
汽车尾灯支架装配变形的数值模拟与验证
2022-05-16 01:44王鹏罗帅姜伟民
精密成形工程 2022年5期
王鹏,罗帅,姜伟民
汽车尾灯支架装配变形的数值模拟与验证
王鹏,罗帅,姜伟民
(上汽通用汽车有限公司 整车制造工程部,上海 201206)
深入研究汽车尾灯装配变形,建立可以精确预测尾灯装配变形的有限元方案。通过数字图像相关法研究了尾灯紧固过程中钣金支架的变形情况,获得了支架上关键位置的变形规律。引入有限元仿真分析方法,建立了全工况有限元仿真分析模型,对尾灯装配的整个过程进行数值仿真。获得了装配后钣金变形量的预测值,通过对3类尾灯的装配过程进行仿真分析,对比实际测量的钣金支架变形数据,验证了该模型能够较为精确地预测尾灯装配中的变形误差。提出了尾灯装配定位基准与螺栓紧固点分离的解决方案,从设计上有效避免了新车型尾灯装配超差问题的产生。
汽车尾灯;数字图像相关法;计算机辅助工程分析;装配变形;误差控制
随着汽车工业的智能化与自动化的不断推进,整车从设计到完成批量生产的时间被大量压缩,许多设计问题往往需要等到样车试制阶段才能被发现,进而产生了高昂的模具更改费用。为此需引入先进的分析方法,例如在车顶焊接[1]、橡胶管卡箍变形[2]等较复杂工况的研究中使用非线性有限元仿真,提前识别汽车零部件的设计缺陷,以节省大量的时间与开发费用。对于汽车车灯,多数学者开展了针对车灯本身的造型设计、光学设计以及注塑工艺改进的相关研究。冯钰涛[3]通过CAD/CAE研究了尾灯的设计与制造,优化改进了车灯设计中的凝雾现象。叶盾[4]通过力学分析了汽车车灯卡扣的宽度和高度对其力学性能的影响,获得了最佳的设计参数。唐杰等[5]通过CAE模拟仿真确定了汽车灯罩的最佳浇口位置及工艺参数。这些研究对零件本身进行了优化与改进,但在整车的生产制造中,许多质量缺陷在零件与零件安装配合后才能被识别,这类缺陷的辨识是非常困难以及滞后的,如何提前辨识出此类质量缺陷是摆在众多工程师面前的难题。周炜等[6]针对白车身门、框匹配问题,提出了在计算机虚拟环境下,利用三坐标测量数据,快速、准确检测零件质量问题。陈强等[7]通过有限元方法研究了轿车尾灯区域螺母装配过程中装配力和装配顺序引起的装配偏差规律,有力指导了实际生产。刘文杰等[8]借助Autoform软件对汽车纵梁进行冲压成形模拟和回弹补偿模拟,经过多次回弹补偿,将零件的最大回弹由补偿前的13 mm减小至±0.5 mm以内。
