
复极性三维电极反应器处理氨基酸发酵废水
2022-04-26 03:16许宁张金娜周子振马勤清徐兴亮
天津化工 2022年2期
许宁,张金娜,周子振,马勤清,徐兴亮
(天津长芦海晶集团有限公司,天津 300450)
氨基酸发酵生产过程中产生大量废水, 包括糖化废水、提取废水(母液)、设备清洗水以及反渗透排污水、生活污水等。 其中以提取废水(母液)和设备清洗水为主要来源,这里面含有大量未被分离的氨基酸、发酵残余基质、微生物菌体、微生物代谢副产物、蛋白质、杂酸等,具有有机物含量高、氨氮含量高等特点[1,2],直接排放会对环境造成很大污染。近年来国内外学者对氨基酸发酵废水的高效处理做了大量的研究,其中三维电极法是一种新型的电化学氧化技术,具有设备体积小、无需添加药剂、污染物降解彻底、无二次污染的特点[3,4]。
本文以活性炭颗粒为粒子电极构成复极性三维电极反应器,对氨基酸发酵废水进行电化学氧化处理,考察了外加电压、处理时间、进水pH、粒子电极粒度等因素对废水处理效果的影响,为实现氨基酸发酵废水的无害化提供依据。
1 材料与方法
1.1 废水水样
废水水样取自某羟脯氨酸发酵工厂调节池出水(CODcr 为4500mg/L),为消除固体悬浮物对粒子电极的不利影响,采用加入聚合氯化铝的方式进行预处理。预处理后水样CODcr 为1750mg/L,pH6.70。
1.2 试验方法
三维电极反应器: 主电极由不锈钢材料制成,粒子电极为活性炭颗粒,活性炭填充量为50g(干重),填充前事先在废水中吸附饱和。 采用直流稳压电源为反应器提供电压。 每次加入水样的量为500mL。 采用重铬酸钾法测定废水COD。
2 结果与讨论
2.1 二维电极与三维电极降解效果的比较
活性炭粒子电极粒径为2.00~2.80mm, 外加电压9.0V,通气量为1.5L/min 的条件下,废水水样(不调节pH)在三维电极反应器中处理90min。去除粒子电极,其他条件不变,形成传统的二维电解池,对比废水在两种反应器中的处理效果。
在未加入活性炭粒子电极的二维电极反应器中, 废水经过50min 的处理后,COD 去除率仅为18%左右。 相同条件下的三维电极反应器中,经过50min 的处理, 废水COD 去除率超过80%。因此活性炭粒子电极的存在能够显著提高废水中有机污染物的降解效率。 电化学反应是一种界面反应,活性炭粒子的加入,使得传统的二维电极转化为三维电极,反应界面大大增加了,处理效率得到了极大提高。
2.2 主要影响因素对废水处理效果的影响
1)外加电压的影响活性炭颗粒粒径为2.00~2.80mm,通气量为1.5L/min,不调节进水pH,不同外加电压下废水COD 去除率的变化趋势见图1。
由图1 可见:电解过程中所施加的电压对废水COD 去除率有较大影响, 在外加电压为3.0V时,经50min 处理后,COD 去除率略高于50%。 当外加电压增大到9.0V 时, 经相同时间处理,COD的去除率达到81.3%。 由此可知:外加电压在一定范围内(3.0~9.0V)适当增大可以有效提高有机物的降解效率。 但是当外加电压继续增大至超出9.0V 后, 有机污染物降解率的增加幅度变得缓慢,甚至有降低的趋势。

图1 外加电压对废水处理效果的影响
当施加在活性炭颗粒上的电压大于分解电压时,在粒子两端形成复极从而构成三维电极反应器,有机污染物在粒子电极表面发生电化学氧化[5],并且其反应速率随着外加电压的增大而增大,相应COD 去除率也随之提高。但若电压过高,体系内会发生较为明显的副反应,如阳极析氧反应、阴极析氢反应、金属主电极的腐蚀反应等,从而影响电化学反应的进行。
2)电解时间的影响活性炭粒子电极粒径为2.00~2.80mm,9.0V 外加电压, 通气量为1.5L/min,不调节进水pH,考察处理时间对降解效果的影响。
随处理时间的延长COD 去除率也逐渐增大。当电解时间为50min 时,COD 去除率达81.3%,此后继续延长电解时间,COD 去除率增幅逐渐变缓。
