
5754-O铝合金吕德斯带表面缺陷解决方案的应用
2022-07-12 01:44曹高辉苑锡妮曹零勇
宝钢技术 2022年3期
曹高辉,苑锡妮,曹零勇
(宝山钢铁股份有限公司中央研究院,上海 201999)
随着世界能源危机和环境污染问题日趋严重,汽车制造商面临着节能减排的重大课题,汽车轻量化是解决这一难题的有效途径之一。铝合金作为一种轻量化材料在汽车制造领域应用日益广泛。其中,5754铝合金因具有高比强度、良好的加工性能和连接性能、优异的耐腐蚀性及可回收利用等特点,常被用作汽车内板和结构部件,在欧美日系的主流主机厂应用非常广泛。
铝合金板材主要通过冷冲压成形做成各种形状复杂的汽车零部件。主机厂不仅对铝板的屈服强度、抗拉强度、断后延伸率及均匀延伸率、n值和r值等力学性能和成形性能有很高要求,特别是对于可视零部件,对成形后的零件表面质量也有严格要求。退火态5xxx系铝合金在变形后由于吕德斯效应(Luders effect)易在试样表面出现火焰状的吕德斯带(A型拉伸应变痕),由于Portevin-Le Chatelier效应(PLC effect),易在表面出现一系列与拉伸轴成约58°角的平行带状褶皱(B型拉伸应变痕)[1-4]。由于A型拉伸应变痕在零件烤漆涂装后仍会显现,B型吕德斯带只有在大变形量情况下才产生,故在实际工业应用中A型拉伸应变痕比B型拉伸应变痕更容易出现[1]。为了减轻A型拉伸应变痕表面缺陷,对于可视零部件用5xxx系铝合金,如何通过调控工艺控制5xxx系汽车铝板A型拉伸应变痕仍是工业生产的技术难题。
本文针对汽车结构件用0.8 mm 5754-O铝板,通过对不同工艺生产的铝板材料开展拉伸性能、屈服点伸长量、显微组织及模拟冲压后表面质量等分析表征,旨在探讨不同预变形和冷轧变形量对A型拉伸应变痕的影响,以获得减轻A型拉伸应变痕的有效工艺控制方法。
1 试验材料及测试方法
本试验所用工业半连续铸造5754铝合金扁铸锭成分如表1所示。

表1 合金化学成分Table 1 Chemical compositions of the alloys %
