GH909合金激光焊接接头典型位置微观特征的研究
2022-07-23 02:24陈伟民
电站辅机 2022年2期
陈伟民
(海南核电有限公司,海南 海口 572733)
0 前 言
低膨胀高温GH909 合金以Fe-Ni -Co为基,即便在高温环境下,依旧能够表现出较为突出的力学性能以及较小的热膨胀系数,且具备较高的冷热疲劳和热冲击力以及恒定的弹性模量,因此被广泛应用于航空航天、发电等精密制造领域。激光焊接是低膨胀高温GH909 合金的连接工艺首选,应用高能量密度的激光束为热源,通过激光束的高度聚焦形成高能量的激光脉冲,并在其冲击的作用力下达到熔融焊接的目的,该种方式不仅能够实现精准焊接、保证焊接有效性,同时也解决了很多传统焊接难以完成的焊接难题,激光焊接高温合金在电厂方面的适用范围主要表现在汽轮机大轴表面修复和高温蒸汽仪表管道焊接成形方面,这样一来,即便在湿蒸汽腐蚀介质的苛刻环境下也依旧能够表现出稳定的性能。对GH909合金激光焊接接头典型位置微观特征进行研究,为实现厚板焊接提供了更多可能,为提升整体焊接质量提供了更为有效的参考。
1 实验材料与方法
1.1 实验材料
试验选取低膨胀高温GH909 合金板材,板材规格为50 mm×50 mm×2 mm,化学成分见表1。

表1 低膨胀高温GH909 合金板材化学成分100%
1.2 实验设备
激光器为IPGPhotonics公司生产的YtterbiumFiber laser YLR-4000,该型号的激光器拥有1.07 μm的输出波长以及4 000 W的最大功率,能够完成对多种规格硬化性高温合金的焊接需求;焊接过程中由瑞士ABB 公司的IRB4400机器人来完成操作,该机器人配备有良好平衡性的双轴承关节钢臂,传动系统采用优化设计,实现了低功耗和高扭矩的兼顾。选取WDW3200 微控电子万能试验机完成激光入射角度以及运行轨迹的控制;在进行GH909合金激光焊接接头典型位置微观特征观察的过程中仪器设备选取OLYMPUS GX71金相显微镜以及JSM-7001F扫描电子显微镜[1-2]。
1.3 实验方法
1.3.1 焊接
激光焊接利用激光束的高能量实施焊接,焊接过程中低膨胀高温GH909 合金实验板材会在高温下发生局部熔化,最终在热传导的作用下完成连接,焊接实验前,为保证板材的清洁首先将表面氧化膜的去除,再以C3H6O清洗试样完成板材表面油垢的去除[3]。焊接工艺参数见表2:

表2 焊接工艺参数
焊接过程中直接将激光头固定在的IRB4400机器人前端钢臂上,首要完成的就是GH909 合金板材对接面结合的检查,以防止焊接过程中出现错边的现象;实验过程中在WDW3200 微控电子万能试验机的辅助之下完成焊接,以99.99%纯度的Ar气作为保护气体,并要求其紧随激光轨迹利用其惰性来防止熔池氧化现象的发生;为了有效避免“高反”现象的产生,需保证激光头轴线方向与GH909 合金板材垂直方向呈10°夹角,Ar保护气体喷嘴轴线方向与GH909 合金板材垂直方向呈45°夹角(见图1);另外,连接过程中为了有效减少焊接变形,并实现晶粒过分长大的避免,中间层温度控制在180 ℃之内,并以较小的热输入为基准。
