
金刚石圆锯片工作层预合金粉与焊接层粉连接性能研究
2022-07-11 13:20祝文剑
超硬材料工程 2022年1期
祝文剑
(1.桂林特邦新材料有限公司 ,广西 桂林 541004;2.中国有色桂林矿产地质研究院有限公司 广西超硬材料重点实验室,广西 桂林 541004;3.中国有色桂林矿产地质研究院有限公司 国家特种矿物材料工程技术研究中心,广西 桂林 541004)
0 引言
金刚石圆锯片作为超硬材料工具之一,现已广泛应用在各行各业的方方面。金刚石锯片现已广泛应用于石材、玻璃、陶瓷、晶体、宝石、铸铁等材料的加工以及房屋、道路、桥梁等工程施工中[1]。
使用激光金刚石锯片首当其冲需要解决安全问题[2]。金刚石圆锯片在锯切过程中承受离心力、锯切力等交变载荷的作用,如焊接或者刀头强度不够,在以上冲击力的作用下,刀头会脱落飞溅出来伤到操作人员,造成安全事故[3]。而要解决该安全问题就要保证锯片刀头焊接及刀头自身强度的问题;预合金粉作为金刚石圆锯片刀头的主要成分被大量使用,是因为烧结温度低,烧结时间短,电耗大大降低等原因[4]。其烧结后的强度性能至关重要,影响着锯片刀头的强度。
本次研究内容为,采用不同两家同种成分预合金工作层粉料在不同烧结工艺下的各自性能对比。其中温度是影响金刚石工具刀头胎体烧结质量的重要因素,温度对预合金粉末的扩散行为有显著影响[5]。通过试验两家预合金工作层粉料与非工作层粉料在不同温度下烧结后结合性能的对比,检测烧结试验块的抗弯强度、烧结致密度以及断裂时间、试验块断面情况,并进行分析判断。
1 工作层粉料强度性能研究
1.1 A厂家工作层粉料性能研究
试验分为三组,每组6块试验块。将A厂家的工作层粉料根据密度计算出每块冷压胚的重量,冷压后烧结,理论规格尺寸30mm×12mm×6mm的长方体。烧结后去毛刺,测量烧结后实际尺寸,称实际重量。使用万能材料试验机进行三点抗弯强度测试。
试验块分别按800℃、830℃、850℃工艺烧结,烧结工艺除温度不同,其他参数一致。检测三组试验块在不同烧结温度下的性能。
三组试验块的三点抗弯强度测试数据分别如表1到表3。

表1 A粉料800℃烧结工艺试验块数据

表2 A粉料830℃烧结工艺试验块数据

表3 A粉料850℃烧结工艺试验块数据
从以上三表中抗弯强度的平均值分析可以看出,其抗弯强度相差较大,A粉料在低温(相对)时性能相对较好。
以下是A粉料试验块在不同温度烧结工艺时的试验块断面图。

图1 A粉料800℃烧结试验块断面

图2 A粉料830℃烧结试验块断面

图3 A粉料850℃烧结试验块断面
1.2 B厂家工作层粉料性能研究
B厂家工作层粉料实验条件与A厂家工作层粉实验条件相同,但是只做了两组对比试验,分别是800℃和850℃的烧结工艺试验快。B厂家工作层粉料两组试验块的三点抗弯强度测试数据分别如下表:

表4 B粉料800℃烧结工艺试验块数据

表5 B粉料850℃烧结工艺试验块数据
从表中数据看出,B厂家的抗弯强度在800℃与850℃时相差不大,说明其在较大的温度范围内有很好稳定性。
以下是B粉料试验块在不同温度烧结工艺时的实验块断面图。

图4 B粉料800℃烧结试验块断面图

图5 B粉料850℃烧结试验块断面
从图片中可以发现两种A、B粉料试验块断裂面的区别是,A的断裂面相对粗糙,B的较细腻。
2 工作层粉料A与B比例混合后的性能研究
将工作层粉料A与B不同比例混合后,相同温度烧结;相同比例不同温度烧结进行对比。分别是4∶6、3∶7比例时用800℃、820℃、850℃烧结工艺烧结。

表6 比例4∶6时800℃烧结工艺试验块数据
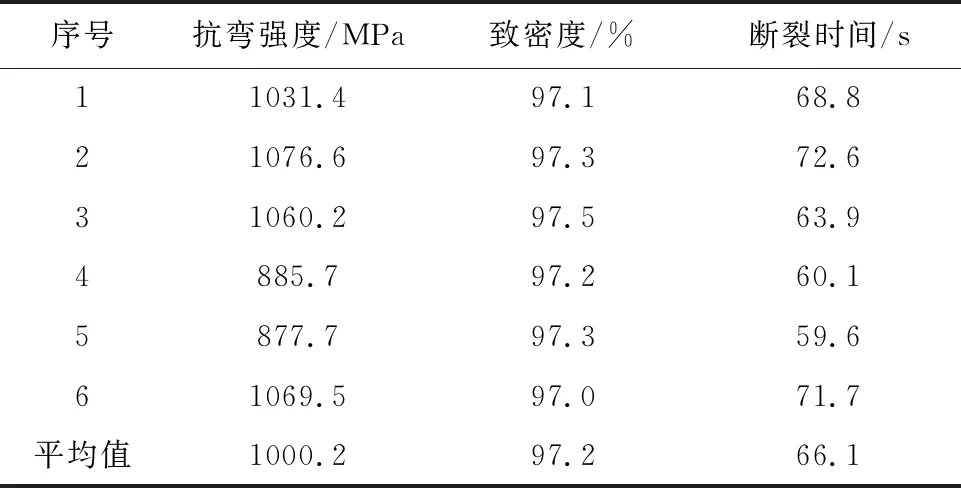
表7 比例3∶7时800℃烧结工艺试验块数据