铸锭经铣面和均热处理后热轧至3 mm厚,然后采用六辊CVC冷轧机进行轧制,设计两种轧制方案分别为:① 3 mm厚热轧坯料经4道次冷轧轧至0.8 mm (冷轧总变形量73%),然后在箱式炉中完全退火成O态,退火温度为330 ℃保温3 h;② 3 mm厚热轧坯料一次冷轧至1.5 mm,经中间退火后,再二次冷轧至0.8 mm(二次冷轧变形量47%),然后再在箱式炉中进行完全退火,退火工艺同样为330 ℃保温3 h。这两种冷轧工艺完全退火后获得的5754-O铝板分别经过了图1和表2中的预变形工艺。

表2 不同试验方案工艺参数Table 2 Process parameters of different trial schemes
常规室温拉伸试验按照GB/T 1686在Zwick拉伸试验机进行,样品标距为50 mm,取样方向为轧制方向;材料成形后的表面质量在模拟成型试验机上进行,试样尺寸为170 mm×170 mm。金相样品取自成品板材平行于轧向的纵截面,经砂纸打磨和抛光后在体积分数10%的氟硼酸溶液中进行阳极覆膜,并在Zeiss Axio Imager M2金相显微镜偏光模式下观察金相组织。晶粒度按照GB/T 6394—2017 的截点法进行测定。
2 试验结果
2.1 拉伸性能
由图 2中试样A,B1~B3拉伸试验结果可以看出,冷轧变形量73%的5754-O退火态(试样A)经过0.4%~1.0%延伸率范围内的拉伸变形后,材料的屈服强度逐渐增加,尤其是0.7%和1.0%延伸率的拉伸变形使得材料的屈服强度显著增加(试样A屈服强度102 MPa分别增加到试样B2的108 MPa和试样B3的117 MPa),而抗拉强度增长缓慢。因此,在0.4%~1.0%延伸率范围,随着延伸率的增加,试样B1~B3的屈强比不断增加。由图 3试样C1~C6拉伸性能数据可以看出,在拉矫线上投入两组矫直辊单元进行矫直后(延伸率为0.1%或0.15%,进入量为6 mm、10 mm或16 mm),试样的屈服强度和抗拉强度都相差不大。但是相比未预变形的试样A屈服强度和抗拉强度都略有增加。
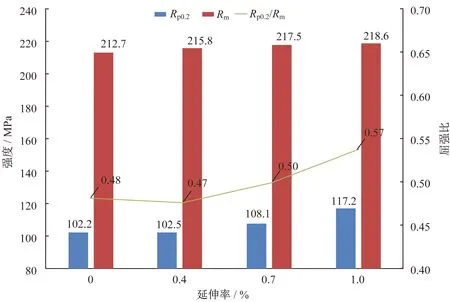
图2 不同延伸率下纯拉伸对5754-O性能的影响Fig.2 Effect of stretch on properties of 5754-O under different elongation
