电催化耦合工艺对脂肪酸生产废水的处理
2022-05-24 10:12梁吉艳张立宝李恒洋李春林
沈阳工业大学学报 2022年3期
梁吉艳, 张立宝, 孟 静, 李恒洋, 李春林
(沈阳工业大学 理学院, 沈阳 110870)

1 材料与方法
1.1 材料与仪器
脂肪酸生产废水由辽宁省某脂肪酸生产厂家提供,水质成分如表1所示.由表1可知,酸水浓度与色度高,处理难度大.实验所用试剂名称、等级和生产厂家如表2所示.表2中破乳剂四种型号分别为MQ801、MQ802、MQ804、MQ805.实验器材名称、规格、生产厂家如表3所示.
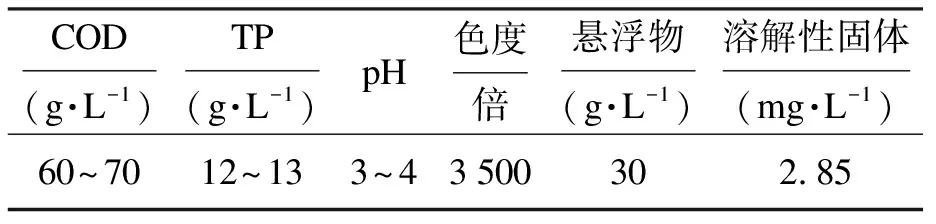
表1 脂肪酸生产废水化学指标Tab.1 Chemical indexes of fatty acid production wastewater

表2 实验所用试剂Tab.2 Reagents for experiments
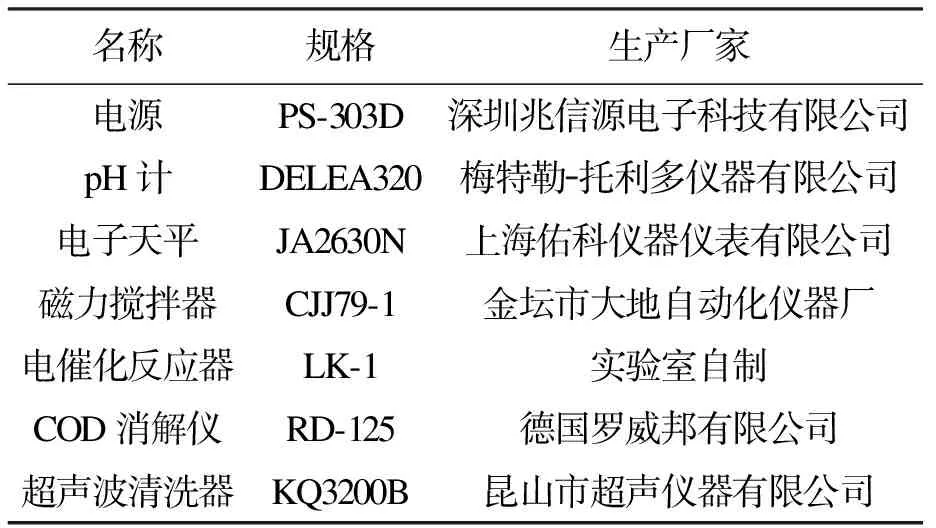
表3 实验所用仪器Tab.3 Instruments for experiments
1.2 实验方法

图1 浮选混凝沉淀工艺流程Fig.1 Flow chart of flotation-coagulation precipitation process
1.2.2 铁碳微电解工艺
量取800 mL酸水直接通入微电解体系进行微电解实验,实验过程中加入适量H2O2以有利于油脂的降解,H2O2用量约为5 mg/L.在曝气的同时不断从液面上方滤去油状物质,持续曝气210 min后,加入NaOH将pH调节至7左右,再加入CaO将其调节至9左右,然后经过混凝后静置沉淀30 min.铁碳微电解工艺流程如图2所示.

图2 铁碳微电解工艺流程Fig.2 Flow chart of iron-carbon micro-electrolysis process
1.2.3 电催化氧化工艺
量取400 mL废水置于电解槽中,以Ti/PbO2为阳极,不锈钢为阴极,0.25 mol/L无水硫酸钠溶液为电解质,电流密度为20 mA/cm2,电催化氧化时间为120 min.电催化氧化工艺流程如图3所示.

