
基于比较法在外螺纹中径的测量方法与应用
2022-06-15 03:20方大磊王立兵吴骏超
机电设备 2022年2期
方大磊,王 兵,王立兵,吴骏超
(上海船舶设备研究所,上海 200031)
0 引言
精密传动螺纹是行星滚柱丝杠产品的核心传动副,为保证稳定大行程输出传动,大多采用非60°的多头非标螺纹,对多头螺纹中径一致性的要求非常高。针对行星滚柱丝杠类螺纹零件特点,在生产制造过程中,采用传统三针测量法在设备上测量多头螺纹、长螺纹需多次重复测量时,占用大量的生产加工时间,对工人技能水平要求高,且劳动强度高。改用比较测量法后测量效率能够得到明显提升,同时减轻工人劳动强度,对技能水平的要求相应降低,精度控制效果也非常好。
1 原理简介
基本原理来源于传统三针测量法,因此先对三针测量法展开介绍。
1.1 三针测量法
三针测量法是测量外螺纹单一中径的传统方法,广泛应用于各种精密螺纹的测量,可借助于测量外径尺寸的通用量具(如:杠杆千分尺、公法线千分尺和测长仪等),小螺距(导程)螺纹可直接使用千分尺两端的测杆搭在三针上进行测量,大螺距(导程)螺纹则可以借助块规搭在两针一侧,辅助测出M值,再减去块规尺寸,通过计算得出被测螺纹中径d2值,通过三角函数来推导一下螺纹中径的通用计算公式,基本原理和计算参见图1(在不考虑螺旋升角的情况下)。
图1 三针测量法截面示意图(单位:mm)
式中:M为三针测量值,mm;d2为螺纹中径,mm;dL为测针直径,mm;P为螺距,mm;α为牙型角,(°)。
综上可知,在实际测量过程中,通常已知螺纹理论中径d2和测针直径dL(实际测量中测针的直径不可能正好切在螺纹中径位置,因此实际在选取测针时,应与牙槽相切位置尽量靠近中径,有关测针直径选取问题参照国家标准GB/T 22522—2021测量螺纹用米制系列量针,通过三针测出被测螺纹的M值即可计算出该螺纹中径是否符合质量要求。因此,在实际应用中也可以直接给定对应指定测针直径时的M值范围,这样既满足设计要求又符合实际测量情况。
1.2 双针测量法
双针测量法顾名思义就是使用2根测针来辅助测量外螺纹中径的方法,当螺纹圈数较少或者螺距较大,不便于使用三针法测量,则可以使用两针来进行测量,测量方法可分为2种。
1)方法1:借助螺纹大径,将2根测针放在同一面牙槽中进行测量,此时测量值定义为M’,基本原理和计算见图2。

图2 两针测量法截面示意图1(单位:mm)
式中:M’为两针测量值,mm;d为螺纹外径,mm。
综上可知,通过两针测出被测螺纹的M’值和三针测量法一样再通过计算得出该螺纹中径是否符合质量要求。此方法在实际测量时,对测量技能的要求更低,但会受到螺纹大径公差和形位公差的影响,因此在测量前应确定该零件上道工序外径公差离散情况,或者在测量螺纹M’值前先测量外径误差。
2)方法2:将2根测针分别放在螺纹两边牙槽中,此时测量值定义为M”,基本原理和计算参见图3。
图3 两针测量法截面示意图2(单位:mm)

综上可知,通过此方法测量出M’’值的同时,也可以计算出中径是否符合质量要求。此方法在实际测量时,对测量技能的要求要更高,测量时需找到最大的测量值,若手法有误则会产生较大的误差。
1.3 双球比较法
基本原理和两针测量方法二相同,只是用2个直径相同的钢球来替代2个测针,当钢球与牙槽两边相切于最大点时即是两针测量时的M”值,规避两针测量可能出现的量具偏摆误差问题。在实际测量应用中,可先用三针多次测量同一位置得出一个假定真值(平均值),然后用两球去测这个真值得到两球比较法的一个测量值;将该测量值作为比较法的比较基准,每次将实际测量结果与两球测量的基准进行比较,来快速确定螺纹中径是否合格。在实际应用中非常适合高精度长螺杆在线检测,当需要全行程多次测量时,无需从机床上拆卸零件,即可实现快速、高精度的中径尺寸评定。
2 双球比较法应用
2.1 千分尺的选择
双球比较法用千分尺应选择高精度快速测量千分尺做为主要测量工具。如图4所示,该类千分尺的优点在于可以通过量块和“5测力装置”校准至一个给定的基准尺寸,然后用“3锁紧装置”锁住千分尺,再通过按动“6活动测砧按钮”快速与给定基准尺寸进行测量比较。该千分尺设计符合阿贝原则(被测尺寸测量轴线与量具测量基准轴线重合),同时测量过程中最大可能地减少了人为因素的影响,符合批量产品防呆检查的要求。

