
复合材料蛋形耐压壳声辐射特性研究
2022-07-25 02:11李泓运张彤彤王纬波
船舶力学 2022年7期
吴 健,李泓运,张彤彤,王纬波
(1.海军工程大学船舶振动噪声重点实验室,武汉 430033;2.中国船舶科学研究中心船舶振动噪声重点实验室,江苏 无锡 214082;3.江苏省绿色船舶技术重点实验室,江苏 无锡 214082)
0 引 言
耐压壳是深海装备最重要组成部分之一,起着保障内部设备正常工作和人员安全的作用。耐压壳的质量一般占深海装备总质量的1/4以上,采用新的结构外形和新型结构材料是耐压壳轻量化设计的重要发展方向。
蛋形耐压壳是一种从仿生概念出发的耐压壳外形,在均布压力作用下表现出超强的耐压特性[1]。蛋形壳的外形介于球形和柱形之间,可以平衡两者在强度、稳定性、空间利用率、水动力等方面的优缺点,从而得到一种新的耐压结构外形方案,具有良好的应用前景[2-3]。相对于钛合金材料,碳纤维复合材料具有比刚度高、比强度高等优势,结构减重效果显著。随着材料研究的进步与制造技术难点的攻克,很多研究机构开展了新型材料在潜水器耐压壳上的应用研究[4]。中科院沈阳自动化研究所自主研发了“海翼号”深海滑翔机,其耐压壳采用碳纤维缠绕/树脂复合材料,最大工作深度已突破8000 m[5]。
对于水下动力设备,如亲水电机、液压系统等,可采用耐压壳作为设备舱,从而应用多种隔振、吸声措施来降低水下辐射噪声,因此耐压壳受到激励产生的声辐射特性就值得深入研究。圆球壳和柱形壳的振动和声辐射特征也很早就受到关注,目前研究已经较为深入[6-7],邹明松等[8-9]进一步推导了径向集中力作用下舷间充水双层弹性薄球壳水下辐射噪声的解析解,并提出了一种海洋声场环境下解析数值混合的辐射噪声计算方法;谭安全等[10]基于Love 壳体理论对复合材料层合圆柱壳的振动特性进行了研究。在金属蛋形耐压壳方面,吴健等[11-12]分析了单蛋形耐压壳和多蛋交接耐压壳的声辐射特性,分析了激励位置、蛋形系数、交接蛋壳个数等参数对辐射噪声的影响规律。目前,复合材料蛋形耐压壳的水下声辐射特性研究还未见报道。
本文以等容积、均匀厚度蛋形耐压壳为研究对象,开展复合材料蛋形耐压壳声学辐射特性评估,通过数值方法分析其水下辐射噪声特点,讨论结构材料、蛋形曲线、设计参数等对声辐射的影响,为复合材料蛋形耐压壳的工程应用提供参考。
1 蛋形耐压壳研究对象
1.1 蛋形仿生曲线
蛋壳的子午面曲线采用Narushin(N-R)方程描述,可以较好地描述蛋壳特征[13-14]:

式中,L为蛋形曲线长轴,B为蛋形曲线短轴,B/L为蛋形系数,x为横坐标,y为纵坐标。
蛋壳一般为轴对称旋转结构,取蛋壳的尖端端点为原点建立坐标系,使x轴正向指向蛋形钝端,如图1 所示。其中,赤道面为蛋形曲线的法向方向与y轴平行的剖面。

图1 蛋形曲线坐标图Fig.1 Coordinate of egg-shaped curve
1.2 蛋形耐压壳参数设计
在设计潜水器时,允许在极限潜深hjx上有限次、短时的停留[15],通常工作深度hg为

式中,K1为强度储备系数,取0.9。
耐压壳的外压载荷Ps可由下式求得:

