
基于Abaqus的吸盘式柔性工装吸附力优化研究
2022-07-15 09:08王巍闵习瑞
机械工程师 2022年7期
王巍,闵习瑞
(沈阳航空航天大学 航空宇航学院,沈阳 110136)
0 引言
在数字化飞机装配领域中,柔性工装逐步取代了传统工装,柔性装配技术也越来越成熟,但对于吸盘吸附力对零件产生的影响缺少深入的研究,现在很多高校都对吸盘式柔性工装进行了研究,并取得了一定的进展。文献[1]提出飞机装配数字化柔性工装的主要系统组成部分,并总结了多点吸盘式柔性工装、行列式柔性工装、分散式部件装配柔性工装及大部件自动化对接平台4类典型柔性工装的关键技术,建立了对应的整套技术体系。文献[2]利用激光跟踪仪对柔性工装进行X、Y、Z方向的测量,提高了柔性工装的重复定位精度。文献[3]利用了光笔坐标测量仪提高了柔性工装系统的运动定位精度。本文在以上研究的基础上,采用了有限元分析方法,对不同真空压力下登机门装配时的受力情况进行比较,分析得出吸盘吸附时最优的真空压力有效值,为类似的飞机零件在多点吸盘式柔性工装上的装配吸附提供一些指导和借鉴。
1 柔性工装系统
1.1 柔性工装构成
柔性工装主要由底座、万向真空吸盘、夹紧器、定位器、移动框架和控制系统等组成,如图1所示。该柔性工装系统先利用耳片定位器对飞机登机门进行初步定位,然后按照装配需要布置m×n的吸附矩阵,对登机门进行柔性定位和夹紧,在根据实际需要调节吸盘的真空压力和X、Y、Z三轴移动[4]。

图1 柔性工装
1.2 登机门装配流程
柔性工装通过控制系统预先设定好每个定位吸盘的空间坐标,再通过交流伺服电动机驱动万向真空吸盘沿着X、Y、Z方向移动,生成与登机门表面相符合的吸附点阵,当安装其他类似舱门表面弧度发生变化时,吸盘吸附点阵可以再次根据工件的弧度和大小进行坐标转换,以满足不同弧度曲面的要求,实现工装的柔性化,进行一对多的装配,且该柔性工装系统扩展性强,可以任意增加、减少吸盘的使用个数,且每个吸盘可以相互替换,可以进行单轴驱动,便于控制[5]。在吸附点阵坐标确定后,需要将工件放在吸盘吸附点上,通过控制真空吸盘的真空压力,实现精准可靠的登机门定位[6]。登机门装配流程如图2所示。
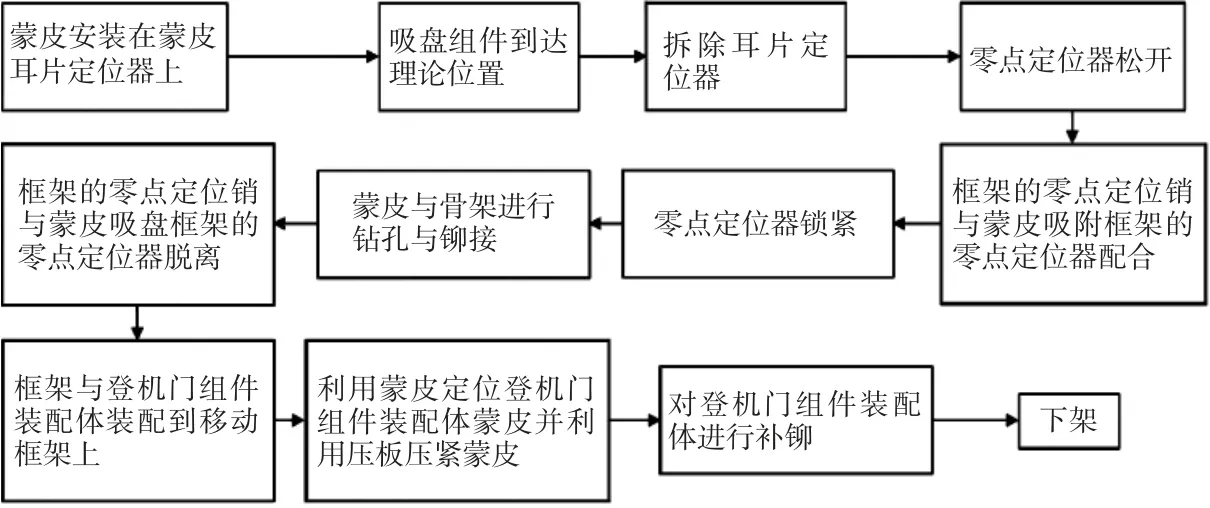
图2 登机门装配流程
1.3 真空吸盘工作原理