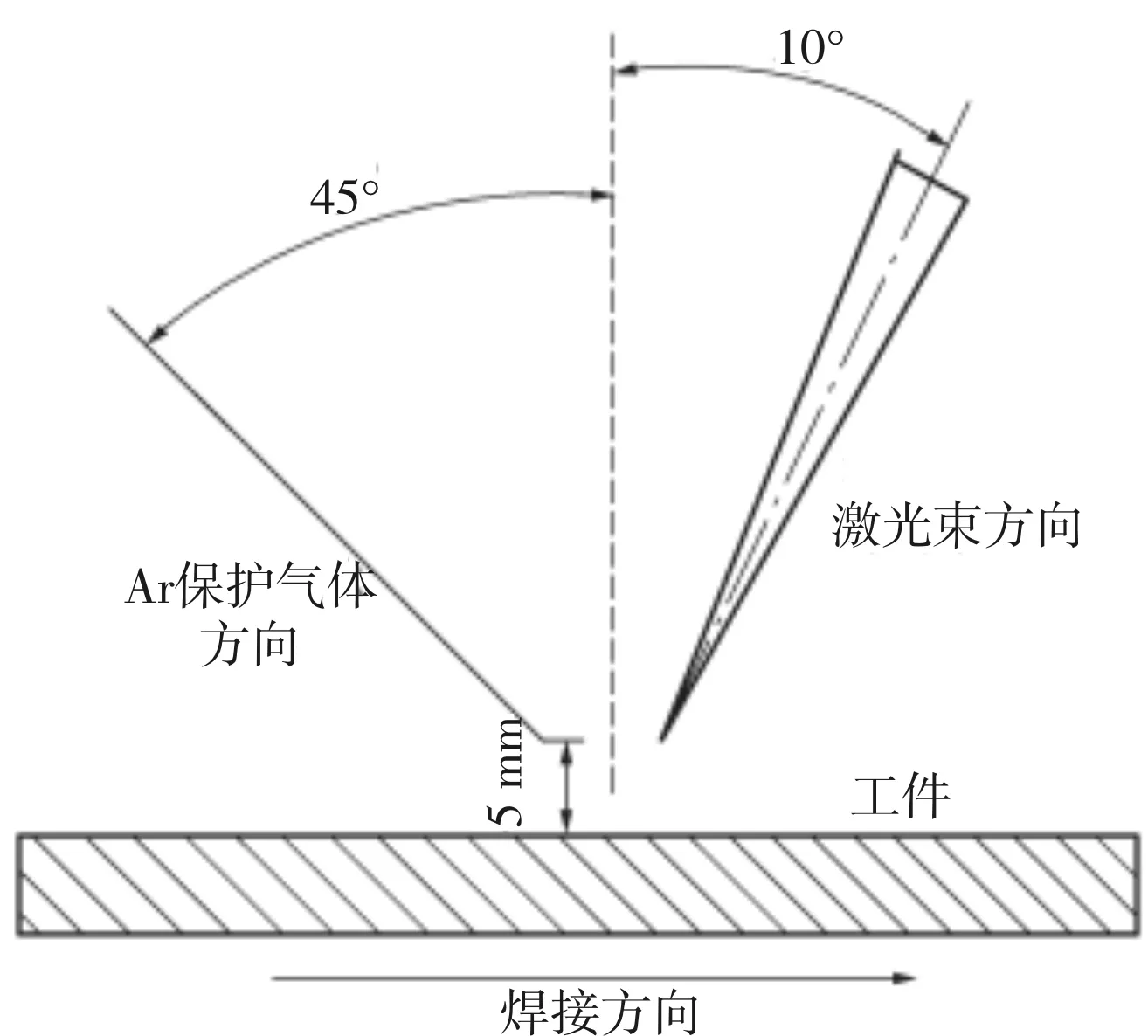
图1 GH909 合金激光焊接示意图
1.3.2 线切割-镶样
线切割的目的在于完成金相试样的制取,切割原理为利用电火花放电将工件切割成形,且加工中有着较高加的加工精度,不存在显著的机械切屑力。本实验切割过程中沿GH909 合金板材焊缝长度中心处进行,切割后完成镶样处理。GH909合金激光焊接接头典型位置微观特征观察的过程中利用显微分析能够完成对其显微组织也就是晶粒的特征观察,镶样的目的在于通过镶嵌或者夹持来保证试样的抛磨,方便实验准确性以及效率的提升。
镶样完成后依次采用不同规格的砂纸对GH909合金试样的横截面以及水平面进行打磨,打磨的目的在于保证试样具备较小的变形和较高的平整度,然后利用机械完成抛光使样品表面具备光亮平整的特征,整个程序遵循粗磨→细磨→机械抛光的顺序[4];另外,为保证试样表面应力的消除以及更为清晰地显示出γ′相的形貌和分布,需用电解液完成试样的电解抛光,本实验中的电解液选用1:9体积比的HClO4和C2H5OH;最后,为保证GH909合金焊接接缝组织基体中出γ′相形貌和分布特征的显示,需进行腐蚀处理,本实验中以王水稀释液作为腐蚀液,比例为3:1:4的HCl、HNO3以及H2O,腐蚀的标准为融合区具备肉眼可见的观察效果以及基体具备明显的界限,腐蚀完成后取出试样并用清水洗净,经酒精擦拭去除残留腐蚀液后吹干即可。
1.3.3 显微分析
显微分析分三步完成:首先,利用光学显微镜来完成GH909合金试样焊缝横截面以及水平面的整体观察,观察分析的重点在于焊接接头典型位置的分区以及组织特征;其次,利用扫描电子显微镜来完成GH909合金试样焊接接头典型位置微观组织的观察,并在高倍率基础之上完成接头成分偏析以及组织取向的定性分析;最后利用电子背散射衍射技术来保证取向特征的分析,同时完成晶粒生长以及织构特征的定量分析[5]。
2 结果与讨论
2.1 横截面成形
用光学显微镜以及BSE模式下的扫描电镜完成金相观察,为有效避免经过王水腐蚀处理后的亮度差异而影响观察效果,特将焊接接头按照区域微观组织的差异性进行分区,主要分为母材区、热影响区以及焊缝金属区三个部分。观察过程中发现:整个GH909合金试样焊缝横截面的形状为典型的沙漏型,也就是上下部分有着较大的宽度,但中间部分相对而言宽度最小。而经过对热影响区的进一步观察发现:随着热熔线的靠近,会逐渐显现出诸多细小析出相的分布,且该种析出相在中部熔深处有着最宽的分布,而上下两部分相比较而言析出相的分布较窄,这与整个焊缝横截面形状完全相反,产生该种现象的原因在于母材受热液化而引发的热量集中。