在汽车尾灯设计中,除了必要的外观造型要求之外,其与后举门之间的尺寸匹配质量是整车制造的重要关注点,图1a展示了汽车尾灯与后举门之间需要满足的尺寸匹配技术要求,其中间隙要求如下:公差为±0.8 mm,一致性为1 mm;平整度要求如下:公差为±0.8 mm。由图1b可知,尾灯通过螺柱紧固在汽车后举门的钣金支架上,在尾灯与支架之间装配着一圈泡棉,起到密封和防水的作用。图1c为汽车尾灯结构,其定位结构有螺柱基座、尾灯挂钩和定位销,其中螺柱基座和挂钩用于尾灯安装时前后方向定位,定位销用于尾灯安装时高低和左右方向定位,定位结构决定了尾灯装配质量是否达标。虽然尾灯的设计有相关的设计规范,但由于安装时零件与零件之间相互作用力的影响,时常导致尾灯安装后产品质量超差。针对此类问题,目前的解决方案多为根据工程师以往的项目经验进行定性分析,以此作为设计依据,零件制造出来后再进行实物验证,如果出现问题,就从设计、工艺等角度寻找补救方案,这一流程会产生较大的费用。为此,文中通过引入CAE分析方法,对汽车尾灯装配过程进行全工况有限元仿真,建立了可准确识别尾灯安装缺陷的CAE分析方法,从而在汽车尾灯设计的早期就可以辨识安装缺陷,减少后续制造装配阶段的返工。
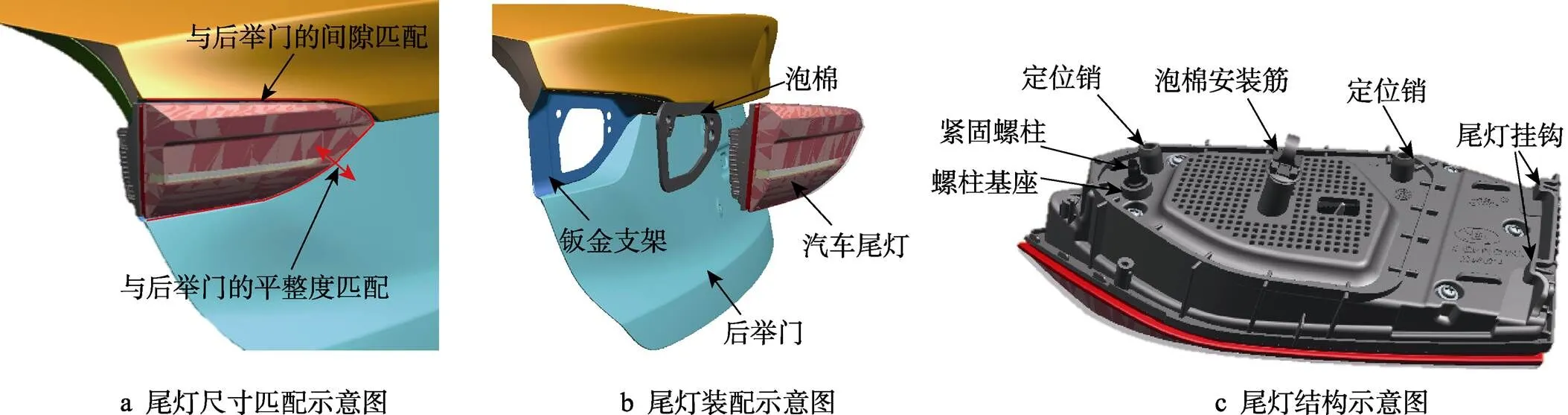
图1 汽车尾灯示意图
1 材料性能及钣金变形量的测定
材料力学性能数据的准确性会直接影响有限元分析结果的精度。对于汽车尾灯装配的全工况CAE仿真,其装配误差要求是不大于0.1 mm,因此正确获取材料性能参数十分重要。汽车尾灯在安装过程中涉及的变形材料有泡棉和钣金支架,尾灯灯体自身在装配过程中的变形可以忽略不计。
1.1 钣金及泡棉的力学性能测量
