枪钨极一端作为电流负极,将基体一端作为电流正极,正负极之间产生等离子体束流,利用等离子高能束流作为热源对构件和构件表面的合金粉末进行高温加热,通过在工件表层上利用离子束扫描加热熔化形成的合金熔池,使工件表层和合金粉末完成均匀融合。当等离子束加热结束后,构件表面由于快速降温使得合金熔池凝固,凝固完成后的熔池在构件表面形成具有良好强化性能的复合堆焊层,从而实现零件表面的强化与硬化[7]。等离子高能束流工作时加热迅速、效果稳定,十分利于合金粉末与基材均匀稳定的进行结合,且过程中对于非工作区热影响小,因此可大大提升复合堆焊层性能。
虽然采用等离子束流加热具有多种优点,但复合堆焊层的成型质量还受到多种工艺参数的影响。工艺参数一般包含电流电弧大小、喷头移速及与构件间距、合金粉末送粉量等。除了以上的人为因素,等离子堆焊工作时的环境和构件自身的状态和特性也会影响复合堆焊层的成型质量。例如,若工作时周围空气湿度较大容易使焊接完成后的堆焊层内部产生气孔,影响性能,且构件长时间的使用也会使得其自身的应力状态产生变化,进而影响等离子堆焊后堆焊层周围的应力状态。因此,想要研究提升复合堆焊层性能,需要考虑多方因素。
1.2 等离子堆焊层制备工艺及要求
稀释率是评判复合堆焊层与工件基体结合后强化性能的重要指标,指熔融后母材占复合堆焊层的百分比[8]。稀释率过小降低堆焊层的结合强度,稀释率过高会影响堆焊层内部组织及性能。
工作时应保证工件自身的低稀释率,工件的稀释率过高会使母材中的金属元素混入堆焊层,引起堆焊层内部合金成分产生变化,进而导致复合堆焊层内部组织产生变化,影响其性能。进行等离子堆焊时,电流过大会加重构件表层熔化和增加堆焊层稀释率。离子气流量的大小会影响等离子弧的强度,离子气流量过大会加重构件表层熔化深度,进而增大母材的稀释率。为降低母材的稀释率,应对电流及离子气的大小进行调节,保证复合堆焊层的性能。在堆焊工作时,在增大电流的同时提高焊枪喷头的高度有利于降低稀释率。
除此之外,焊枪在工件表面加热的移动速度直接影响堆焊层区域内热输入的程度,最终影响熔池深度和稀释率。送粉气和保护气可以在工作时保证合金粉末送粉顺畅,降低粉末喷射和电弧之间的相互影响,送粉速率过快会阻碍工件加热减小其表层熔深;送粉量过大会导致粉末飞溅,产生气孔等缺陷[9]。因此,为获得良好的堆焊层,应对等离子堆焊电流、离子气流量、焊枪移速、送粉速率等工艺参数进行控制和调节。
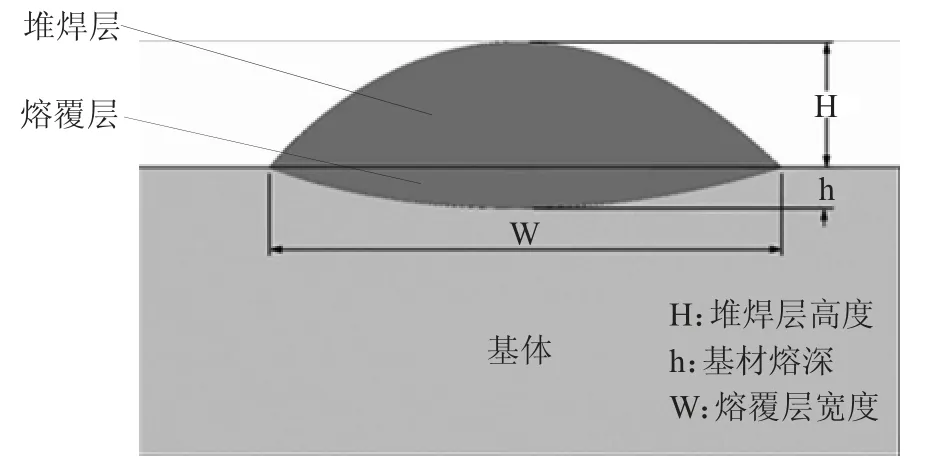
图1 等离子堆焊熔覆示意
2 国内外研究现状
2.1 国内研究现状
目前手工堆焊是等离子堆焊比较常见的形式,但手工堆焊往往存在不确定性,不能准确把握堆焊层表面质量。随着当前自动化控制技术不断发展,自动化的等离子堆焊技术和设备在各类工况下得到了广泛应用。利用控制器可以较为方便、精确的控制堆焊电流大小和焊枪移动速度、焊枪与构件之间距离等影响复合堆焊层性能的重要工艺参数[10]。