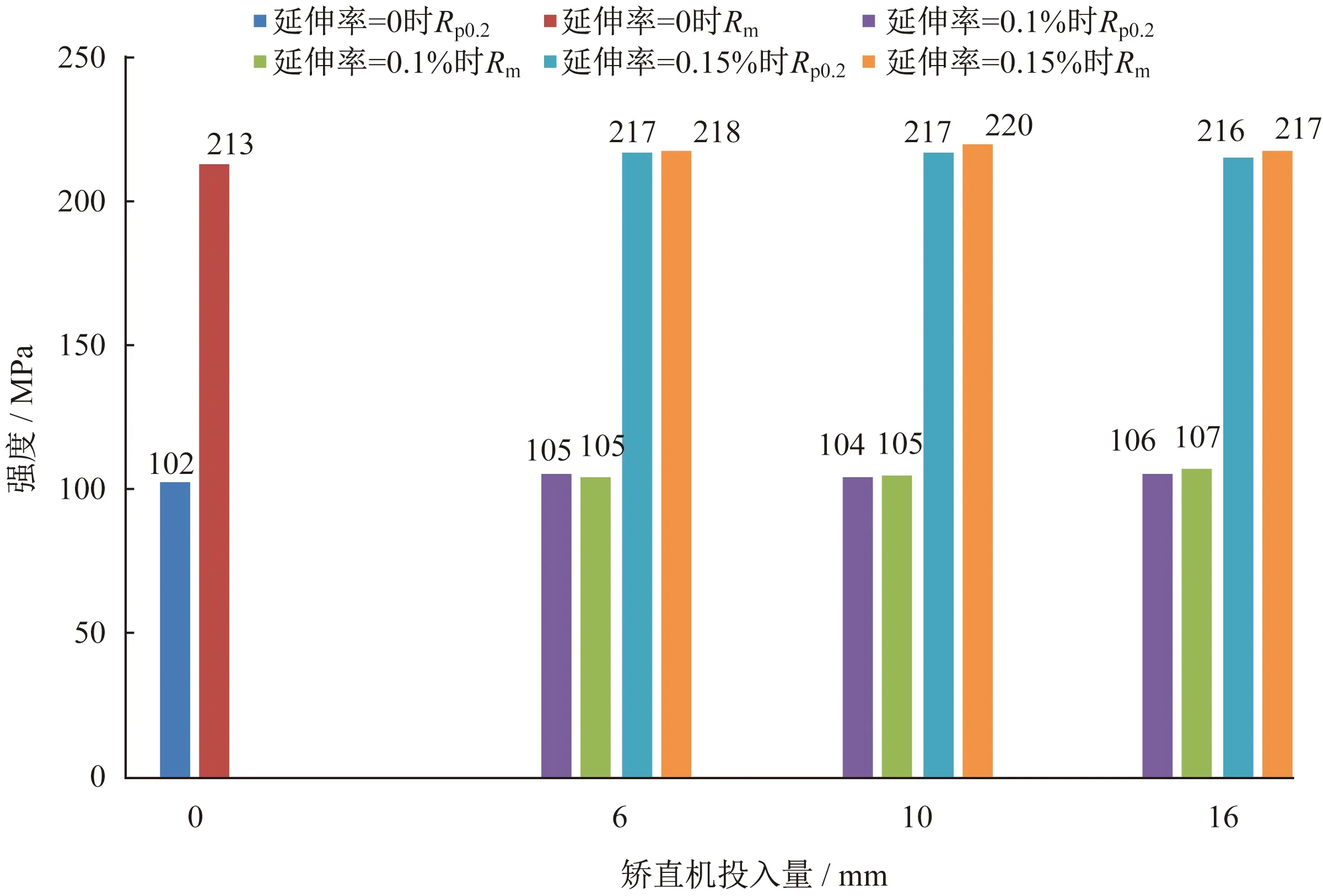
图3 不同预变形工艺(拉伸及矫直)对样品C1~C6拉伸性能的影响Fig.3 Effects of different pre deformation processes (stretching and straightening) on tensile properties of C1-C6 samples
2.2 不同预变形处理样板屈服点伸长(YPE)
由图4试样A单向拉伸应力—应变曲线可以看出,该曲线由四部分组成:弹性阶段、屈服平台阶段、加工硬化阶段和颈缩断裂阶段。由图4局部放大图可以看出屈服点伸长量(YPE)为1.08%。不同拉弯矫直工艺下试样C1~C6的YPE如图5所示。拉伸矫直延伸率为0.10%和0.15%时,随着矫直辊投入量的增加,YPE值不断降低。同一矫直量下,延伸率为0.15%时的YPE值低于0.1%延伸率的YPE。
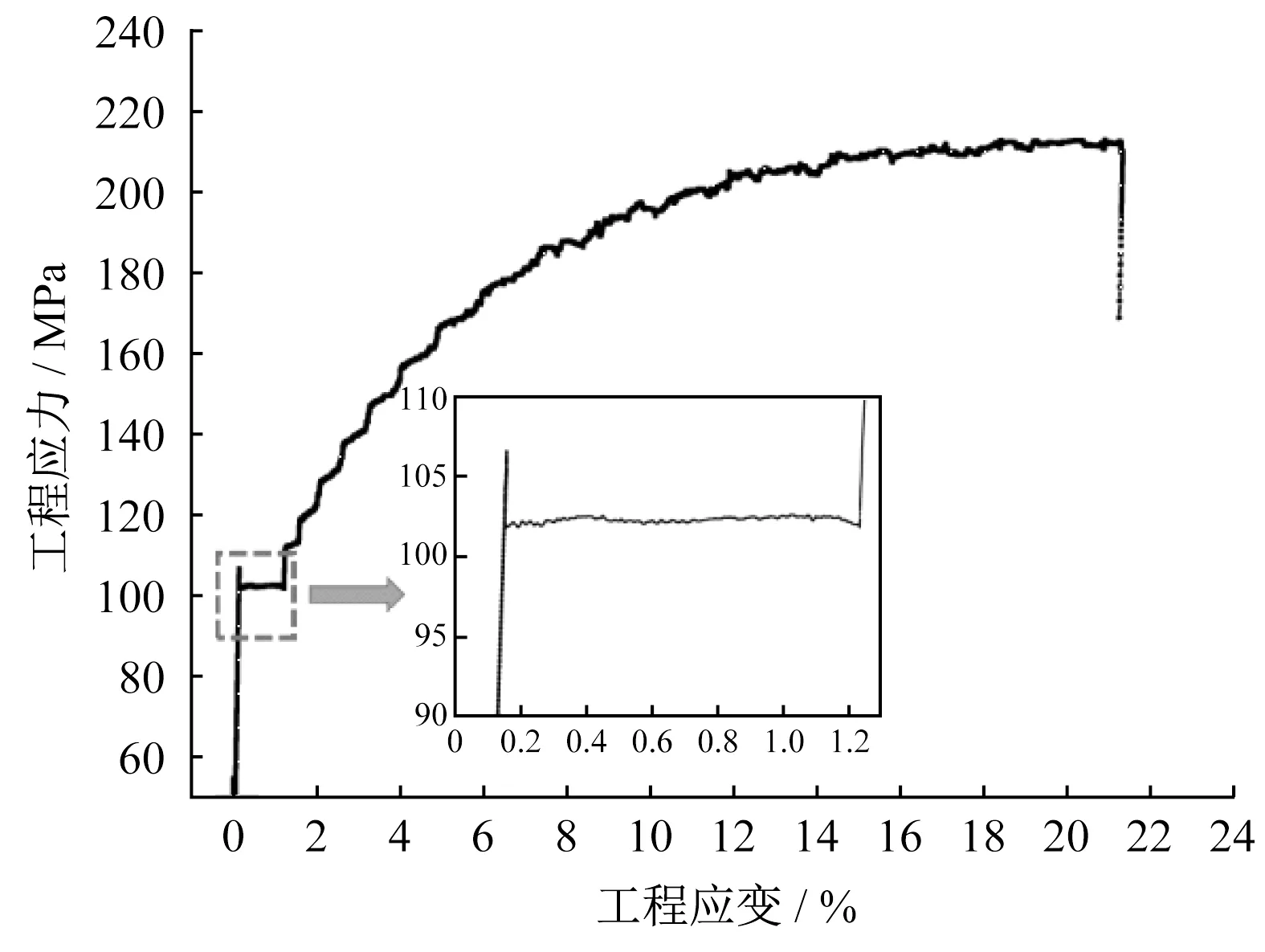
图4 试样A单向拉伸应力—应变曲线Fig.4 Uniaxial tensile stress-strain curve of sample A
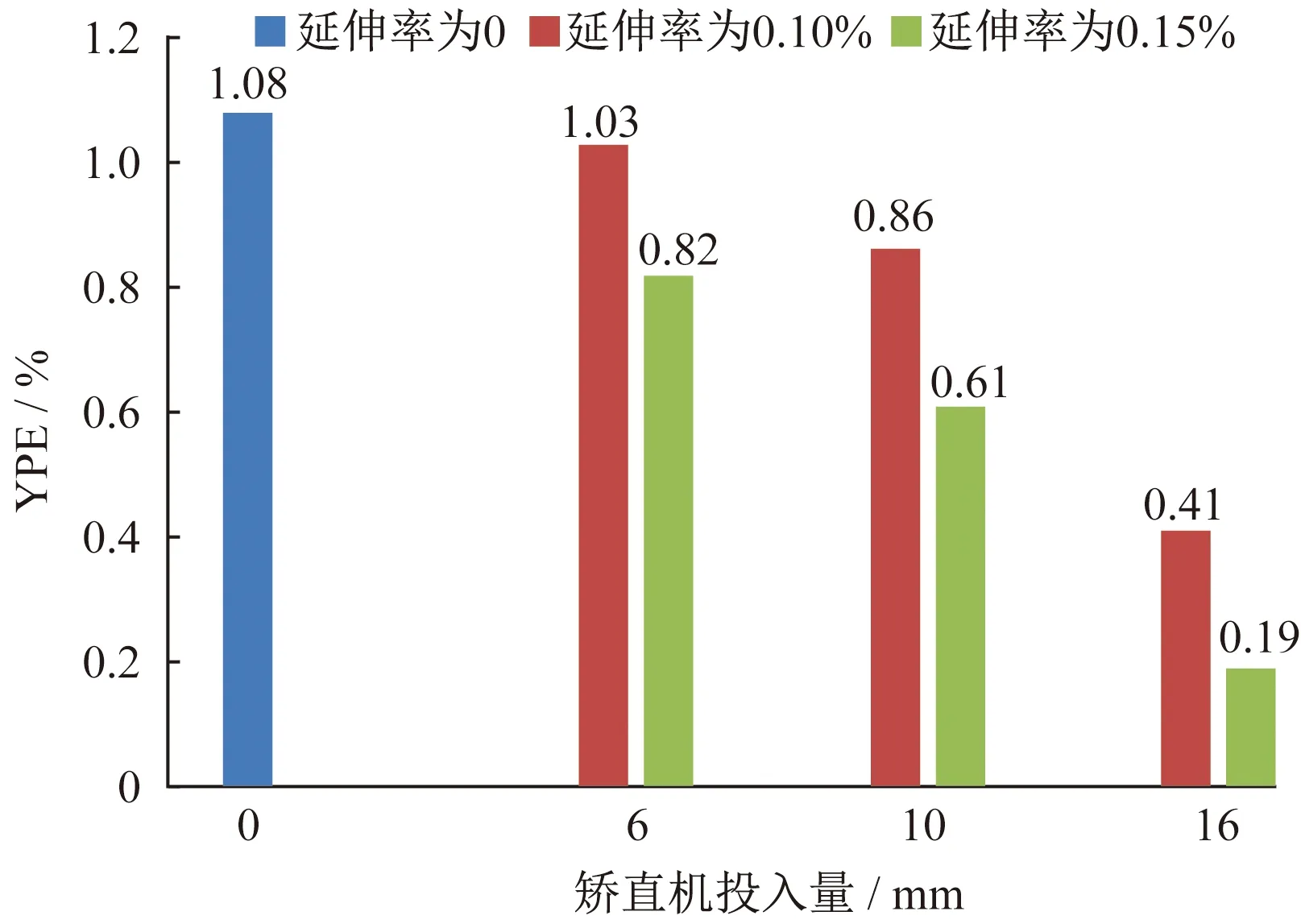
图5 不同预变形工艺(拉伸及矫直量)对试样C1~C6屈服点伸长量(YPE)的影响Fig.5 Effect of different pre deformation processes (stretching and straightening) on yield point elongation (YPE) of sample C1-C6
2.3 不同冷轧变形量对力学性能的影响
由图6所示,与未加中间退火的试样A(冷轧变形量73%)相比,经中间退火的5754-O试样D(二次冷轧变形量为47%)屈服强度由102.2 MPa降低到89.5 MPa,抗拉强度212.7 MPa降低到207 MPa,因为屈服强度的下降幅度比抗拉强度下降得多,因此屈强比也由0.48下降到0.43。屈服点伸长(YPE)由1.08%降到0.45%。