式中:K2为安全系数,取1.6;g为重力加速度,取9.8 m/s2;h为水深。正常工作水深为2 km 时的外压载荷为35.72 MPa。
对于耐压复合结构,碳纤维增强复合材料(carbon fiber reinforced plastics,CFRP)采用缠绕制造工艺时可以更好地发挥材料的力学性能[5]。钛合金和缠绕工艺的CFRP 的材料力学性能参数如表1所示。

表1 材料参数Tab.1 Material parameters
以内部容积为1 m3的设备耐压壳为研究对象,假设工作水深条件为2 km、耐压壳的厚度均匀分布,分别开展钛合金、碳纤维增强复合材料(CFRP)的蛋形耐压壳的厚度设计。首先将外压载荷以均布压力的形式加载在蛋壳的外表面,进行强度分析,其中纤维增强复合材料采用蔡吴强度准则,钛合金球壳采用最大应力强度准则。在满足强度的前提下,开展线性屈曲和非线性屈曲的校核,最后取满足强度和屈曲条件的最小壳体厚度值进行结构声辐射特性分析。
当蛋形系数为0.69、复合材料的缠绕角度为±50°(相对于x轴)时,同时满足强度和屈曲要求的最小的壳体厚度设计结果如表2 所示。此时复合材料蛋形耐压壳的质量仅为钛合金耐压壳的2/3,减重效果十分显著。即使从安全角度出发进一步提高复合材料耐压壳的安全系数值也能够得到较好的减重效果。

表2 蛋形耐压壳设计参数Tab.2 Design parameters of an egg-shaped pressure hull
1.3 蛋形耐压壳激励分析
根据蛋形壳的形状特点,沿着蛋形曲线上的法线方向作为激励力方向,激励位置如图2 所示。激励力为单位力(1 N),声辐射的计算频率范围为10~1000 Hz。假设模型悬浮在水中,安装设备后的耐压壳总质量为950 kg,将相应的设备质量作为非结构质量均匀分布在壳体上。

图2 激励点位置图Fig.2 Location diagram of excitation point
2 数值模型及声辐射处理方法
在ABAQUS 软件中建立声固耦合数值模型,如图3 所示。采用有限元和无限元模拟无限大水体的耦合作用,并采用蛋形外形的3 层水体网格来提高计算速度[16-17]。其中,壳体结构采用二阶S8R 单元模拟,无限边界采用ACIN3D4单元模拟,水体采用AC3D8声学单元模拟。

图3 声固耦合模型Fig.3 Acoustic-solid coupling model
在求得远处球面声场(R=1000 m)上的节点声压后,可以根据下式求得辐射声功率:

式中:W为结构辐射声功率为第i个单元上的节点平均声压;Ai为第i个单元的面积;ρ0为海水密度,取1025 kg/m3;c0为海水中声速,取1500 m/s。
定义辐射声功率级为

式中:Lws表示辐射声功率级;Ws表示球包络面上的辐射声功率;W0表示水下辐射声功率的基准值,取1×10-12W[18]。
所求频段范围内的总辐射声功率级由下式求得:

式中,Lwsj表示第j个三分之一倍频程中心频率的辐射声功率级,n表示三分之一倍频程中心频率点个数。
3 复合材料蛋形耐压壳声辐射分析
3.1 材料类型对声辐射影响分析
分别对钛合金、CFRP 蛋形壳上的尖端(x0=0)、赤道点(x0=0.88 m)和钝端(x0=1.6 m)施加激励载荷,得到辐射声功率曲线如图4~6 所示。可以看出,相对于钛合金耐压壳,碳纤维复合材料蛋形壳的低阶共振峰向低频移动,因此复合材料耐压壳在200~400 Hz左右的频率范围出现噪声放大现象,尖端和钝端激励时尤其明显。蛋形壳尖端和钝端激励时,复合材料耐压壳的辐射噪声在500 Hz 以上频率优于钛合金耐压壳;蛋形壳赤道点激励时,复合材料耐压壳的辐射噪声在315 Hz以上频率优于钛合金耐压壳。从辐射声功率的总级上看,尖端、赤道、钝端激励时,复合材料耐压壳的辐射噪声总级分别降低了1.1 dB、3 dB和4.4 dB。