张小云[11]等人研究了通过PLC 控制自动焊接技术在汽车生产制造上的应用;关旭[12]等人研究了针对轧辊强化和修复的自动化堆焊技术,由此可见,自动化堆焊具有更好的可靠性和发展前景。罗俊威[13]等针对马氏体时效钢铁镍基复合涂层的等离子堆焊参数进行了优化,研究了不同球形WC 含量、固溶时效热处理对复合堆焊层硬度、摩擦性能的影响,并通过试验证实碳化钨颗粒能够细化和均匀等离子堆焊层组织,提升堆焊层的性能。刘统治[14]在等离子堆焊引入碳化钨颗粒优化性能的基础上研究了通过等离子熔注技术应对碳化物颗粒大部分沉底而无法均匀连续分布的问题,并研究采用镍金属层包裹在碳化钨颗粒表面,降低了碳化物颗粒热分解速率,提升了镍基堆焊层性能。何梦[15]通过单因素和正交试验方法,通过X 射线衍射、电子能谱等测试手段研究了等离子堆焊制备高钒铁基涂层的最重要影响参数,最终得到堆焊电流、送粉速率、堆焊速率的最优配置参数。
邢安军[16]研究了加入不同质量分数的碳化硅对不锈钢等离子堆焊层组织性能的影响,并通过试验得到不同种不锈钢进行等离子堆焊时碳化硅粉末的最佳占比。王有伟[17]针对水轮机导叶的堆焊修复工艺要求设计了自动化的堆焊修复装置控制系统,通过模糊PID 和专家知识经验设计了堆焊系统的控制器,在一定程度上较好地实现了自动化堆焊。肖裕华[18]借助ABAQUS 有限元软件研究了气阀堆焊和热处理的三维有限元模型,并验证了热处理模型的准确性和热处理对焊接过程残余应力的消除特征,最后得到了优化的焊接工艺参数。刘少奎[19]研究了不同堆焊情况下堆焊层温度场和应力场的分布,建立了金属密封装置等离子堆焊的有限元模型,通过等密度热源移动相结合的方法研究焊接电弧在移动时同合金粉末熔覆的过程,最终通过应力场模拟对等离子堆焊工艺进行了优化。王永海[20]对钛合金表面等离子复合堆焊层的性能优化进行了研究,测试了加入不同种类以及含量的镍基混合物的堆焊效果,完成对钛合金表面堆焊所需的合金粉末最优配比的研究,并对耐磨性、稀释率等指标进行试验和总结。
2.2 国外研究现状
针对工件形状复杂、不规则的特点,采用PLC 步进电机技术控制焊枪曲线移动完成堆焊工作,具有堆焊作业精确灵活,堆焊层性能高效的优点。堆焊时一般需要多次往复运动,因此应选取精度和可靠性较高的传动机构,灵活控制焊枪移动,保证在不同工况下精确、长时的有效工作,确保能够在多次重新定位时仍保持精确度。
上世纪50 年代后期,美国的Plasmadyne 公司开发了初级的等离子堆焊设备,同时,METCO 公司及其他美国企业开始致力于陶瓷堆焊层的研究,伴随着航空产业的发展,美国碳化物联合研究中心成功采用燃气实现了爆炸堆焊。随着各类型的热加工、堆焊技术的不断发展,1960 年前后欧美的等离子堆焊技术研发成功并正式投入生产。到上世纪80 年代,欧美各国逐步将电子控制技术和计算机测控技术引入等离子堆焊装备中,大大提升了等离子堆焊的精准性和堆焊层成型质量,从此之后,等离子堆焊技术开始向着精密化、智能化高速发展[21]。
AhmadDar[22]等将磁场安置于焊接垂直方向,研究了磁场对焊接电弧的影响程度,最终通过磁场优化了熔池和熔宽。Ansari[23]等通过外加磁场提升了水下焊接焊缝强度的六分之一左右,并通过试验采用135 高斯交流电磁场将焊接速度从3 mm/s 提升到6.2 mm/s。德国的Lugscheider[24]等通过有限元对涡轮叶片的等离子复合堆焊层进行了仿真,对合金粉末、送粉速率、焊枪移速等不同工艺参数进行了分析和总结,并完成了对叶片的热应力分布的对应关系的研究。
