
纸尿裤包装机开袋装置改进设计
2022-06-17 01:38戴文明黄山富田精工智造股份有限公司
生活用纸 2022年6期
戴文明 黄山富田精工智造股份有限公司
1 引言
随着我国人口红利的逐步消失,国内企业生产成本日渐升高,而自动化包装是众多企业降本增效的重中之重,企业迫切需要实现包装的自动化。经过三十多年的高速发展,我国的包装技术及装备水平已有很大提升,部分产品处于国际领先地位,但相比欧美发达国家,我国产品的技术水平、智能化、成套性、创新性产品等还存在较大差距[1-2]。
目前,国内的婴儿纸尿裤等一次性卫生用品的生产已经实现了自动化,但后道的包装大多采用半自动方式[3]。婴儿纸尿裤包装属于纸品包装的一部分,国内仅有少数企业能制造低端的全自动包装机,而欧美国家的纸品包装智能装备公司技术领先,世界上的主要纸品包装行业领军企业大都位于德国、意大利和美国[4]。
针对国内婴儿纸尿裤包装设备稳定性越来越高的需求,改进设计了一种开袋装置,为纸尿裤包装机的稳定性运行打下坚实的基础。
2 纸尿裤包装机简介
纸尿裤包装机主要用来实现纸尿裤等婴儿一次性卫生用品的自动入袋包装,主要包括码垛单元和包装单元两部分,布局如图1所示,该包装机主要包括码垛单元和包装单元。其中,码垛单元主要包括产品翻转装置、堆垛装置、推出装置和压缩装置;包装单元主要包括供袋装置、开袋装置和封口装置。

图1 纸尿裤包装机
3 包装单元组成与工作原理
3.1 包装单元结构与组成
包装单元主要由机架、推送装置、供袋装置、开袋装置、封口装置组成。供袋装置装有等待打开的一摞摞包装袋,每摞包装袋对应一个工位,一般有5个工位,用1备4;开袋装置负责将包装袋进行开口操作,以便推送装置将压缩后的纸尿裤或拉拉裤等一次性卫生用品推入到包装袋中;为满足生产速度要求,推送装置一般有两个,来回交替做往返运动,将产品推入到包装袋后,继续将其推至封口装置处;封口装置将包装袋封口并排出至下一工位。
开袋装置主要包括吸袋和撑袋两个功能装置。吸袋装置主要是靠空气负压,吸住袋子的上边缘,之后向上运动,使得袋子上下能够张开,如图2所示。等包装袋上下开口后,撑袋装置进入包装袋,从内部撑住包装袋的四个角,使得包装袋开口呈矩形,以方便后续产品的进入,如图3所示。
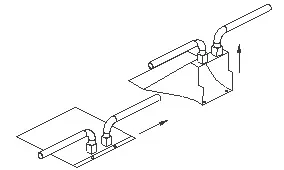
图2 吸袋示意图

图3 撑袋示意图
3.2 包装单元工艺流程
纸尿裤等一次性卫生用品的包装过程可分为“供袋”、“开袋”、“推送”、“进袋”、“封口”五个工序。
“供袋”主要负责将预先放置好的包装袋送到“开袋”工位。当包装袋被送至“开袋”工位后,“开袋”装置将其打开,使得包装袋开口呈矩形状,等待产品的进入。“推送”装置将压缩后的产品推入包装袋,因为包装袋开口呈矩形,产品能方便地被推入包装袋中。在推送过程中,产品被推入至包装袋后,“推送”装置并不停止,而是继续将其推送至“封口”处。之后,“推送”装置退出返回,“封口”装置将包装袋进行封口。其工艺流程如图4所示。