图3 电催化氧化工艺流程Fig.3 Flow chart of electrocatalytic oxidation process

图4 破乳混凝沉淀工艺流程Fig.4 Flow chart of demulsification-coagulation precipitation process
1.2.5 电催化耦合工艺
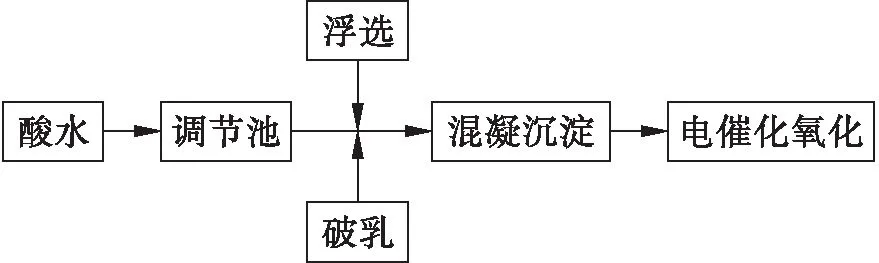
图5 电催化耦合工艺流程Fig.5 Flow chart of electrocatalytic coupling process
2 结果与讨论
2.1 工艺对比
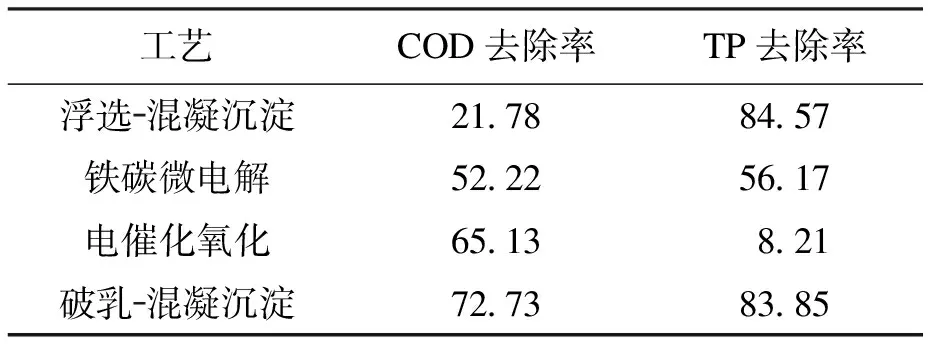
表4 不同预处理工艺下的油脂废水处理效果Tab.4 Grease wastewater treatment effects of different pretreatment processes %
2.2 工艺处理机制分析
图6为铁碳微电解工艺和电催化氧化工艺对油脂废水的处理效果.由图6a可见,反应初期铁碳微电解法COD浓度有所升高,这可能是因为废水处理过程受到二价铁离子干扰的缘故,随着反应时间的延长,废水中的COD浓度随之降低.通过对比可知,电催化氧化工艺的COD去除率相对较高.由图6b可见,铁碳微电解工艺和电催化氧化工艺对油脂废水中的TP去除效果较差,但是铁碳微电解工艺在反应时间达到210 min后可有效去除TP,这是因为在混凝阶段加入的CaO能够将pH调节到8.5以上,因而可以有效降低废水中的TP,同时微电解会产生Fe3+,当pH处于一定范围内时可沉降废水中的TP,具体反应表达式为
5Ca2++OH-+3PO43-→Ca5(PO4)3OH↓
Fe3++PO43-→FePO4↓
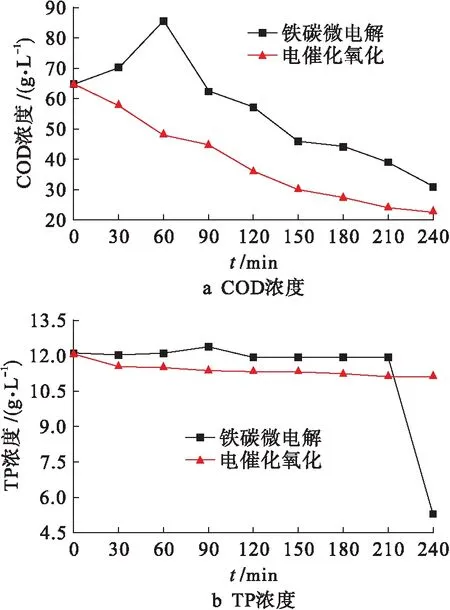
图6 两种工艺对油脂废水的处理效果Fig.6 Grease wastewater treatment effects of two processes