3 当前存在的主要问题和发展趋势
(1)等离子弧堆焊修复完成后的堆焊层内部往往会产生气孔,大大影响堆焊层的性能。在实际工作时,产生气孔的原因很多,包括气保护性能、母材表面状态和焊接工艺等。焊接工作时,为防止空气进入和保护钨极,使用氩气来作为离子气和保护气进行工作。但等离子焊接电弧区周围空气湿度、温度以及飞溅的颗粒物等都会对保护气的保护效果造成影响。
母材表面水分、焊渣以及合金粉末对于气孔的敏感性也会影响气孔的产生。堆焊表层主要是通过空气传导热量,热量传递速度较快,结晶凝固时间较长,因此表层产生的气体可以逸出,而堆焊的深层部分是通过母材作为介质传递热量,由于热量传递速度过快,气体在结晶凝固前来不及逸出,就在内部成为气孔。目前通过堆焊层重熔可将夹杂的气体随着熔池移动排出,可以在一定程度上消除气孔。
(2)进行等离子堆焊时,电流过大会加重构件表层熔化和增加堆焊层稀释率。离子气流量的大小会影响等离子弧的强度,离子气流量过大会加重构件表层熔化深度,进而增大母材的稀释率。为降低母材的稀释率,应对电流及离子气的大小进行调节,保证复合堆焊层的性能。在堆焊工作时,在增大电流的同时提高焊枪喷头的高度有利于降低稀释率。除此之外,焊枪在工件表面加热的移动速度直接影响堆焊层区域内热输入的程度,最终影响熔池深度和稀释率。送粉气和保护气可以在工作时保证合金粉末送粉顺畅,降低粉末喷射和电弧之间的相互影响,送粉速率过快会阻碍工件加热,减小其表层熔深;送粉量过大会导致粉末飞溅,产生气孔等缺陷。
(3)等离子堆焊合金粉末往往存在性能强化效果普通、不能够较好地和基材完成强化反应的问题。复合堆焊层内部主要由柱状晶和等轴晶组成,当前研究常采用优化合金粉末成分的方法,比如在合金粉末内加入碳化钨颗粒,此类高熔点颗粒能够由堆焊层表层向底部沉积,以此为底层的枝晶起到异质形核的作用,促使堆焊层底部的晶粒产生细化,随着堆焊层底层碳化钨含量增加,异质形核也逐渐增多,使底层晶粒逐步产生细晶强化,进而提升复合堆焊层的强度和性能,可以在一定程度上减少等离子堆焊修复后出现裂纹的现象。高硬度的碳化钨颗粒加热后能够与基体进行冶金结合,进而起到保护基体的作用,提升耐磨性。
等离子堆焊技术具有工艺参数种类多、影响面广的特点,对其工艺参数进行针对性地优化研究能够提高复合堆焊层的强度和抗磨损性能,并减少堆焊层缺陷。目前国内外对等离子堆焊层的性能优化研究正不断推进,已在一定程度上改善了堆焊层的质量,但还需在根本上优化等离子堆焊的主要敏感工艺参数,以此才能制备高质量的等离子堆焊层。
猜你喜欢
焊接学报(2022年7期)2022-09-14
电焊机(2022年7期)2022-08-10
电焊机(2022年4期)2022-05-06
电子制作(2021年13期)2021-07-20
科学与财富(2020年17期)2020-09-03
理论与创新(2020年11期)2020-07-26
科海故事博览·中旬刊(2020年4期)2020-06-15
智能制造(2017年4期)2017-07-24
中国信息化·学术版(2013年5期)2013-10-09