泡棉属于橡胶类材料,具有复杂的力学性能,一般采用超弹性应变势能函数描述其力学性能[9]。泡棉在尾灯的装配过程中主要产生压缩变形。根据GB/T 2941—2006和ASTM D1095—2014,设计了测定泡棉压缩力学性能的试验。在万能试验机上进行准静态试验,压缩速度设置为10 mm/min。泡棉试样尺寸为:直径(29±0.5)mm,厚度12 mm,当产品厚度不够时,经实验对比,可采用叠加的方式。试验所取的试样形状、尺寸、位置及获得的工程应力–应变曲线如图2a所示。对于钣金支架,则进行拉伸性能的测定,试验所取的试样形状、尺寸、位置及获得的真实应力–应变曲线如图2b所示。
1.2 钣金支架变形量测量
为研究钣金支架在螺柱紧固过程中的变形情况,采用数字图像相关法(Digital Image Correlation,DIC)[10]对紧固过程进行位移场捕捉。如图3a所示,DIC设备的高速相机不断地对尾灯紧固过程进行拍摄,通过对比变形结束与初始的图片,得出钣金支架的变形情况,变形量为正值表示支架的变形方向是车辆前部。如图3b所示,受泡棉压缩反力的影响,钣金支架中部拱起,朝车前变形0.6 mm,螺母孔处的钣金受螺栓预紧力的影响,朝车后变形0.9 mm。螺母孔处的钣金与尾灯前后方向的定位结构(螺柱基座)配合,钣金变形直接使尾灯空间位置发生变化,进而影响尾灯与后举门的尺寸配合。如图3c和d所示,提取螺母孔附近关键点的位移,得到关键点在紧固过程中的位移变化情况,可以发现点1与点3之间的位移差即为螺母孔处的钣金变形量,这是因为点3位置的钣金支架刚性较强,在螺母紧固过程中仅发生刚性位移,而螺母孔处的钣金受预紧力的影响同时发生变形位移和刚性位移。
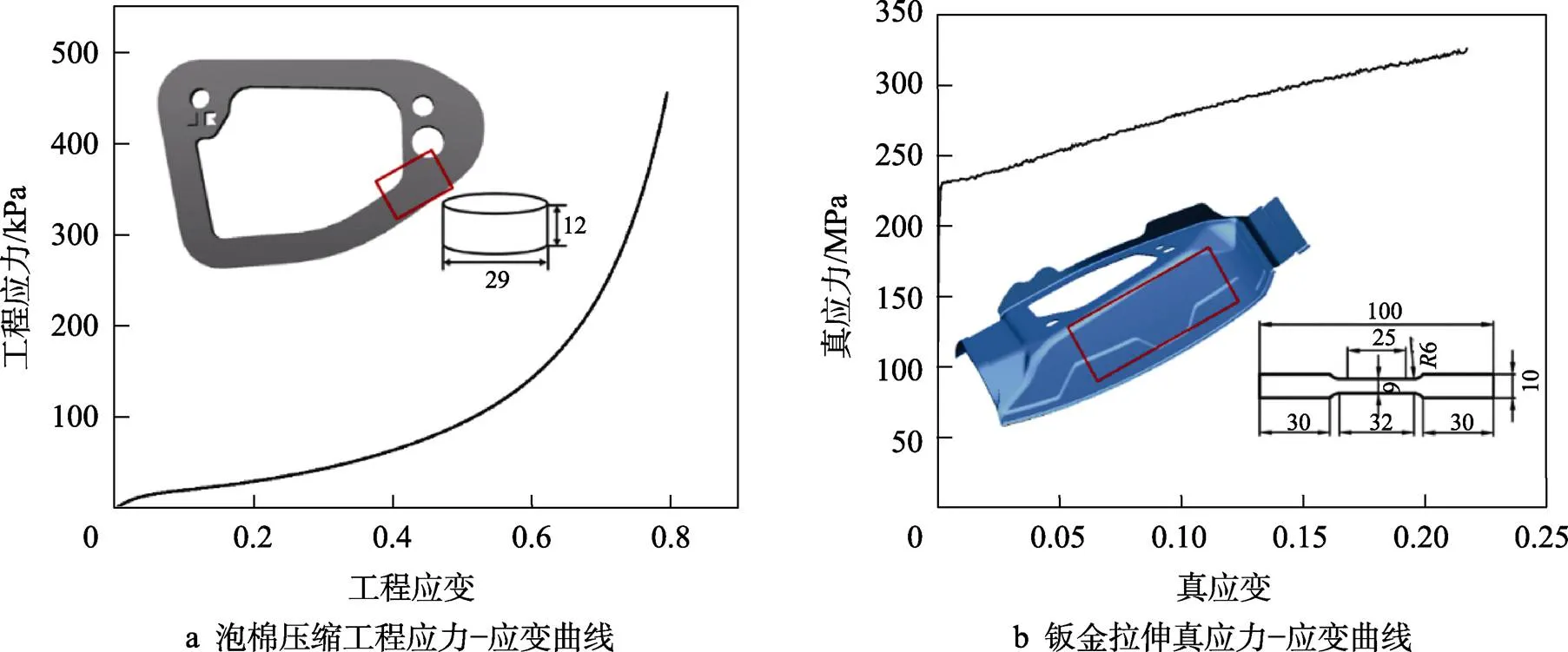
图2 材料力学性能曲线
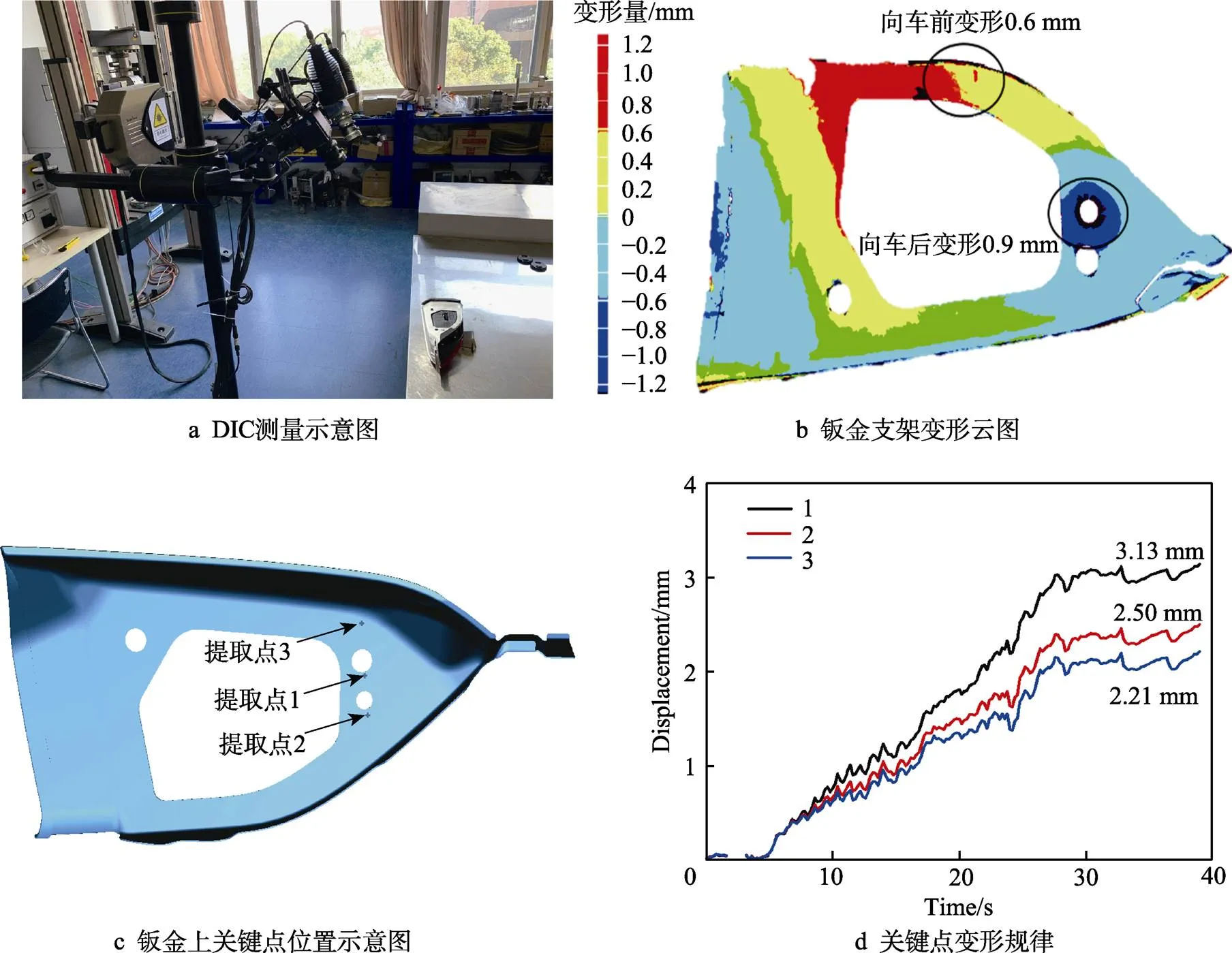
图3 DIC测量结果
2 CAE析模型的建立
如图4a所示,尾灯的安装过程是尾灯挂钩首先卡接于钣金支架,然后以尾灯挂钩为转轴旋转尾灯,使定位销和螺柱穿过支架的安装孔,最后用紧固螺母固定尾灯。为提高分析精度和简化CAE分析时载荷的施加,文中提出如下的尾灯装配全工况CAE仿真分析方法。