分析图6可知,虽然当铁碳微电解工艺和电催化氧化工艺单独使用时,均对油脂废水具有降解能力,但降解效果都不理想,因而必须耦合其他工艺进行优化.通过对比电催化氧化工艺和铁碳微电解工艺的处理效果可知,电催化氧化法可以更好地降低废水COD浓度,但对TP去除效果较差,这是由于废水含油量较大,因而会覆盖在电极表面从而使电极表面的活性位点减少,进而导致产生羟基自由基数量减少,故而达不到很好的降解效果.图6b可知,微电解过程对TP去除效果较差,但反应210 min后的混凝阶段可有效去除废水中的总磷.综上所述,由于含油废水的电导率较低、传质效果较差,当单独采用电催化氧化工艺或铁碳微电解工艺时,均不利于含油废水的处理,因此,选用电催化耦合工艺对油脂废水去除进行优化是很有必要的.
2.3 破乳剂优化
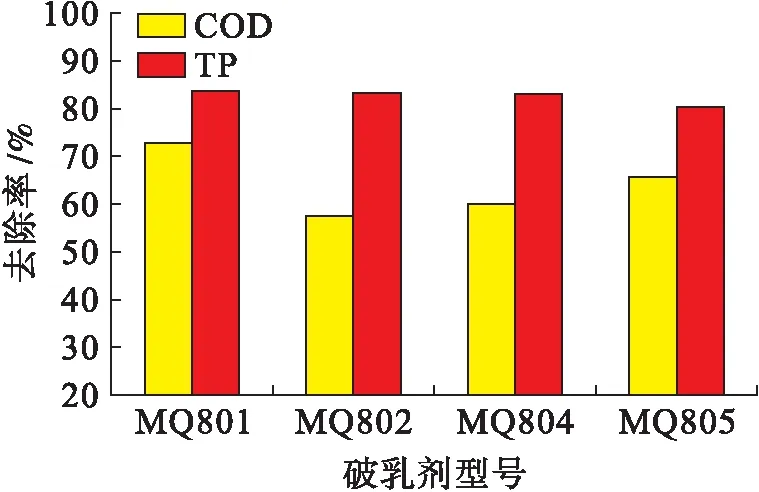
图7 四种破乳剂的COD和TP去除率Fig.7 COD and TP removal rates of four demulsifiers
由图7可知,当采用MQ801型破乳剂时,废水的COD去除率和TP去除率均最高,因此,MQ801型破乳剂的废水处理效果较好.当选用MQ801型破乳剂与破乳混凝沉淀耦合电催化氧化工艺(电催化耦合工艺)对油脂废水进行处理时,废水中的COD去除效果可以达到98.82%,TP去除效果可以达到95.62%,满足企业要求生化标准.可见,利用电化学耦合工艺处理油脂废水效果显著,COD去除率和TP去除率明显高于其他处理工艺,这是由于电催化耦合工艺中各模块通过协同处理可以发挥最大作用.
3 结 论
通过以上分析可以得到如下结论:
3) 电催化耦合工艺对油脂废水处理效果最好,工艺简单,可根据排放标准进行参数调节,直至出水达标排放,且对环境二次污染较低.
4) 对比MQ801、MQ802、MQ804、MQ805四种型号破乳剂的处理效果可知,MQ801型破乳剂的破乳效果最佳,可配合电催化耦合工艺使用.
猜你喜欢
中国果业信息(2022年4期)2022-11-22
四川蚕业(2022年2期)2022-11-19
油气田地面工程(2022年8期)2022-10-02
安徽农学通报(2022年6期)2022-04-07
天然气与石油(2021年3期)2021-07-02
数理报(学习实践)(2021年5期)2021-04-07
中学生数理化(高中版.高考理化)(2020年3期)2020-05-30
现代职业教育·高职高专(2020年30期)2020-03-16
分析化学(2018年12期)2018-01-22
分析化学(2017年1期)2017-02-06