图6 冷轧变形量对5754-O力学性能的影响Fig.6 Effect of cold rolling deformation on mechanical properties of 5754-O
2.4 显微组织
由图7各试样的纵截面金相照片可以看出,在冷轧变形量为73%(试样A)时,试样的晶粒尺寸比较细小,晶粒沿轧向略有拉长,用截点法测得样品的晶粒度大约为16 μm。在相同冷轧变形量下,经过纯拉伸变形和拉伸矫直变形,试样B3、C6和试样A的金相组织类似,晶粒尺寸及形态无明显区别。经过中间退火+47%二次冷轧变形量的试样D晶粒尺寸明显大于试样A,平均晶粒尺寸约为31 μm。

图7 经过不同预变形及冷轧变形量的5754-O金相组织Fig.7 Microstructure of 5754-O after different pre deformation and cold rolling deformation
2.5 模拟冲压试验
模拟冲压试验后各材料的表面形貌如图8所示。试样A的火焰状拉伸应变痕(A型)非常明显,纯拉伸试样B2和拉伸矫直试样C6表面有轻微的拉伸应变痕。试样D的表面质量较好,无明显的拉伸应变痕(A型)。
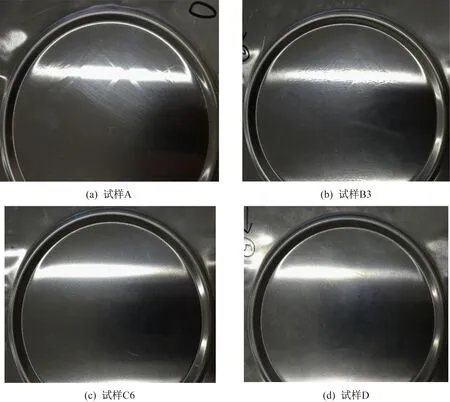
图8 模拟冲压试验后样板的表面形貌Fig.8 Surface morphology of the sample after simulated stamping test
3 分析与讨论
由图4试样A单向拉伸应力—应变曲线可以看出,经过弹性变形后,应力—应变曲线上出现上下屈服点和屈服平台,即吕德斯效应(Luders effect)。这是因为完全退火态的5754-O合金因为材料中位错密度很低,在单向拉伸塑性变形初期,材料内部不能实现位错的快速增殖。同时固溶体中的Mg原子容易钉扎位错,形成柯垂尔气团。在塑性变形下的应力集中处,使得被Mg钉扎的位错脱钉为可动位错,并在较低的应力下以较快的速度运动并扫过试样表面,从而在图4的0.16%~1.24%应变范围内出现屈服平台(YPE),同时试样表面出现A型拉伸应变痕。