另外,不同区域内拥有不同的柱状晶大小、形态以及生长方向。母材区域内主要组成为不规则的块状γ相奥氏体,并伴有少量细小质点析出相,这些析出相分别为弥散分布的γ′相,以及在晶界以及晶粒内部零散分布的黑色沉淀强化析出相,这些沉淀强化析出相以MC 碳化物。相比较母材区域而言,热影响区的奥氏体晶粒表现出了明显的粗化,基体上表现出了众多的细小析出相,这是由于焊缝富含碳化物形成元素,故碳在其内的活度远低于碳钢母材,晶界附近该种析出形态和不均匀的分布现象也被成为偏析现象,偏析对合金的力学性能、抗裂性能及耐腐蚀性能等有程度不同的损害。快速冷却的焊缝成分偏析原因与热输入量导致的熔池化学反应时间长有关,因为焊接熔池凝固时,随着柱状晶体的长大和固‐液界面的推进,会将溶质或杂质赶向焊缝中心。当焊接速度较大时,成长的柱状晶会在焊缝中心相遇,因此在焊后通过时效热处理,对于焊缝组织有更好的均匀化效果。
进一步观察发现,晶粒长大的同时也发生了一定程度的形态改变,部分晶界不再保持平直;在焊缝金属区内,整个GH909合金激光焊接接头典型位置焊缝以熔合线为基准, 结晶的表现依次为胞状晶区、等轴晶区、枝晶区以及等轴晶的混合区[6],其中靠近熔合线附近区域表现为众多细小胞状晶区,组织得到明显细化。母材熔池壁直接生成胞状晶,焊缝中心的枝晶组织呈“人” 字分布特征,多个奥氏体枝晶在对生长模式下形成奥氏体晶粒[5]。另外,就焊缝奥氏体晶粒生长方向而言,焊缝顶部向上方同一角度生长,交汇处为曲折分界线;焊缝中部呈现水平生长,交汇处有明显平直分界线;而焊缝底部生成方向向下方同一角度生长交汇处为平直分界线。
2.2 外延生长组织
外延生长的目的在于获取不同导电类型以及电阻率等指标的全新单晶层,该种新单晶层的生长建立在单晶衬底之上,通过多种方法的辅助保证单晶衬底生长出全新一层的具备一定要求且与衬底晶向相同的单晶层,也就是一个延伸的过程[7]。本次实验中GH909合金激光焊接接头典型位置以融合线为基准,通过观察可以看出,GH909合金试样融合线分为左右两个热影响区,这两个热影响区存有不同的外延生长组织特征,其中:左侧的热影响区内存在晶界液化以及晶内颗粒项液化两种液化类型,其中产生晶界液化的主要原因在于焊缝当中的溶质会通过晶界逐渐完成向热影响区的流动,进而呈现出逐渐液化的现象;而产生晶内颗粒项液化的主要原因在于NbC以及TiC的颗粒边缘会发生一定的元素扩散,扩散之后的元素会同基体形成共晶相,且该共晶相具备较低的熔点。右侧影响区内主要表现为平面生长的针状晶,这种针状晶的最明显的特征在于它只有主轴,但并无明显的分枝产生。且该种平面生长针状晶主要分布在GH909合金激光焊接焊缝区,其在竞争淘汰机制的作用下能够促进自身的稳定生长,并逐渐生长转化为柱状树枝晶。
另外,通过观测可以判断,熔合线的中部一直到柱状树枝晶之间的组织生长具备良好的稳定性,因为该部分区域存在较为明显的胞状晶以及胞状树枝晶,产生该种现象的主要原因在于焊缝的顶部会存有一定的马兰戈尼对流,马兰戈尼对流也被称为马兰戈尼效应,产生该种效应的主要原因在于两种表面张力不同的界面之间表现出一定的张力梯度,而这种披露张力的作用下会促使相应的质量移动产生[1]。另外,在γ奥氏体中 Laves相主要部分布在枝晶之间,以不规则的组织形态分布,除此之外,GH909合金激光焊接焊缝区还分布有一定量的γ'-Ni3Al相、η-Ni3Ti相等沉淀析出相,这些沉淀析出相的存在能够有效地提升GH909合金焊接接头的力学性能。值得注意的是,光纤激光焊接具备较为快速的冷却性能,因此金属原子的扩散凝固速度远不如其冷区速度,所以还未完成凝固扩散,就会形成较多的共晶组织,这些共晶组织的表达式为GH909合金γ+Laves。