真空吸盘的工作原理是:压缩机通过气管将空气送入过滤器净化,净化后的气体通过真空发生器调节真空气压后在工件内表面和外表面形成压力差,完成工件的吸附[7]。吸盘的工作原理和吸附流程如图3、图4所示。
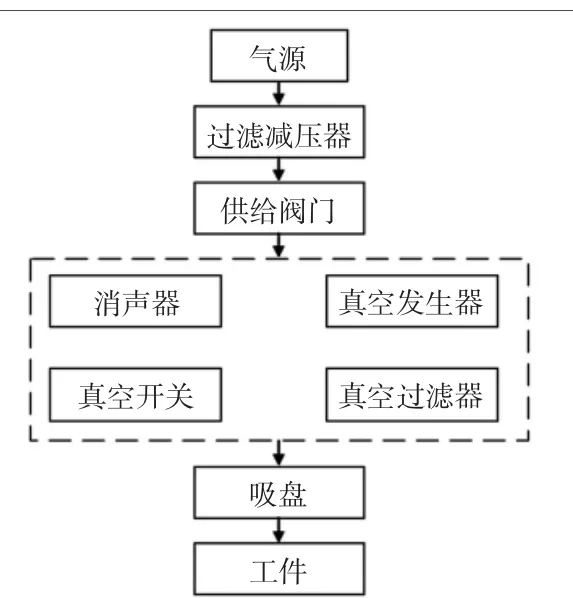
图4 吸盘吸附流程
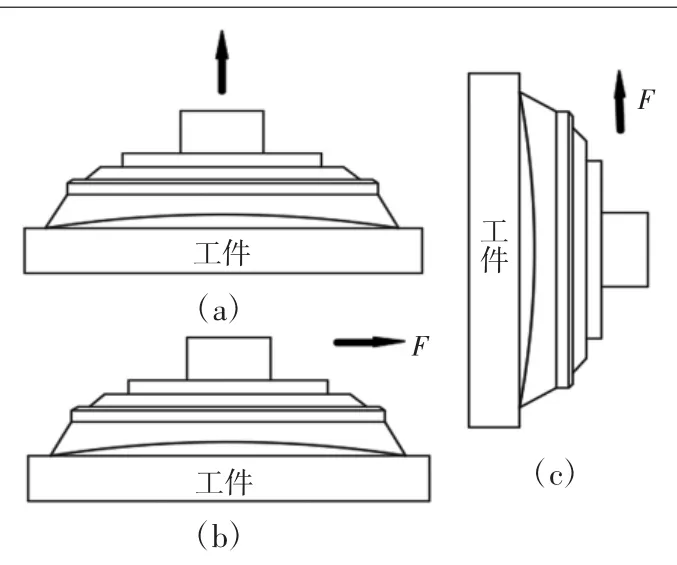
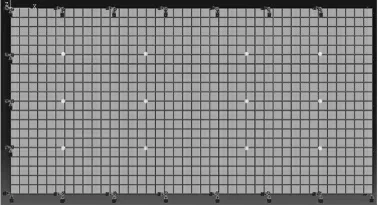
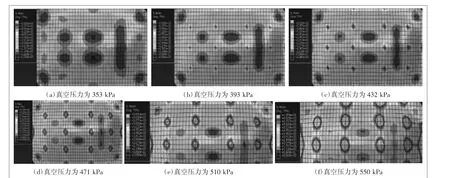
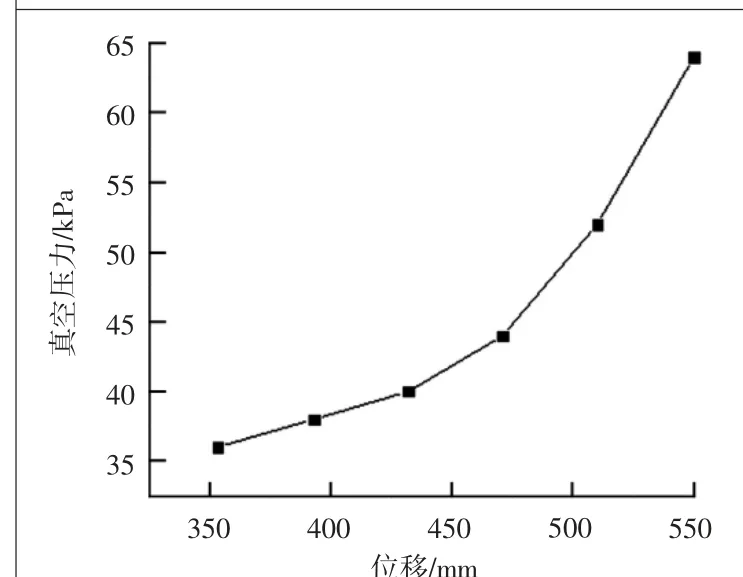
在图3中,阀门开启,将吸盘内部的空气抽出,形成一个真空环境,其真空压力为P2。此时,吸盘内部的空气压力小于外部的大气压力P1,即P2 图3 吸盘工作原理 式中:A为吸盘有效吸附面积,cm2;P为吸盘的真空度,kPa。真空吸盘在工作中有3种运动状态:1)吸盘水平吸附,在竖直方向运动;2)吸盘水平吸附,在水平方向运动;3)吸盘垂直吸附,在竖直方向运动[9]。工作状况如图5所示。多点吸盘式柔性工装采用垂直吸附的方式,对登机门进行吸附定位。 图5 吸盘工作情况 利用有限元软件Abaqus对登机门在多点吸盘式柔性工装装配进行变形应力分析,建立多点吸附的简化支撑模型,根据有限元的单元选用原则,仿真类型为可变形体间的通用接触时,选用的最佳单元为线性四边形或六面体[10],在以上研究基础上,登机门有限元模型采用的单元类型为C3D8(8节点6面体单元),网格划分如图6所示。登机门选用7050-T7451铝合金材料,尺寸为150 mm×120 mm×4 mm(长×宽×厚),弹性模量E=71.7 GPa,泊松比λ=0.3,密度ρ=2820 kg/m3,真空压力为353~550 kPa,吸附力随时间变化[11],吸盘直径为φ100 mm。 图6 登机门有限元模型 多点吸盘式柔性工装吸附方式是垂直吸附,吸盘垂直起吊的吸附力计算公式为 吸盘直径计算公式为 式中:W为吸附力,N;M为吸附物的质量,kg;g为比例系数,9.8N/kg;P 为 真空压力,kPa;S为吸盘面积,cm2;D为吸盘直径,mm;n为吸盘个数;t为安全系数,水平起吊时t≥4,垂直起吊时t≥8。 多点吸盘式柔性工装常用6组真空压力为353、393、432、471、510、550 kPa, 本文选取这6组不同的真空压力进行试验,并计算出对应吸盘吸附力,如表1所示。 