图4 尖端激励时蛋形壳体声辐射Fig.4 Acoustic radiation of egg-shaped pressure hulls excited on sharp point

图5 赤道点激励时壳体声辐射Fig.5 Acoustic radiation of egg-shaped pressure hulls excited on equatorial point

图6 钝端激励时壳体声辐射Fig.6 Acoustic radiation of egg-shaped pressure hulls excited on blunt point
对上述两种材料的蛋形耐压壳上多个位置激励产生的声辐射进行分析。当x0取不同值时,两种材料蛋形耐压壳的辐射声功率总级如图7所示。可以看出,除个别激励点外,复合材料蛋形耐压壳的辐射噪声均低于钛合金耐压壳。随着激励点向钝端移动,CFRP 蛋形耐压壳的辐射噪声逐渐增大,但最后在钝端上明显低于钛合金耐压壳,说明这很可能是由几何对称外形及复合材料铺层角度设置导致的噪声偏低的特殊点。蛋形曲线上的激励点位置对CFRP蛋形耐压壳的降噪效果有一定的影响,在赤道附近的蛋形壳中部区域(x0=0.4~1.35 m)激励时的降噪效果为1.3~3 dB。

图7 钛合金和CFRP耐压壳的辐射声功率总级Fig.7 Total level of radiated noise power of Ti and CFRP pressure hulls
3.2 复合材料参数设计对声辐射影响分析
上述分析已表明,复合材料蛋形耐压壳在中高频具有较优的声辐射特性,但复合材料本身具有可设计性且质量上还有较大的余量,理论上可以通过增加设计参数来进一步改善声辐射特性,因此需要分析改变CFRP 的缠绕厚度和缠绕角度这两个主要设计参数对辐射噪声的影响。假设蛋形壳的厚度分别增加10%和20%(质量为290.9 kg 和317.3 kg),此时蛋形耐压壳的辐射噪声如图8 所示,声辐射曲线中峰值随着耐压壳厚度增加向高频移动,但峰值变化不大,说明CFRP 蛋形耐压壳的声辐射特性对壳体厚度不敏感,单纯增加壳体厚度对辐射噪声的线谱和总级几乎无影响。

图8 缠绕厚度对辐射噪声的影响Fig.8 Influence of winding thickness on radiated noise
假设蛋形壳的缠绕角为±45°和±55°,采用相同方法对蛋壳厚度进行设计校核,得到此时壳体厚度分别为43 mm 和38 mm(质量为336.4 kg 和297.3 kg),即缠绕角度增加或降低均会增加结构质量。此时蛋形耐压壳的辐射噪声如图9所示,可以看出缠绕角度降低至±45°时辐射噪声有所增加,而缠绕角度增加至±55°时辐射噪声变化不明显,说明原始缠绕角度±50°可以较好地控制结构质量和辐射噪声。
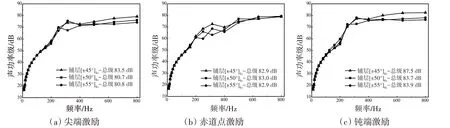
图9 缠绕角度对辐射噪声的影响Fig.9 Influence of winding angle on radiated noise
3.3 蛋形曲线对声辐射影响分析
通过改变蛋形系数可得到不同的蛋形曲线,蛋形系数的变化将直接影响到内部空间布置和壳体的厚度参数,相应的声辐射特性可能随之变化。取蛋形系数为0.78和0.89开展CFRP蛋形壳的厚度设计,得到最小厚度值分别为30.5 mm 和34 mm(质量为234.9 kg 和259.2 kg),质量上低于蛋形系数为0.69的蛋形壳。同样分别对尖端、赤道(x0=0.79 m和x0=0.70 m)和钝端(x0=1.46 m 和x0=1.34 m)进行激励,得到辐射噪声的曲线如图10 所示。当蛋形系数从0.69 增加至0.89 时(接近球形),辐射声功率呈逐渐降低趋势,钝端激励时产生的辐射噪声降低了3.3 dB,因此在满足耐压壳内部空间布置要求的前提下,从降低辐射噪声和减重角度出发,蛋形耐压壳可以考虑取较大的蛋形系数。