实际安装过程是钣金固定,移动尾灯,CAE分析中为简化螺母紧固的过程,采用固定尾灯,直接对钣金施加螺栓预紧力的分析方法。具体过程如图4b—e所示,将尾灯CAE分析模型分为数模、初始、预压和紧固等4个阶段。如图4b所示,在数模阶段,对零件数模进行网格划分,钣金采用壳单元网格,大小设置为1~3 mm,在主要变形区采用1 mm网格;螺栓、泡棉、灯罩采用实体C3D8R单元,全局种子设置为0.5 mm,由于整车数模状态下的泡棉与钣金处于干涉状态,无法直接进行计算分析。如图4c所示,在初始阶段,为模拟尾灯装配过程,调整钣金支架与泡棉的相对位置,达到CAE计算分析的初始阶段。调整的方法如下:以尾灯挂钩为转轴,向远离灯罩的方向旋转钣金支架5°左右,消除钣金与泡棉的干涉。模型设置方面,将灯罩设置为刚体,泡棉底部与灯罩设置Tie连接,螺母与钣金设置Tie连接,在接触设置中,摩擦因数设置为0.2。在预压阶段如图4d所示,由于泡棉的压缩仿真涉及材料非线性、边界非线性和几何非线性[11],直接施加螺栓预紧力会导致计算收敛困难,故首先在钣金支架的螺母孔处施加一个较小的力(小于100 N),使钣金与泡棉建立平稳的接触关系。在紧固阶段如图4e所示,将螺栓预紧力施加在钣金支架的螺母孔处,仿真分析钣金支架在打紧过程中和打紧之后的变形情况。计算步设置见表1。
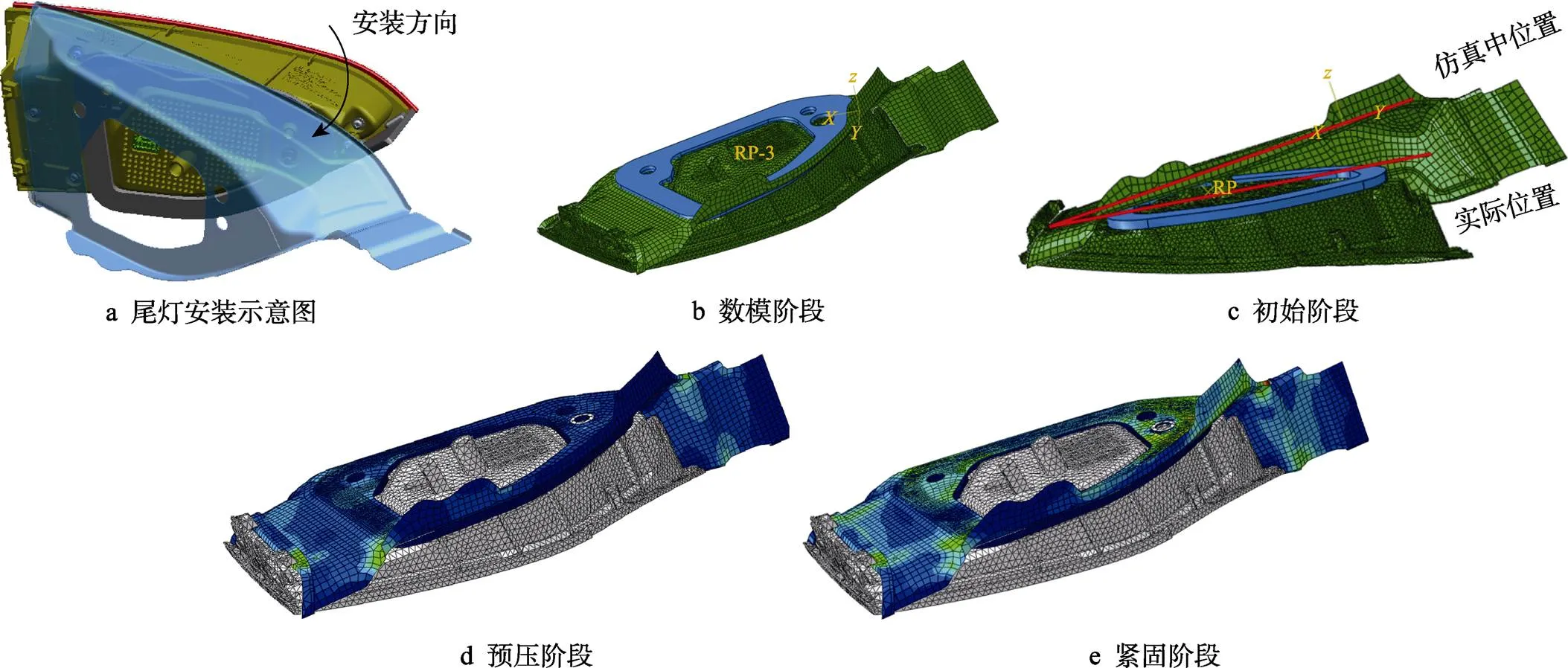
图4 尾灯全工况CAE分析模型的建立
表1 计算步设置
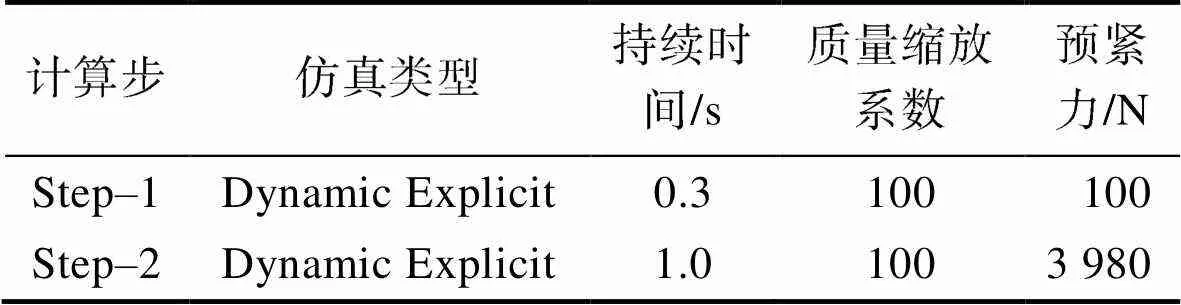
Tab.1 Calculation step set
在ABAQUS中建立全工况仿真模型时,选择合适的泡棉超弹性本构模型十分重要[12]。李凡珠等[13]对橡胶材料进行了循环加载的本构关系测量实验并进行数值拟合,发现采用Marlow[14]和Ogden等[15]提出的超弹性本构方程可以更精确描述橡胶材料的本构关系。根据泡棉的实验数据以及尾灯装配方式,文中采用Marlow本构模型来描述尾灯泡棉的超弹性特征。Marlow模型如式(1)所示。