图4 包装单元工艺流程
包装袋在“开袋”工位开口的好坏,会影响后续生产工序的质量,特别是如果出现包装袋开口不整齐、左右不对称等现象,会影响包装封口后两侧插角的整齐性。更进一步,如果包装袋开口不顺畅,会导致产品无法进入包装袋,在该处出现堵料现象,轻者引起停机影响生产的连续稳定进行,重者甚至会损坏设备。因此,研发可靠的纸尿裤包装机“开袋”装置,对于提升整套纸尿裤包装机的生产稳定性具有重大意义。
4 传统开袋装置存在的问题及原因分析
4.1 开袋详细过程[5]
开袋主要分吸袋和撑袋两个过程。在吸袋装置将包装袋吸开之前,撑袋装置如图5(a)所示呈缩回状态。当吸袋装置将包装袋吸开之后,撑袋装置在驱动装置作用下沿着箭头方向运动,进入到包装袋内部,之后撑件左下、撑件左上、撑件右下、撑件右上在另外一个驱动的作用下全部打开,撑紧包装袋,如图5(b)、图3所示。

图5 (c) 撑袋装置(缩回状态局部详图)

图5 (a) 撑袋装置(缩回状态)

图5(b)撑袋装置(撑开状态)
撑袋装置中,撑件左上、撑件左下为一组,撑件右上、撑件右下为一组,左侧与右侧的撑件为对称关系,现以左侧撑件说明详细的撑件打开过程。如图5(c)所示,撑件左下1、撑件左上2可以绕纵向旋转轴6旋转,同时,撑件左上2还可以绕横向旋转轴7旋转。当推杆10在驱动装置的作用下,使得纵向旋转轴6旋转时,撑件左下1跟随纵向旋转轴6旋转,由闭合状态变为打开状态;撑件左上2因为摆臂8、连杆9的作用,不仅饶纵向旋转轴6旋转,还同时绕横向旋转轴7旋转,撑件左上2也由闭合状态变为打开状态。之所以让撑件左上2同时让两个轴旋转,是因为撑袋装置在缩回状态时,左上撑件和右上撑件的头部要低于尾部,以便能顺利地进入包装袋。
4.2 存在的问题
按此种工艺流程,产品进入包装袋后,两侧的产品会滞后于中间的产品,如图6所示。包装袋开口处两侧产品不整齐,会影响后续的封口工艺。为了避免封口时压住产品,导致封口不牢,封口线往往会靠近包装袋的矩形开口,一方面会导致封口的产品在包装袋中松松垮垮,另一方面会增加包装袋的长度尺寸,引起浪费。

图6 进袋产品两侧不整齐
4.3 原因分析
进入包装袋的产品两侧不整齐,而中间部分均整齐一致,应该是两侧的产品在被推送进入包装袋的过程中,与中间产品受到的与前进方向相反的摩擦力不同所致。撑件左上与撑件左下在撑开时,中间存在一个缝隙,此缝隙会阻碍产品进入包装袋。
因为产品是在码垛单元被压缩后进入包装单元的,当产品被压缩前后的尺寸变化越大,产品越有向两侧膨胀的趋势,当被压缩的产品在撑袋装置的前导向板内侧进入撑件区域时,如图5(b)所示,由于撑件左上与撑件左下之间缝隙的存在,导致最左侧的产品突然受到一个摩擦力的作用,该摩擦力阻碍了产品进一步进入包装袋的趋势,虽然由于推送装置的作用,两侧的产品最终能进入包装袋,但纸尿裤、拉拉裤等一次性卫生用品的原材料主要为非织造布,产品柔软,因此最终导致两侧的产品不整齐。
5 开袋装置的改进
5.1 改进原理分析
由以上分析可知,两侧产品不整齐的原因,是上撑件与下撑件之间的缝隙,对两侧产品进入包装袋起到了阻挡作用,解决这种问题最好的办法是去除该缝隙。
如图7所示,如果将左、右两侧的上撑件与下撑件分别合并成一个撑件,就能消除上撑件与下撑件之间的缝隙,从而解决两侧产品进入包装袋后不整齐的问题。

