
机械制造中机械焊接质量的控制与对策
2022-07-13 04:29冯彦铭王枚
装备维修技术 2022年26期
冯彦铭 王枚
摘 要:目前,焊接结构已被广泛采用,因此,提高焊接质量显得尤为重要。文章对机械焊接工艺中的几个关键环节进行了深入的分析,并就给出了一些能够提高机械焊接质量的控制对策,希望能为广大的行业工作者提供一些参考。
关键词:机械制造;机械焊接;焊接工艺;焊接质量
随着经济社会的迅速发展,对机械设备的要求也日益提高,在生产和运行中,焊接过程是非常关键的。在设备使用过程中,必须充分改善焊接质量,以确保安全生产。但是,由于技术、人工等原因,很难保证机械焊接的质量。因此,本文对影响焊接质量的各种因素进行了较为详尽的探讨。
1.机械焊接概述
机械焊接时,必须采用高温或高压方式将金属材料连接起来。另外,其它类型的热塑性材料也可以进行制造,充分地改善装置的性能。在机械焊接时,应对能量来源进行详细的分析,激光、气体火焰、电子束等是能源的主要来源。在机械焊接中,为了实现对机械部件的焊接,可以采取下列措施,一是对要焊接的金属进行热处理。在进行焊接时,技术人员要将一些金属在熔池中融化,然后在冷却后进行焊接。在实际操作中,一般会采用熔填物,便于焊接作业,从而提高了焊接作业的便捷性[1]。二是在低熔点处,无需对金属进行任何加工,仅通过焊料的毛细作用实现金属的粘合。三是要提高粘接强度,需要采用高压和震动来提高熔点之下的金属的结合。
2.机械焊接工艺控制要点
焊接方法多种多样,在实际焊接过程中,应该针对具体情况采取了合适的焊接工艺。工艺技术类型的确定要依据原材料的性能、规格、化学成分等等。焊接的方法有很多种,主要有手弧焊、氩弧焊等,不同的焊接方法有不同的优缺点。
2.1 作业前的预热
不论采用什么方式,在进行焊接前,都要对母材进行预热,旨在减少冷裂纹的出现,同时,经过预热,能够很大程度上优化母材接头的塑性,从而减少焊接后的残余应力。根据预定的预热条件,针对35-45#钢,钢的温度控制在150~250℃;45#钢的预热温度为250~400℃.如果母材比较大,预热工艺比较复杂,则可以进行局部加热。
2.2 坡口方式
按行业规定,当板材厚度大于4毫米时,母材需要进行坡口处理。坡口一般采用 U型或 X型,可以降低焊接中焊缝处的金属量,从而使焊接中的碳含量减少,从而防止裂纹产生[2]。
2.3 焊接后的热处理工艺
为了减小焊缝的温度变化,减小焊缝的淬火倾向,防止氢气在焊缝中的扩散,一般会对焊接材料进行热处理。所采用的技术规范有:一是时间控制在2-6小时;二是温度应在200-350摄氏度之间;三是在硬度和厚度都很大的情况下,将时间设定在1-2小时,并且在600-650摄氏度之间,在寒冷或潮湿的环境下,禁止施工。目前,国内已有40种不同的焊接工艺,按照工艺的不同,可以分为熔焊、钎焊和压焊三种类型。
2.4 PLC 技术的应用
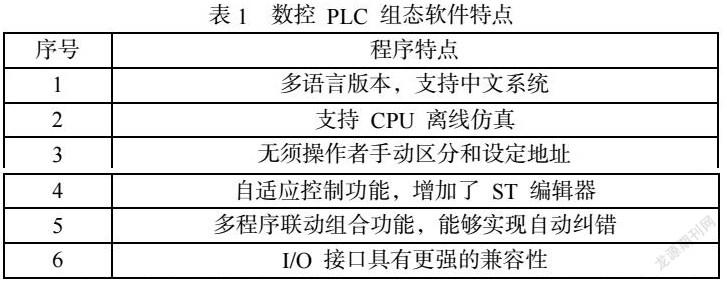
(1)数控 PLC 内置组态软件特点。利用 PLC 技术及相关软件,对焊接工艺进行了科学的控制,既能保证焊缝的强度,又能提高產品的外观精美度。采用这种方法,可以很好地解决人机交互中存在的问题。由于 PLC的软件平台能够方便地完成各种功能的设置,操作人员可以按照设计图来使用和调节程序,而不必对其进行再编程。在使用 PLC技术语言中,梯形图在可操作性、直观等方面有着显著的优越性[3]。PLC的配置软件采用了一个虚拟的开关,在系统的程序输入时,子程序首先由一个事先储存在成像装置中的界面来控制该转换器,技术员可多次使用 PLC的 梯形图,语言按左、右、上、下顺序使用,当指令结束时,下一个程序可以马上执行,以保证作业的高质量和高效率。表1列出了 PLC的配置软件的特性。