因此,可知试样B1~B3在0.4%、0.7%和1.0%的纯拉伸过程中经过了弹性变形阶段和部分屈服平台阶段,在屈服平台阶段材料发生了塑性变形。对经过预拉伸的试样B1~B3重新进行单向拉伸试验时,因为材料中的位错密度相对试样A显著增加,故试样B1~B3的屈服强度相比试样A增加,这与黎凤[5]等的研究结果一致。而抗拉强度则相差不大,故试样B1~B3的屈强比相对A会增大,且随着延伸率的增加,屈强比不断增加。
拉伸应变痕的产生主要是因为局部应变集中导致的不均匀塑性变形[6]。纯拉伸或拉伸矫直引入的预变形,可以在材料内部引入位错,一方面固溶在铝基体中的Mg原子在预变形过程中可以扩散到引入的位错源处,将Mg原子固定住。另一方面,材料在后续塑性变形时,数量增多的位错会发生增殖,从而位错密度会继续增大,整个材料内部位错密度分布更加均匀,促使均匀塑性变形的发生。因此,拉伸矫直和纯拉伸的预变形工艺导致单向拉伸曲线上YPE大幅降低。且在拉伸矫直的预变形工艺时,随着延伸率和矫直量的增加,试样C1~C6中引入的位错源不断增加,YPE不断降低(图5)。在模拟冲压试验中,拉伸矫直后的铝板表面也几乎无明显的火焰状A型拉伸应变痕(图8)。LLOYD D J等[6]认为,在工业生产的退火态5系铝合金在拉伸矫直过程中,如果引入的位错源在材料内部分布不均匀的话,表面仍然易产生A型拉伸应变痕。这可以解释本论文中试样B1~B3表面出现轻微的拉伸应变痕(如图9所示)。在纯拉伸过程中因为对铝板施加的力是同一方向的,引入的位错在材料内部分布不均匀,这与单向拉伸试验类似,在某些应力集中处,材料本身容易发生吕德斯效应,使得铝板表面出现大面积的轻微拉伸应变痕。而拉伸矫直的预变形工艺下,因为拉伸+辊矫的同时作用促使位错在材料内部均匀分布,因此拉伸矫直的预变形下表面的拉伸应变痕较纯拉伸模式轻微得多。

图9 纯拉伸预变形试样B2表面轻微的拉伸应变痕Fig.9 Slight stretch strain mark on the surface of pre deformed sample B2