式中:为单位体积的应变能量;dev为偏应变能量;vol为体积应变能量;1为第一偏应变不变量,其定义如式(2)所示。各个方向的偏应变可以用式(3)表示。
式中:为总容积比率;el为热膨胀下定义的弹性容积比;λ为各个方向的主应变。偏应变能量可以通过单轴试验、等效双轴试验或者平面试验获得。体积应变能量部分可以通过体积应变试验确定泊松比,或者通过单轴试验、等效双轴试验或者平面应变试验获得。
3 实验验证及分析
3.1 钣金变形量的准确识别
钣金支架在有限元分析过程中会产生刚性位移和变形,建立识别变形量的方法十分关键。如图5所示,螺母紧固后,泡棉的压缩力会使钣金偏离理想位置,需要准确识别相应的钣金变形量。如图6所示,CAE分析模型以尾灯挂钩为转轴,当没有泡棉时,进行全工况CAE仿真,此时与转轴平行的平行线上所有节点的位移都是相同的,皆为刚性位移,螺母孔处未发生变形。当有泡棉时,平行线上的节点分为变形节点和未变形节点,未变形节点只发生刚性位移,变形节点同时发生刚性位移和变形,找出变形点和未变形点,两者的位移之差即可表示螺母孔处钣金的变形量。在具体操作时,如图6b所示,以旋转轴为轴线,以钣金螺栓孔中心到轴线的距离为半径绘制圆柱,圆柱与螺母边缘的交点为变形点,与钣金大平面边缘的交点为未变形点。
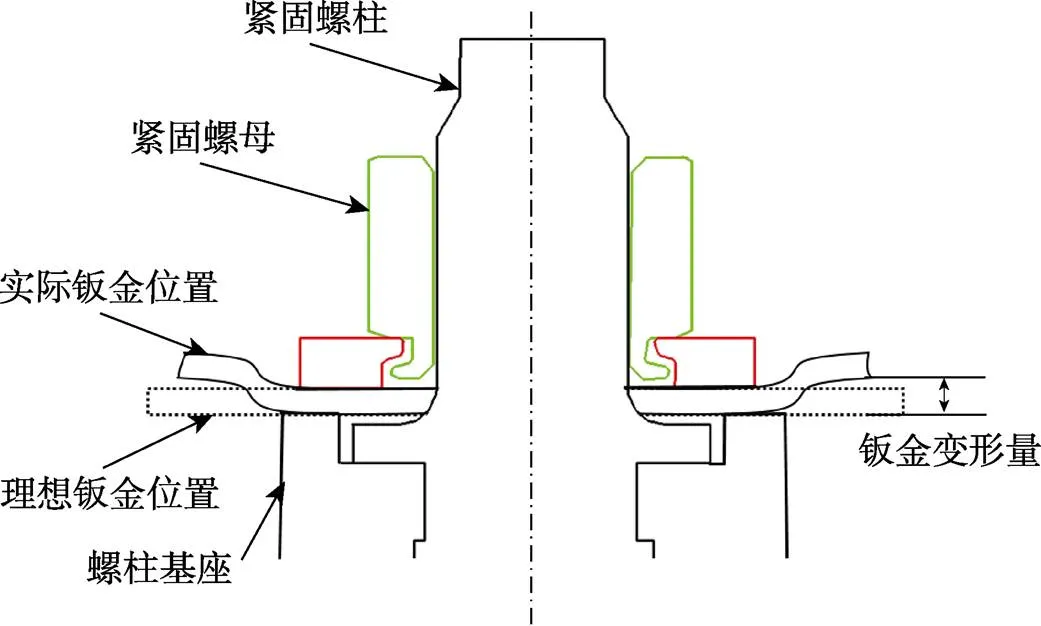
图5 钣金变形示意图
3.2 实际测量与仿真结果的对比
为了验证CAE模型的准确度,选择了3款车型的车灯(见图7)进行CAE仿真和实物试验,结果如表2所示,对Ⅰ、Ⅱ、Ⅲ这3款车灯进行全工况CAE仿真,提取其中的变形点与未变形点的位移数据,计算得到螺母孔处的变形量,对比实际测得的变形量,Ⅰ和Ⅲ的误差值不超过0.1 mm,Ⅱ的误差值稍超出0.1 mm,总体上满足工程上的精度识别要求,说明上述开发的全工况CAE仿真模型可对尾灯装配变形实现较为精准的预测,能够提前判断尾灯是否存在设计缺陷。
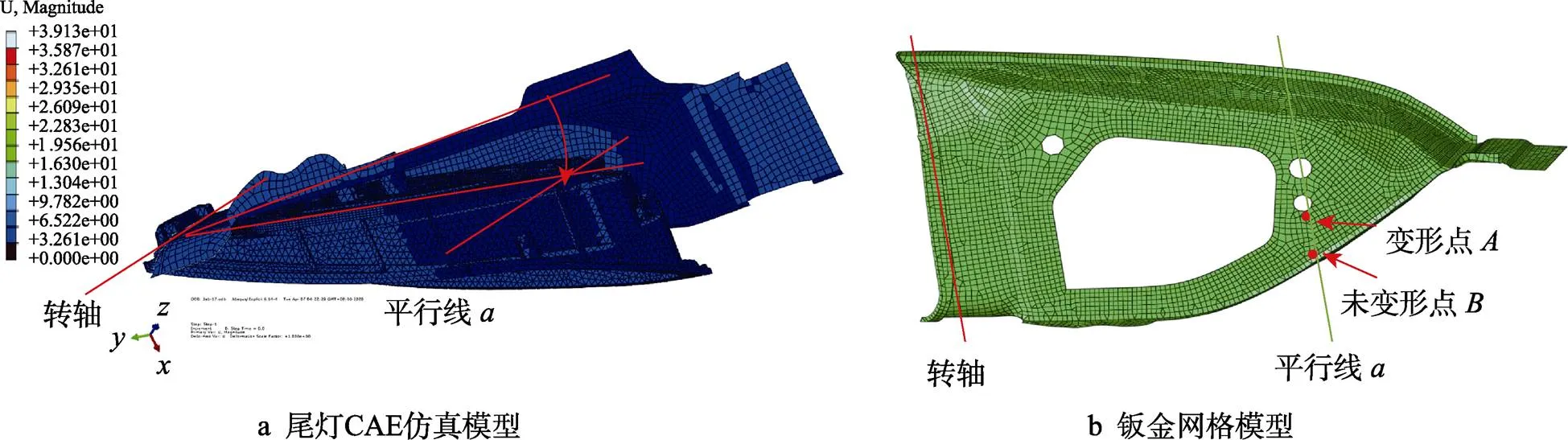
图6 全工况CAE分析模型

图7 3款车型的车灯
表2 3款汽车尾灯装配后钣金支架变形量对比