图4 高精度快速测量千分尺
2.2 辅具的设计与制造
测量辅具见图5。
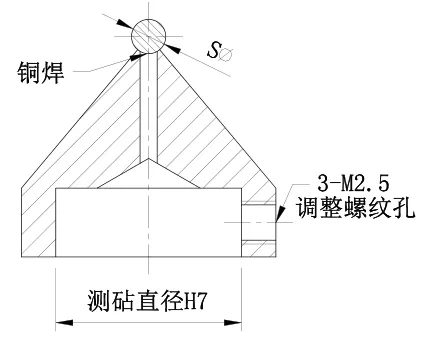
图5 两针测量法测头示意图
辅具主体材质采用沉淀硬化型不锈钢,钢球采用耐磨钨钢或轴承钢材质,采用铜焊或粘结工艺将2部分固定在一起,钢球直径Sφ与被测螺纹选用的三针直径相同或接近,将做好的辅具分别安装在“1固定测砧”和“2测微螺杆”上,通过3个M2.5的螺钉调节钢球中心大致在一条直线上,准备好上述工作后便可开始测量。
2.3 标准螺纹的选取
螺纹标准真值的选取类似量具的校准块。在实际应用中,由于该应用采用比较的方法,无需严格制作标准螺纹的标准块,仅需一个接近的螺纹,通过三针多次测量同一个位置,而后计算得出一个平均值,用该量具测量该位置,测出值即对应三针测量的这个平均值,并将该值定义为测量基准值。当用该量具测量其他零件螺纹得出一个实测值时,与测量基准值进行比较,便可间接掌握螺纹中径误差与测量基准值之间的差距,了解是否还需加工修正,以及需要修正的量。在实际使用中,可直接用于分析多头螺纹不同头的螺纹中径差异和长丝杠不同位置的中径差异等。
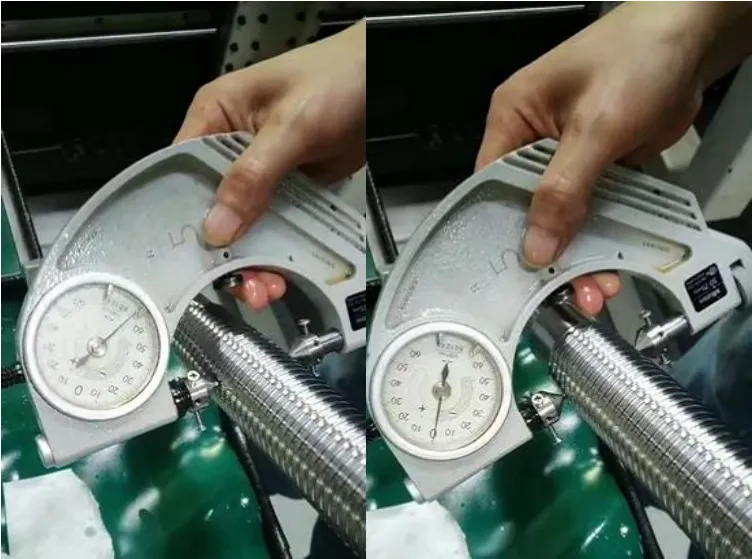
图6 测量切入、测最大值
2.4 零件实测结果与三针测量的比较
现场加工5头螺纹丝杠时,由于需要综合考虑因零件装夹与砂轮不垂直造成的中径锥度、砂轮因螺旋线过长造成的磨损以及设备本身的多头分度精度等误差,需同时对长丝杠左、中、右3个部位以及0°、90°进行中径监控(尤其在尺寸接近图纸要求的磨削后期),也就是1根丝杠在设备上一次需要测量最少30次,用三针测量每次大约1 min(熟练工人),整体检查一遍需要花费约30 min。改用该量具后一次测量约5 s,测量一遍需要花费大约3 min。在现场使用三针测量时,为了确认千分尺与测针是否摆正(其中,两针和另外一针是在螺旋升角方向相互垂直),需要消耗大量的时间,而使用该量具钢球是直接与牙槽相切,钢球通过牙槽可找到最大值,简单方便。
2.5 辅具应用限制
该辅具最适合进行大螺距或大导程外螺纹测量的,对于小螺距或小导程外螺纹(螺距小于1 mm),尤其是当螺距很小时,除了制造辅具困难,跨牙槽误差也会变得很小,易卡错牙槽。由于头部钢球需要与牙槽相切,因此不能用于矩形螺纹中径的测量。
3 结论
该测量方法原理基于两针测量法的拓展应用,但属于比较测量方法,能够有效实现现场螺纹加工后对中径的快速测量,保证多头长螺纹能够在不拆卸零件的情况下,实现高精度中径控制,并为螺纹加工节省了大量的测量时间。同时,该方法符合防呆法的要求,使检测工作更加轻松、无需耗费大量时间进行技能训练、不依赖测量人员的感官,可从千分尺表盘上直观地读出数值,解决了生产现场螺纹中径一致性快速测量,同时适用于螺纹中径的分组测量工作。
猜你喜欢
健康体检与管理(2022年4期)2022-05-13
中华养生保健(2020年4期)2020-11-16
新教育时代·学生版(2020年17期)2020-10-14
物流技术与应用(2020年3期)2020-03-27
科技视界(2018年8期)2018-06-08
电子技术与软件工程(2018年21期)2018-02-28
农机使用与维修(2017年11期)2017-11-21
党的生活(黑龙江)(2017年8期)2017-08-22
北京航空航天大学学报(2016年5期)2016-11-16
商(2016年23期)2016-07-23