有机污染物的降解主要在粒子电极的表面发生,初始的一段时间体系内的有机污染物浓度较高,单位时间内扩散到粒子电极表面的有机污染物较多。 随着电化学反应的进行,有机污染物不断被降解,单位时间内扩散到电极表面的有机污染物逐渐减少,故而COD 去除率增加幅度趋于缓慢。 另外,随着电化学反应的进行,主电极溶出产生的铁类絮凝物逐渐覆盖于粒子电极表面,使得电化学反应面积减少,也降低了处理效率。
3)进水pH 值的影响:活性炭粒子电极粒径为2.00~2.80mm,外加电压6.0V,通气量为1.5L/min,在反应器中加入不同pH 的废水,考察不同进水pH 对废水降解效果的影响。
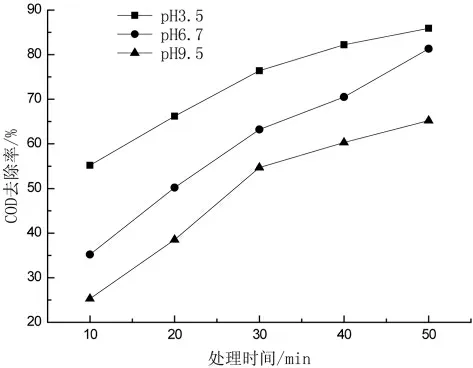
图5 pH 对废水处理效果的影响
由图2 可以看出: 进水pH 为3.5 情况下经50min 处理,COD 去除率可接近90%,处理效率高于进水pH9.5 与pH6.7(不调节进水pH)的情况。
体系在电化学反应过程中产生具有强氧化性的H2O2和羟基自由基·OH,使得有机污染物发生电化学氧化降解[6]。 三维电极反应器主电极(不锈钢板材料) 在酸性体系下发生溶出反应产生Fe2+, 而Fe2+与电化学反应过程中产生的H2O2恰好形成Fenton 试剂,从而强化了有机物的氧化降解[7]。 而且在碱性体系中,溶液中的铁离子会形成铁类絮凝物,覆盖于粒子表面,从而降低电化学反应效率。
4)活性炭粒径的影响:分别向电解池中加入预先在废水中吸附饱和的粒径为2.80~4.00mm、2.00~2.80mm、1.40~2.00mm 活性炭颗粒, 构成三维电极反应器。 在反应器中加入废水(不调节pH),通气量为1.5L/min,在9.0V 外加电压下处理50min,考察不同粒子粒径对降解效果的影响。

图6 粒子粒径对废水处理效果的影响
由图3 可以看出:活性炭粒子电极粒径不同,对废水处理效果也不同。 从总体趋势来看,2.00~2.80mm 粒径效果最佳,1.40~2.00mm 粒径次之,2.80~4.00mm 粒径则最差。 这是因为活性炭粒子电极粒径过大,难以流态化,大部分活性炭颗粒沉积于底部,增大了短路电流。 并且由于电化学反应是一种界面反应, 当活性炭颗粒粒径减小时,在填充质量相同的情况下,粒子电极的数目也就越多,其表面积也就越大,但同时粒子电极数目的增加也增大了粒子间的碰撞几率,从而增大了短路电流。 所以,活性炭颗粒粒径过大或过小都不利于有机污染物的电化学降解。
总之,本文利用以活性炭颗粒为粒子的复极性三维电极反应器进行了氨基酸发酵废水的处理。 考察了外加电压、处理时间、进水pH 和活性炭颗粒粒径对废水处理效果的影响。
结果表明:相比于传统的二维电极,活性炭粒子电极的加入有效地提高了废水的处理效率,当活性炭粒子电极粒径为2.00~2.80mm,9.0V 电压条件下处理50min, 废水COD 去除率高达81.3%。 废水COD 去除率随着外加电压的增大而增大,但超过一定范围后,再增大外加电压反而对处理效果有反作用。废水COD 去除率随着处理时间的增加而增加,但增加幅度逐渐放缓。 在酸性体系下由于发生电-Fenton 作用, 强化了有机物降解反应。 作为粒子电极的活性炭颗粒,粒径过大或过小都会降低反应器处理效果,合适的活性炭粒子粒径为2.00~2.80mm。
猜你喜欢
中国资源综合利用(2022年9期)2022-10-13
安徽化工(2022年4期)2022-08-02
节能与环保(2022年4期)2022-06-02
绿色科技(2022年8期)2022-05-25
酿酒科技(2022年4期)2022-05-05
建材发展导向(2021年12期)2021-07-22
济南大学学报(自然科学版)(2021年3期)2021-05-06
中国新技术新产品(2020年9期)2020-07-16
养生保健指南(2017年5期)2017-05-26
国外科技新书评介(2016年8期)2016-11-16