Tab.2 Comparison of deformation of sheet metal bracket of three taillights after assembly
3.3 超差原因分析及解决方案
Ⅰ、Ⅲ两款车灯都应用了大泡棉和以螺柱基座为定位基准的设计策略,在紧固螺母后,泡棉的压缩反力和螺母的压力使钣金支架发生变形,导致尾灯偏离设计位置,引发尾灯与后举门的尺寸匹配超差。综合对比上述有限元分析结果和相关实测数据,发现当定位基准与螺栓紧固点处于同一位置时,出现装配超差问题的概率较大(见图8a)。如图8b所示,在满足造型要求的前提下,可执行基准分离策略,使螺柱仅有紧固作用。在螺柱四周设置一圈包围结构充当定位基准,这样螺母孔处的钣金变形就不会影响整个尾灯的定位。
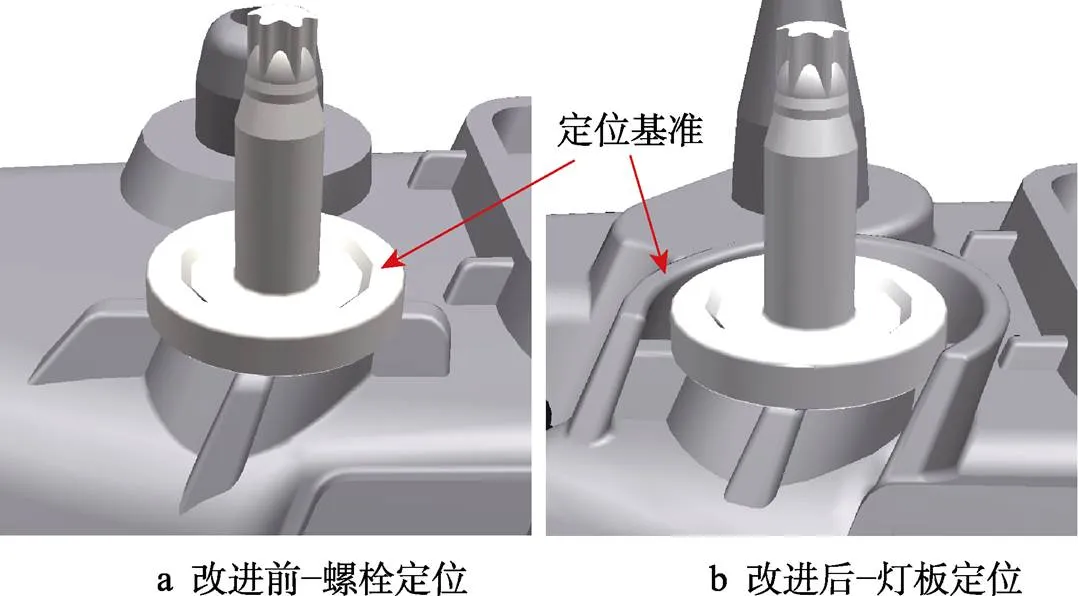
图8 定位基准与紧固点分离
4 结论
在深入研究尾灯实际安装变形超差问题的基础上,建立了一种识别尾灯装配变形的全工况CAE仿真分析模型。采用该模型进行了3款车灯装配变形的有限元仿真分析,结果表明,该CAE分析模型能够在设计的早期较为精确地预测尾灯装配超差缺陷,预测装配误差与实验测得的实际误差总体吻合,有效发现了潜在风险,从而降低了项目成本。在此基础上,进一步提出了尾灯装配定位基准与螺栓紧固点分离的解决方案,在螺柱四周新设计一圈包围结构充当定位基准,从设计上有效避免了新车型尾灯装配超差问题的产生。
[1] 余魁, 朱亮, 陆磊, 等. 白车身顶盖激光钎焊焊缝装配尺寸控制方法研究[J]. 精密成形工程, 2019, 11(4): 140-146.
YU Kui, ZHU Liang, LU Lei, et al. Control Method of BIW Roof Laser Beam Braze Welding Joint Assembly Dimensional Accuracy[J]. Journal of Netshape Forming Engineering, 2019, 11(4): 140-146.