表1 吸盘的真空压力及对应的吸附力 在登记门装配过程中,吸盘的吸附力决定了登机门定位的可靠性,采用以上6组真空压力进行应变分析,对应的登机门应变云图如图7所示。 从图7可以看出,随着真空压力逐渐增加,吸盘吸附力引起的登机门变形量也在逐渐增加,当真空压力为353 kPa时,吸盘吸附力小,登机门定位不可靠,当真空压力为550 kPa时,登机门的应变较大,考虑到吸附力较大会造成登机门塑性变形,综合材料性能和经济效益,确定优化后的真空压力为432 kPa,此时吸盘的吸附力为54 N,然后在理想真空压力下对登机门进行分析,此时登机门的位移云图如图8所示,位移曲线如图9所示。 图7 登机门在不同压力下应变云图 由图8可知,登机门的位移情况符合材料性能要求。由图9可知,随着真空压力的变化,登机门的变形速率越来越大,当真空压力为432 kPa左右的范围值时,登机门的变形速率相对稳定,在此方案下进行装配能够保证登机门的装配精度。 图8 登机门位移云图 图9 位移随真空压力变化 本文通过Abaqus对在多点吸盘式柔性工装装配吸附时的飞机登机门进行受力分析,在不影响登机门材料性能的前提下,让登机门在装配时定位可靠,同时综合了吸盘真空气压的有效阈值,分析得出吸盘压力在432 kPa时为理想真空压力,此时吸盘吸附力为54 N。在理想的真空压力下进行装配,可以使登机门定位精准可靠,同时减少了后续装配时产生的累计误差,满足了飞机生产装配的精度要求,对柔性工装装配具有一定的指导意义,不仅对登机门装配可以使用此真空压力,对其他类似零件在柔性工装装配时吸盘的真空压力设计也具有一定的参考意义。

2 柔性工装吸盘吸附力分析
2.1 登机门模拟建模
2.2 吸盘真空度和吸附力分析



2.3 登机门在不同吸附力下的仿真结果

3 结论
猜你喜欢
舰船科学技术(2022年11期)2022-07-15
汽车实用技术(2022年12期)2022-07-05
哈尔滨轴承(2021年1期)2021-07-21
环球时报(2021-04-09)2021-04-09
家庭影院技术(2020年4期)2020-05-21
昆钢科技(2020年6期)2020-03-29
模具制造(2019年4期)2019-06-24
宇航计测技术(2018年3期)2018-09-08
环球时报(2017-08-01)2017-08-01
百科探秘·航空航天(2015年2期)2015-11-07