(2)机械焊接的相关参数设置。在焊接之前,要对部件进行彻底的清洗,以保证没有油污和生锈。对焊接过程及控制过程的分析,主要集中在对焊接过程进行性能分析、参数调节等方面。为了最大限度地降低焊缝的稀释,在焊接时要充分考虑到热裂和碳转移等问题。PLC的电流控制可以达到对焊接的要求。为了避免过高的预热温度会对焊接的性能造成不良的影响,因此,必须在较高的电压和较小的电流下进行。PLC的焊接子程序应该在焊道两侧45毫米范围内进行,通过数码加热,使两边的加热温度增加。预热后,应将设备温度控制在210℃以上,使其达到最小限度的受热时应力对焊缝强度的影响[4]。在本文章中,主要采用的是XDP-485软件,该软件具有离线编程的特点,而且程序能够进行导入和导出,便于用户操作。此外,该软件还能够对程序进行初始化、数据传送等等,有利于操作人员获取数据信息。
(3)基于 PLC 技术的机械精密焊接的实现流程。PLC系统通常会选用较多的运行配置软件,具体是 Touch win。本软件可实现多语言显示、三维动画编制,三维图像库等功能。在程序编制中,利用XDP-485软件,对整个加工流程进行了整体的规划,并对各工序进行了细致的设定。在应用系统的过程中,软件可以通过 DP接口对程序进行录入,然后再进行数据的传送。
在对焊机和子程序进行调用时,需要将 CAD程序和CAE系统之间进行灵活的切换,在不同的数据方式下,只要确定主要的控制程序和中断模块,就可以确保焊接程序的高稳定性。操作人员按规定的焊接规范,按操作规程进行操作。在使用 PLC的过程中,需要在登陆页面输入用户名称、口令,以保证系统的安全、防止恶意入侵、保证焊接质量的正常运行。主控程序包括初始化和修改程序等。在采用 PLC进行操作前,要对各模块进行科学的参数设定。其中,调整工装卡的位置、焊接参数、机器人路径调整等是焊接子程序的关键。在焊接完毕后,系统会自动调零,并在此过程中自动关机,以发出警报通知操作人员。
3. 机械制造中机械焊接质量的控制对策
3.1 完善焊接工序
在机械焊接的质量管理中,企业要对焊接工艺进行持续的改进与完善,技术人员要严格按照规范进行操作,使焊接工艺规范化水平不断提高。目前,大部分的焊接技术都比较复杂,技术人员应加强对焊接的认识,并根据行业的要求,持续完善焊接工艺。同时,公司还应建立起一套科学的生产流程,对技术工人进行标准化操作,以改善生产过程中的流畅度。
3.2 控制裂缝现象
在机械焊接中,裂缝是非常常见的。这一问题会直接对设备的结构造成不利影响,从而使操作程序和效果不理想。在进行焊接时,技术人员要对裂缝的成因进行细致的分析,并采取科学的措施。在控制裂纹的过程中,必须严格控制焊料的质量,并尽可能地减少含硫的原料,以免造成裂缝。同时,技术人员还要对其进行机械性能的检验,并对炉渣进行及时的处置,避免炉渣掉进裂缝,造成细小的裂纹。另外,对裂缝的检测也要重视,采用专业的设备,对焊缝进行逐条的检测,从各个角度保证焊缝的质量[5]。
3.3 焊接工艺控制
焊接工艺是很复杂的,为确保焊接质量,提高焊接效果,应采取不同的技术措施。在采用各种工艺技术时,技术人员要对工艺参数、设备、操作方式进行细致的分析,使工艺参数、设备及操作方式得以优化,从而使工艺参数和设备得到合理使用。在焊接工艺控制中,要针对不同的焊接方式,对其进行科学的控制,防止因温度的改变而影响焊接质量。若温度比预想的低,则会产生裂缝,所以,在焊接过程中,温度应该保持在250-400℃。在进行焊接时,要对坡口形貌、工艺参数进行细致的分析,并选用合适的碱性焊条,满足焊接的要求。