2.3 晶体分布特征
同样以熔合线为基准对GH909合金激光焊接焊缝区晶体的分布特征进行观察,观察结果发现:热影响区内的晶粒表现出了明显的粗化生长现象,相应的晶界也发生了一定迁移,而在焊缝的一侧也有诸多全新的晶粒形成,不过根据∑3晶界分布状态来看,热影响区内聚集的平面晶界一直未发生明显的迁移现象,产生该种现象的主要原因在于高温下该类晶界具备较低的界面性能所以很难实现融化,也就难以完成迁移。另外,在GH909合金激光焊接焊缝区热影响区内有着较大的晶界尺寸,靠近焊缝熔合线有着外延生长以及非外延生长两种生长模式,其中的外延生长模式下晶粒表现为连续生长外延成为较长的柱状晶,而非外延生长模式下晶粒呈现细小状态并不会产生连续的生长趋势。通过对GH909合金激光焊接焊缝接头处的晶粒取向进行观测,γ奥氏体相表现为面心立方结构,表现为[100]的生长方向,且热影响区内的晶粒无集中现象表现出的分散现象较为明显。γ晶粒[100]方向趋于TD。但该方向上,焊缝中上部的柱状晶更为集中,且熔合线较为平直,能够表现出较为明显的温度梯度,继而实现显著外延生长。
3 结 论
由21世纪以来,激光焊接技术凭借其精度高、适应性强的特点实现了广泛的应用领域覆盖,实现了经济效益和社会效益的双重促进,成为了众多精密加工领域不可或缺的技术需求。以光线激光完成焊接,是低膨胀高温GH909 合金的连接工艺首选,该种方式不仅能够实现精准焊接、保证焊接有效性,同时也解决了很多传统焊接难以完成的焊接难题,根据对GH909合金激光焊接接头典型位置微观特征观察可知:
(1)本次实验对GH909合金试样完成光纤激光焊接所选择工艺参数之下的焊缝表面平整光亮,无咬边和焊瘤现象产生,且焊道表现平直无明显缺陷,说明本次试验过程中焊接过程较为稳定,气体保护效果良好,参数选择较为合理。
(2)GH909合金激光焊接接头的焊缝横截面为沙漏型,焊缝区粗化现象明显,其中中下部为柱状晶,顶部为等轴晶区;
(3)GH909合金激光焊接接头的外延生长组织熔合线上部变现为针状晶,淘汰后形成稳定柱状树枝晶;
(4)GH909合金激光焊接接头热影响区晶界迁移明显,外延以及非外延伸长并存。
猜你喜欢
中国新技术新产品(2022年7期)2022-07-14
腐蚀与防护(2022年4期)2022-06-14
中国科技纵横(2022年7期)2022-05-03
现代计算机(2020年32期)2021-01-18
山东工业技术(2019年18期)2019-07-19
装饰装修天地(2018年7期)2018-10-21
科技创新与应用(2018年10期)2018-04-21
海峡科技与产业(2016年12期)2017-01-16
意林(2016年13期)2016-08-18
中国市场(2016年29期)2016-07-19