表8 比例4∶6时820℃烧结工艺试验块数据

表9 比例3∶7时820℃烧结工艺试验块数据

表10 比例4∶6时850℃烧结工艺试验块数据

表11 比例3∶7时850℃烧结工艺试验块数据
从以上数据分析,在800℃时,A、B比例的多少对其性能影响较小,在850℃时B的比例占比多少对其性能有明显影响。
3 非工作层粉料强度性能研究
非工作层粉料C与A、B不是同种材料,其韧性较好,三点抗弯强度测试未断裂时,其抗弯强度已经远超A、B粉料。以下是其850℃烧结工艺时的试验块数据。

表12 C粉料850℃烧结工艺试验块数据
4 工作层粉料A与非工作层结合面强度性能研究
由于实际生产中B粉料和C粉料的产品强度是达到要求的,A粉料与C粉料的产品检验时其强度有时是达不到强度要求的,故只研究A与C结合强度。前面分析可知A的烧结温度较低时其抗弯强度较好,现在做780℃与800℃两组试验。
将A、C两种粉料冷压后烧结成试验块进行三点抗弯强度测试,测试其连接强度。
从表13与表14,图6到8中分析,表14序号2试验块抗弯强度偏低,主要是试验块断裂位置在工作层粉料A处断裂,断裂处非两种材料结合面处;表13序号6试验块抗弯强度最大,从图8中可看出A与C粉料相互包裹,C粉料增大了其抗弯强度。

表13 A与C粉料780℃烧结工艺试验块数据
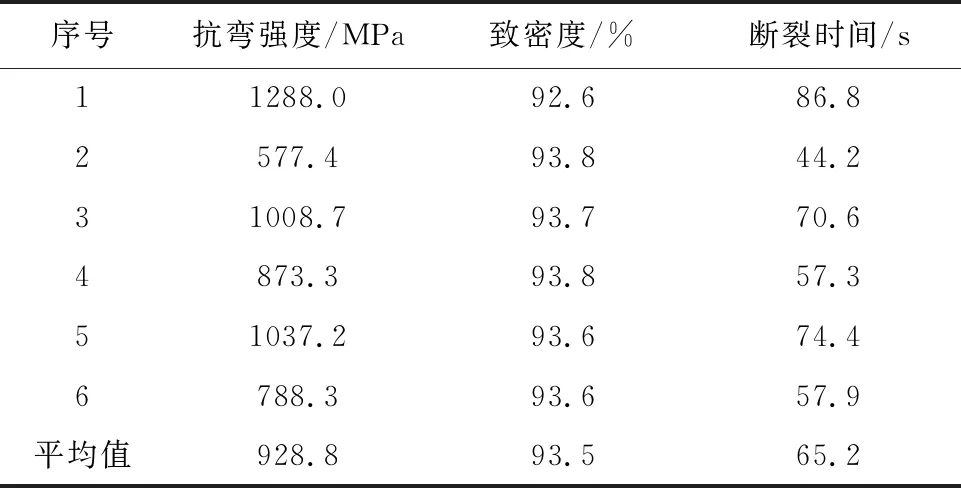
表14 A与C粉料800℃烧结工艺试验块数据

图6 “表13”序号1试验块断裂面

图7 “表14”序号2试验块断裂位置

图8 “表13”序号6试验块断裂面
5 结论
通过以上实验数据和图表分析,可得出的结论是,工作层粉料A的稳定性不如B,A粉料对温度较敏感,高温对其性能较大。而B粉料对温度的适应范围广,高温和低温时性能依然稳定。A和B混合时,B的占比越多,其性能越好;由于B比A价格较贵,A与B混合后在达到强度要求时,用作生产,可降低生产成本。A粉料与C粉料在较低温度时的结合度是能达到要求的,如果A粉料的单独性能能够接近B的性能,使用B代替A还能继续降低成本。
猜你喜欢
陶瓷(2022年6期)2022-06-23
合成树脂及塑料(2021年2期)2021-04-27
小学生学习指导(高年级)(2021年3期)2021-04-06
石材(2020年11期)2021-01-08
小学生学习指导(高年级)(2018年3期)2018-11-29
小康(2017年31期)2017-11-14
佛山陶瓷(2017年7期)2017-09-06
读写算·高年级(2017年4期)2017-04-15
人间(2015年23期)2016-01-04
医疗装备(2011年4期)2011-12-09