[2] 刘晓兵, 槐艳松, 邵杰, 等. 卡箍夹紧变形过程及力学性能分析[J]. 精密成形工程, 2020, 12(6): 175-180.
LIU Xiao-bing, HUAI Yan-song, SHAO Jie, et al. Clamping Deformation Process and Mechanical Properties of Clamp[J]. Journal of Netshape Forming Engineering, 2020, 12(6): 175-180.
[3] 冯钰涛. 基于CAD/CAE技术的汽车车灯的设计研究与应用[D]. 武汉: 湖北工业大学, 2019: 15-22.
FENG Yu-tao. Research and Application of Automobile Lamp Design Based on CAD/CAE Technology[D]. Wuhan: Hubei University of Technology, 2019: 15-22.
[4] 叶盾. 基于力学分析的汽车车灯卡扣结构优化设计[J]. 汽车零部件, 2018(12): 54-58.
YE Dun. Optimized Design for Snap Structure of Automobile Lamp Based on Mechanical Analysis[J]. Automobile Parts, 2018(12): 54-58.
[5] 唐杰, 黄荣学, 王全亮, 等. CAE技术在汽车灯罩设计中的应用[J]. 模具工业, 2020, 46(3): 12-17.
TANG Jie, HUANG Rong-xue, WANG Quan-liang, et al. Application of CAE Technology in Design of Automobile Lampshade[J]. Die & Mould Industry, 2020, 46(3): 12-17.
[6] 周炜, 张淑敏, 林忠钦, 等. 虚拟环境下的白车身门、框匹配问题研究[J]. 机械设计与制造, 2002(4): 82-84.