由图6所示,成品退火前冷轧变形量由73%降到47%使得材料的屈服强度由102.2 MPa降低到89.5 MPa。同时由图7可以看出,材料的晶粒度由16 μm增加到31 μm。冷轧变形量的减小导致材料在冷轧时加工硬化程度减小,形变储能降低,故在相同的退火工艺下,材料的再结晶后晶粒尺寸变大。根据Hall-Petch关系,材料的屈服强度Rp0.2与晶粒直径d-1/2成正比。晶粒细化是5xxx系铝合金很重要的强化机制之一[7-8],因此晶粒尺寸大的试样D的屈服强度比试样A降低了约13 MPa。同时,有理论计算表明,5xxx系铝合金的屈服点伸长量(YPE)与晶粒尺寸也形成类似Hall-Petch的关系,即YPE∝d-1/2[9]或YPE∝d-5/8[6]。本文试样A的YPE为1.08%,而试样D的YPE为0.45%,YPE与晶粒尺寸也成类似文献[6,9]的关系。因此模拟冲压后试样A的表面A型拉伸应变痕很明显,而试样D表面几乎无拉伸应变痕(图 8)。同时,用试样A冲压出的汽车结构零件,在局部出现A型拉伸应变痕,而试样D冲压出的零件表面良好(图 10)。

图10 用试样A和试样D冲压的汽车结构零件照片Fig.10 Auto part photo of sample A and sample D
4 结论
通过预变形和冷轧变形量的调控均可有效降低5754-O铝合金屈服平台,进而减轻成形过程中A型拉伸应变痕的程度。延伸率为0.40%~1.00%的纯拉伸变形使得材料表面在拉伸过程中出现轻微的拉伸应变痕,而采用延伸率为0.10%和0.15%的拉伸矫直预变形后,材料表面的拉伸应变痕不明显。通过将冷轧变形量从73%降低到47%,5754-O铝合金在退火后屈服强度降低,同时屈服点伸长量大幅降低,在冲压成形后零件表面质量良好,无明显的A型拉伸应变痕。
猜你喜欢
钢铁钒钛(2022年4期)2022-09-20
铸造设备与工艺(2022年1期)2022-04-26
红岩春秋(2022年1期)2022-04-12
金属热处理(2022年2期)2022-03-16
阅读(快乐英语高年级)(2019年8期)2019-09-10
作文·初中版(2019年8期)2019-09-09
科技视界(2019年7期)2019-05-13
小天使·二年级语数英综合(2015年11期)2015-11-11
恋爱婚姻家庭·养生版(2009年6期)2009-08-26
青年文摘·上半月(1993年8期)1993-01-01