3.4 施工环境控制
焊接工艺在不同的情况下,会出现各种问题,从而导致不同的焊接效果。在施工现场控制中,必须考虑到焊接热循环对温度的影响。所以,在进行焊接的过程中,温度要低于20℃。低温会加速金属的冷却,使表面结构产生某种改变,从而使接头质量下降。对施工环境进行控制,并着重于空气湿度指标的控制。在焊接过程中,操作人员需要控制湿度指标低于90%。空气中湿度超多规定标准,会使得含氢量随着湿度的升高而升高[6]。如果在熔池中加入了水,就会产生一个氢气孔洞,这样就不能保证整个焊接工艺的顺利进行。有些焊接作业应该在户外进行,在下雨或下雪时,要小心避免将湿气带入焊缝中。
3.5 严格控制焊接材料
采焊接材料的优劣对焊接的效果有很大的影响。在采取相应技术措施时,原料的品质应满足规定。在选用特定的焊接材料时,技术人员要养成严格、仔细的态度,对材料的质量问题进行检验,并对工厂的合格证书进行分析。尤其要注意材料是否符合焊接要求,对焊接质量进行控制,并充分掌握材料的用法,防止在操作中出現错误。每一种物料的使用都要参照说明书,技术人员应该熟练掌握每一份物料说明书,使其最大限度地发挥作用。
3.6 控制电焊机电流量
采用电焊机进行机械焊接时,设备的电流对操作的效果有很大的影响。所以,技术人员要采取科学的措施,对电流进行有效的控制,以防止出现的问题,从而影响到生产的质量。在焊接过程中,可以通过电焊机来显示特定的电流。技术人员可以对特定的数值进行分析,判断它们是否达到了焊接规范。同时,在使用焊接设备时,也要防止出现明显的点流偏差,所以,在使用焊接设备的时候,技术人员要仔细地检查,保证电流的设定和焊接的需要。
3.7 机器人自动焊接
在工业发展过程中,采用了一种新型的焊接工艺。可取代人工进行,可有效解决焊接时的各种问题。机器人的焊接方式多种多样,点焊机器人由于其使用频率较高,其特性也比较突出。机器人能完成各种点焊作业,实现焊钳、电焊地板。因而,这种方法被广泛地采用。采用以上方法,可以极大地提高焊接速度,并使成型效果比较稳定。
结语
因此,在机械加工中实现焊接工艺是一件十分困难的事情,而且实施过程、人员、工艺等都会对焊接质量产生直接的影响,并会导致资源的消耗。因此,各有关单位在实施焊接过程中,应加强对焊接质量的控制,针对不同的焊接工艺特点,制定切实可行的质量控制措施,以达到对焊接质量的有效管理。
参考文献:
[1]曹锐.机械制造中机械焊接质量的控制对策研究[J].造纸装备 及材料,2021,50(7):92-93.
[2]时哲.三维焊接快速成型技术的研究现状[J].工程技术研究, 2021,6(5):38-39.
[3]孙静.焊接自动化技术发展情况分析[J].科学咨询(科技·管理),2021,04:68-69.
[4]郭岩宝,王斌,王德国等.焊接机器人的研究进展与发展趋势[J].现代制造工程,2021,05:53-63.
[5]龙冠德.探析工程机械焊接工艺的发展现状及发展趋势[J].冶 金与材料,2020,40(5):114+116.
[6]高险峰.焊接质量控制和管理在机械制造中的应用[J].世界有色金属,2021,19:38-39.
猜你喜欢
科学与财富(2016年29期)2016-12-27
山东工业技术(2016年23期)2016-12-23
中国高新技术企业(2016年30期)2016-12-20
求知导刊(2016年30期)2016-12-03
成才之路(2016年33期)2016-11-19
中国市场(2016年36期)2016-10-19
科学与财富(2016年28期)2016-10-14
科学与财富(2016年28期)2016-10-14
