
大型柴油机机体铸件损伤缺陷分析与控制
2022-04-26 02:09韩强,时晓,刘跃
铸造设备与工艺 2022年1期
韩 强,时 晓,刘 跃
(潍柴重机股份有限公司,大缸径材料成型中心,山东潍坊 261001)
随着企业发展,公司战略逐步向高端产品迈进,机体铸件作为大型柴油机的重要组成部分,其质量关乎柴油机的整体性能。大型柴油机机体铸件吨位大,结构复杂,工艺上浇注系统截面积大及补缩用冒口的数量较多,并且粗清及细清主要依靠人工清理,铸件在浇冒口清理、周转时易造成铸件损伤缺陷。经统计2020 年全年,铸件损伤率达0.2%,急需改进提升。本文从铸件浇注系统设计、冒口结构、清理工具应用及清理操作方式上进行了分析与改进,有效减少了铸件损伤缺陷的发生。
1 机体类铸件清理流程
大型柴油机机体浇注冷却凝固后,铸件清理流程为:打箱落砂——粗清——时效处理——铸件粗抛丸——人工打磨精清——检验——精抛丸——喷漆。其中铸件浇口和冒口的清理去除主要在铸件粗清工序进行。
2 机体类铸件损伤产生位置及分析
对机体铸件损伤的位置进行汇总统计,得出损伤的位置主要发生在内浇道与机体相连处、冒口根部与机体相连处及振动落砂时铸件与落砂床的磕碰,机体类铸件产生损伤缺陷的主要位置如图1 所示。
内浇道损伤:内浇道是液态金属进入铸型型腔的最后一段通道,其作用是控制金属液充填铸型的速度和方向,调节铸型各部分的温度和铸件的凝固顺序,并对铸件有一定的补缩作用。铸件在清理的过程中,内浇道与铸件直接连接,操作者易将连接处的铸件一块清掉,造成损伤的发生。
冒口根部损伤:冒口、冒口颈截面尺寸过大,或造型时冒口棒偏移等因素造成铸件在粗清时产生的损伤。
磕碰损伤:铸件受撞击而破损、断裂、残缺不全,多发生在铸件的凸台、棱角等凸出部位。
3 减少机体铸件损伤的措施
3.1 内浇道增加易砸槽,减少带肉损伤缺陷
大型柴油机结构设计上较为普遍的是直列机和V 型机两种,其中V 型机机体铸件因结构特点,在浇注系统的设计上多为中注式,在斜角上设置内浇道极易在粗清过程中产生损伤带肉,甚至是铸件直接报废,因此在产品浇注工艺设计初期就考虑增加易砸槽。通过改进浇道结构及型板局部结构,形成内浇道易砸槽结构。在改进前,内浇道易砸槽成5°的斜面,仍有带肉缺陷产生,后期通过增加易砸槽深度且角度成7°,粗清时更容易在易砸槽处断裂,避免浇道位置带肉而产生的损伤缺陷。内浇道改进前、后易砸槽的尺寸如图2 所示。
该项措施实施后,统计一个月的V 型机的损伤情况,损伤率由0.1%降到0.05%,降幅50%,大型柴油机机体铸件总体的损伤率由0.2%降到0.14%.
3.2 改进冒口固定方式,减少冒口移动
大型柴油机机体铸件,其浇注系统在设计时,为保证内部排气充分,通常在顶部设置大量的溢流冒口,在造型时放置冒口和出气针时,若型板上无定位装置,易导致扁冒口和出气针与机体结合面过大,且不易发现修补。对此通过增加卡槽,使冒口和出气针固定更加牢靠,在造型落砂振实过程中不易移动,结合面固定无增大,降低清理难度,减小了损伤趋势。冒口和出气针改进前、后增加卡槽对比如图3 所示。
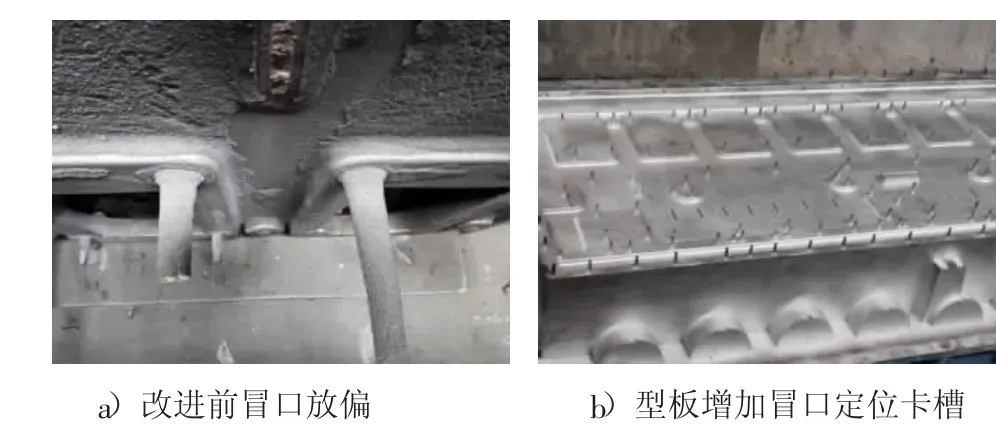
图3 冒口和出气针底部增加卡槽
该项改进措施实施后,统计三个月机体铸件的损伤情况,损伤率由0.14%降到0.10%.