图7 撑袋装置新思路
5.2 改进后的工艺流程
如图8、9、10、11、12所示,以产品前进方向为Y轴,袋子张开的方向为Z轴。
①包装袋4在预定工位,等待吸袋装置3将包装袋开口打开。此时,左撑件1和右撑件2沿X轴方向相互靠近,并沿Y轴方向缩回,如图8所示。
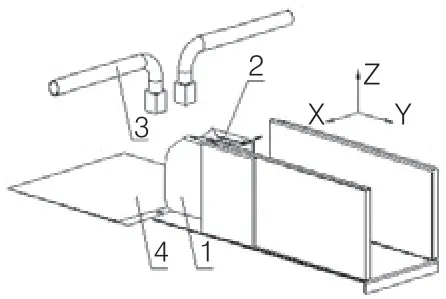
图8 开袋工艺流程1
② 吸袋装置3沿Z轴方向向下运动,到达包装袋4后,内部负压打开,因为负压的存在,吸袋装置3能牢牢吸住包装袋4的上侧,如图9所示。
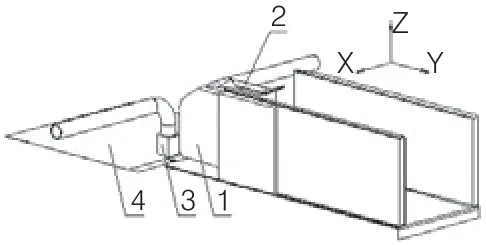
图9 开袋工艺流程2
③吸袋装置3沿Z轴方向向上运动,包装袋4上侧被拉开,并且,吸袋装置3的运动距离要满足左撑件1和右撑件2能沿Y轴方向进入包装袋4内部,如图10所示。

图10 开袋工艺流程3
④ 左撑件1和右撑件2沿Y轴同时进入包装袋4内部,此时,吸袋装置3仍然吸住包装袋4的上侧,如图11所示。
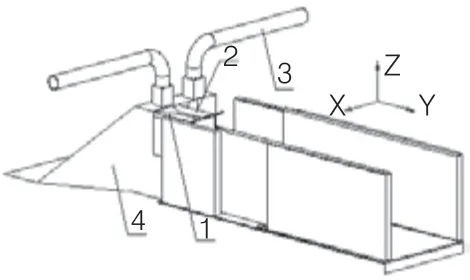
图11 开袋工艺流程4
⑤ 左撑件1和右撑件2沿X轴做背离运动,将包装袋4的两侧撑紧,此时吸袋装置3已经脱离包装袋4的上侧,如图12所示。

图12 开袋工艺流程5
⑥ 产品被推送至包装袋4内部,然后左撑件1和右撑件2同时沿X轴、Y轴回到初始位置。
如此反复过程①~⑥,产品即能不断地被推送至包装袋4内部,且不会引起两侧产品的不整齐。
5.3 开袋装置的详细设计
某纸尿裤码垛机开袋装置布局如图13、图14所示。左撑件1、右撑件2通过连接件分别固定在横移导轨7的两个滑块上,连接件同时与同步带3相连,通过横移驱动5的作用,使得左撑件1和右撑件2能沿着横移导轨7做相向运动或背离运动。前进导轨6与横移导轨7呈十字交叉分布,使得左撑件1、右撑件2及相应的横移驱动5、横移导轨7等整体能同时沿着前进导轨6运动。

图13 开袋装置结构1

图14 辅助支撑布局
左撑件1和右撑件2沿着前进导轨6运动的驱动为曲柄滑块机构,如图14所示。前进驱动7上装有摆臂5,摆臂5与连杆4相连,连杆4又与球形轴承3相连,球形轴承3连接在横移导轨的底座上。
通过横移驱动与前进驱动的相互配合,即能满足前述开袋的工艺流程。
6 结束语
通过将撑袋装置的左、右两侧上撑件与下撑件分别合并成一个撑件,能消除上撑件与下撑件之间的缝隙,从而解决两侧产品进入包装袋后不整齐的问题。经测试,该种方案可在600m/min的生产速度下稳定生产,较传统张袋方式能将产品入袋不整齐现象减少约70%,市场前景广阔。
猜你喜欢
包装工程(2022年13期)2022-07-27
制造业自动化(2022年3期)2022-06-27
包装工程(2022年11期)2022-06-20
花火·绘阅读(2021年1期)2021-09-10
物流技术与应用(2020年8期)2020-08-28
学苑创造·C版(2019年4期)2019-05-09
农村农业农民·B版(2017年11期)2017-12-06
学苑创造·C版(2016年12期)2017-01-17
BOSS食尚(2016年6期)2016-06-01
儿童故事画报·发现号趣味百科(2015年4期)2015-12-04