图10 蛋形系数对辐射噪声的影响Fig.10 Influence of egg shape coefficient on radiated noise
3.4 带金属封头的蛋形壳声辐射分析
通过以上研究可以看出,在蛋形壳的两端激励时,复合材料蛋形壳存在声辐射峰值向低频移动的现象,单纯地采用增加厚度、改变铺层角等措施难以明显改善。在实际应用中,耐压壳必须设计开口用于设备安装,因此将蛋形壳的钝端和尖端设计成钛合金,作为进出口和穿舱孔的布置位置,从而综合两种材料的优点,降低制造工艺上的难度。以蛋形系数0.69 的蛋壳为基础提出一种概念设计方案,仿真模型忽略连接结构,尺寸参数如图11所示,质量为274.6 kg。对其进行辐射噪声评估,结果如图12所示。可以看出,两端采用金属封头后,赤道点激励时辐射噪声变化不大,尖端和钝端激励的辐射噪声总级分别降低了1.1 dB和2.4 dB,而且钝端激励时250~640 Hz 频段的辐射噪声明显下降,说明采用金属封头可进一步降低复合材料蛋形耐压壳的辐射噪声。
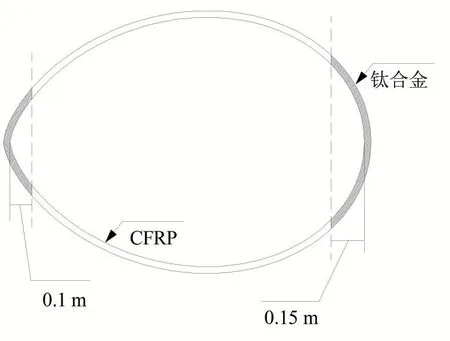
图11 带金属封头的CFRP蛋形壳Fig.11 Drawing of CFRP egg-shaped shell with metal head

图12 带金属封头的蛋形壳辐射噪声Fig.12 Acoustic radiation of CFRP egg-shaped hulls with metal head
4 结 论
本文采用数值方法开展了复合材料蛋形耐压壳的水下声辐射问题研究,分析了材料类型、激励点位置等主要设计参数对辐射噪声的影响规律,得到了以下结论:
(1)碳纤维缠绕的蛋形耐压壳的辐射噪声特性要优于钛合金耐压壳,而且在赤道附近激励时CFRP蛋形耐压壳的降噪效果更明显。
(2)仅增加CFRP 耐压壳的缠绕厚度对结构辐射噪声无影响,缠绕角取±50°时蛋形壳的质量最低且辐射噪声相对较低。
(3)随着蛋形系数的增大,相同激励点产生的辐射噪声逐渐降低。在满足工程需求的前提下,建议蛋形耐压壳选用较大的蛋形系数。
(4)在钝端采用金属封头后,不仅可以降低制造工艺上的难度,还可显著降低钝端激励引起的辐射噪声。研究结果可为低噪声复合材料仿生耐压壳的结构设计应用提供参考。
猜你喜欢
东北师大学报(自然科学版)(2022年2期)2022-07-23
舰船科学技术(2022年11期)2022-07-15
舰船科学技术(2022年10期)2022-06-17
电子乐园·下旬刊(2022年5期)2022-05-13
舰船科学技术(2021年12期)2021-03-29
有色金属材料与工程(2018年4期)2018-11-25
有色金属材料与工程(2017年2期)2017-05-31
有色金属材料与工程(2016年6期)2017-05-31
科技资讯(2016年8期)2016-05-14