3.3 改善清理工具,提高清理效果
公司生产大型柴油机机体铸件最大吨位在20 t左右,生产件号种类多,非大批量生产,很难实现机械化清理,尤其铸件的粗清仍为原始的抡大锤工艺,粗清精度低,易造成铸件损伤,后期引进了等离子切割工艺,其原理是利用具有很高能量密度的高温等离子电弧对切口集中加热,快速熔断的切割技术。现场采用型号为LGK160 的等离子能直接将厚度在20 mm 以内的铸件内浇道进行精确的切除,同时降低了职工的劳动强度。粗清工具的改进前、后对比如图4 所示。

图4 改进的粗清工具
3.4 改进冒口分割,避免溢流铁与冒口相连
冒口是铸型上用以贮存金属液的空腔,其中明冒口的上表面露出砂箱,冒口芯粘不牢或溢流铁过多得不到充分的导流,极易导致溢流铁与冒口内的铁水黏连,造成打箱困难,多通过反复移动上箱及整体振砂,使冒口与铸件分离,操作过程中极易造成铸件的损伤。
对于大型柴油机机体铸件,多为球墨铸铁及蠕墨铸铁件,冒口设置数量较多,损伤问题极易发生,通过将冒口芯周边培砂、冒口底部粘黏结剂及上平面溢流区域分割为多处等方式,避免了冒口芯的漂芯及溢流铁与冒口的粘连,采取措施如图5 所示。
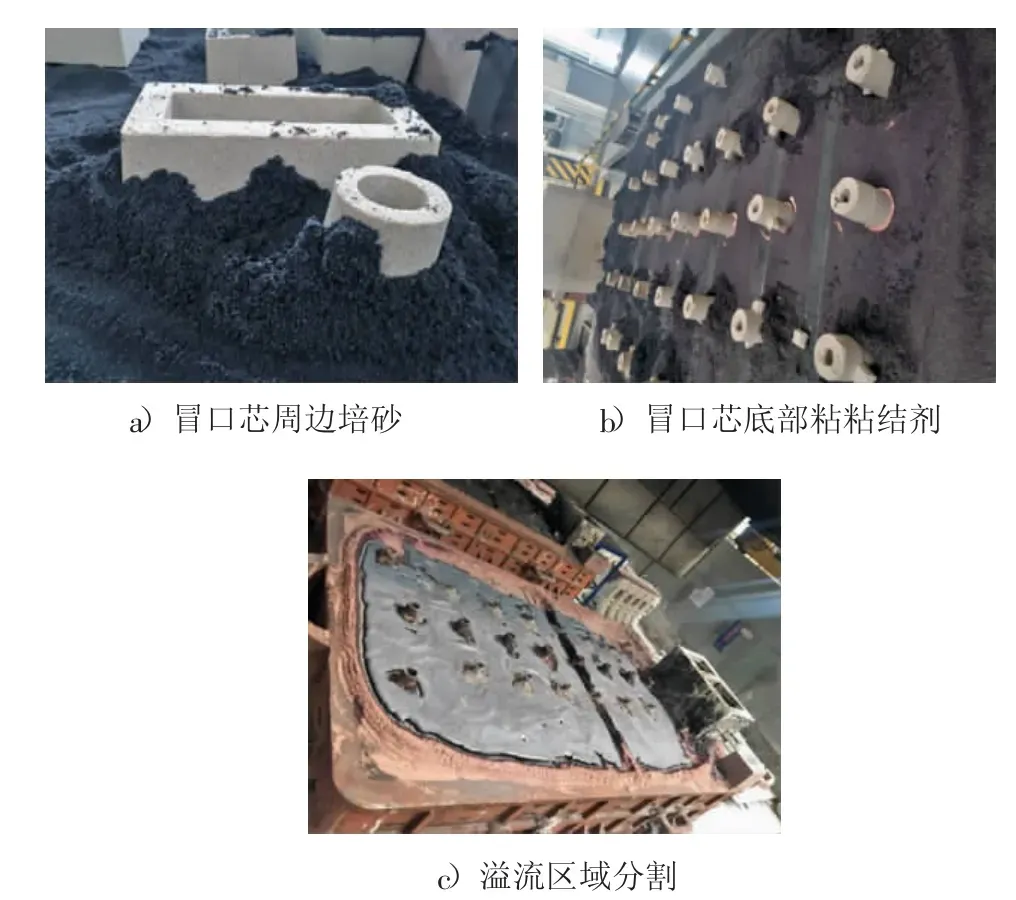
图5 避免冒口芯漂芯及溢流铁与冒口粘连的措施
针对机体铸件在清理过程存在的损伤缺陷,实施以上四项改进措施后,统计四个月机体铸件的损伤情况,损伤率由0.10%降到0.05%,取得较好的改进效果。
4 结论
针对大型柴油机机体铸件在清理过程中产生的内浇道损伤、冒口损伤、磕碰损伤等损伤缺陷,在缺陷分析基础上,提出来增加易砸槽、冒口根部增加卡槽、粗清等离子切割、溢流区域分割等改进措施,通过改进实施,机体铸件的损伤缺陷减少一半以上,取得较好的改进效果。
猜你喜欢
红领巾·探索(2022年5期)2022-06-02
铸造设备与工艺(2021年4期)2021-10-17
科学与财富(2018年20期)2018-08-22
北广人物(2018年8期)2018-03-06
中小企业管理与科技·上旬刊(2017年4期)2017-05-04
科学时代·上半月(2013年6期)2013-08-22
消费电子(2009年3期)2009-03-20
科学启蒙(2009年1期)2009-01-20
IT时代周刊(2008年21期)2008-11-25