ZHOU Wei, ZHANG Shu-min, LIN Zhong-qin, et al. The Fitting Problem Study on the Door and Body-in-White in Detail[J]. Machinery Design & Manufacture, 2002(4): 82-84.
[7] 陈强, 李志敏, 王华. 装配力引起的轿车尾灯装配偏差有限元分析[J]. 机械设计与制造, 2011(12): 28-30.
CHEN Qiang, LI Zhi-min, WANG Hua. Research on Deviation of Car Taillight Caused by Assembly Force Using FEA[J]. Machinery Design & Manufacture, 2011(12): 28-30.
[8] 刘文杰, 雷声. 汽车纵梁成形回弹及补偿[J]. 精密成形工程, 2019, 11(3): 127-132.
LIU Wen-jie, LEI Sheng. Forming Springback and Compensation of Auto Girder[J]. Journal of Netshape Forming Engineering, 2019, 11(3): 127-132.
[9] 彭向峰, 李录贤. 超弹性材料本构关系的最新研究进展[J]. 力学学报, 2020, 52(5): 1221-1232.
PENG Xiang-feng, LI Lu-xian. State of the Art of Constitutive Relations of Hyperelastic Materials[J]. Chinese Journal of Theoretical and Applied Mechanics, 2020, 52(5): 1221-1232.
[10] 李耿, 殷咸青, 牛靖, 等. 采用光学测量技术研究铝合金焊接变形[J]. 精密成形工程, 2020, 12(1): 92-97.
LI Geng, YIN Xian-qing, NIU Jing, et al. Welding Deformation of Aluminum Alloy by Optical Measurement Technology[J]. Journal of Netshape Forming Engineering, 2020, 12(1): 92-97.
[11] 周万里, 黄攀. 基于ABAQUS和EXCEL的泡棉静态力学性能分析[J]. 科技风, 2017(9): 22.
ZHOU Wan-li, HUANG Pan. Static Mechanical Properties Analysis of Foam Based on ABAQUS and Excel[J]. Technology Wind, 2017(9): 22
[12] 赵建才, 姚振强. 桑塔纳2000车门密封条压缩变形的数值分析[J]. 上海交通大学学报, 2006, 40(10): 1806-1808.
ZHAO Jian-cai, YAO Zhen-qiang. The Numerical Simulation of Compression Deformation of Santana 2000 Seal[J]. Journal of Shanghai Jiao Tong University, 2006, 40(10): 1806-1808.
[13] 李凡珠, 刘金朋, 卢咏来, 等. 填充橡胶材料循环加载的本构行为及数值拟合[J]. 橡胶工业, 2017, 64(2): 79-83.
LI Fan-zhu, LIU Jin-peng, LU Yong-lai, et al. Modeling on Constitutive Behaviors of Filled Rubber Compounds for Cyclic Loading Path[J]. China Rubber Industry, 2017, 64(2): 79-83.
[14] MARLOW R. A General First-Invariant Hyperelastic Constitutive Model[J]. Constitutive Models for Rubber, 2003, 3(1): 157-160.
[15] OGDEN R W, ROXBURGH D G. A Pseudo-Elastic Model for the Mullins Effect in Filled Rubber[J]. Proceedings: Mathematical, Physical and Engineering Sciences, 1999, 455(1988): 2861-2877.
Numerical Simulation and Experimental Verification of Assembly Deformation of Automobile Tail Lamp Sheet Metal Bracket
WANG Peng, LUO Shuai, JIANG Wei-min
(Vehicle Manufacturing Engineering, SAIC-GM, Shanghai 201206, China)
The tail lamp assembly deformation is deeply studied, and the finite element scheme which can accurately predict the tail lamp assembly deformation is established. Through the digital image correlation method, the deformation of the sheet metal bracket during the fastening process of the tail lamp is studied, and the deformation law of the key position on the bracket is obtained. The finite element simulation analysis method is introduced to establish the full condition finite element simulation analysis model. The numerical simulation of the whole process of tail lamp assembly is carried out, and the predicted value of sheet metal deformation after assembly is obtained. Through the simulation analysis of three types of tail lamp assembly process, compared with the actual measured deformation data of sheet metal bracket, the model can accurately predict the deformation error of tail lamp assembly.On this basis, the solution of separating the tail lamp assembly positioning datum from the bolt fastening point is further proposed, which effectively avoids the problem of out of tolerance in the new model tail lamp assembly.
tail lamp; digital image correlation; CAE analysis; assembly deformation; error control
10.3969/j.issn.1674-6457.2022.05.009
U463
A
1674-6457(2022)05-0055-06
2021–06–21
部门咨询费项目
王鹏(1981—),男,工程师,主要研究方向为汽车制造。
责任编辑:蒋红晨
猜你喜欢
中国应急管理科学(2022年1期)2022-04-18
金山(2022年2期)2022-03-15
航天制造技术(2022年1期)2022-03-07
全面腐蚀控制(2022年1期)2022-01-26
汽车工艺师(2021年12期)2021-12-22
汽车零部件(2021年9期)2021-09-29
模具制造(2019年10期)2020-01-06
汽车实用技术(2015年8期)2015-12-26
创业家(2015年2期)2015-02-27
汽车科技(2014年6期)2014-03-11
