
伍德-迪诺拉离子膜电解工艺自动化改造
2022-08-01 09:05沈靖宗刘静侯学文
氯碱工业 2022年5期
沈靖宗,刘静,侯学文
(陕西北元化工集团有限公司,陕西 榆林 719319)
陕西北元化工集团股份有限公司(以下简称“北元化工”)有4条离子膜法烧碱生产线,分两期建成,一期装置于2010年10月投产,二期装置于2012年3月投产,共有24台伍迪BM2.7型独立单元复极离子膜电解槽,每台电解槽有200个单元槽,烧碱生产能力88万t/a。北元化工离子膜电解装置虽然在近年来的运行过程中进行了一些技术改造,但基本维持了原有的工艺技术设计。离子膜电解装置在日常运行中自动化程度较高,人员劳动强度低,但在系统开停车过程中稀释进槽盐水和阴极系统碱液置换过程人工操作频繁,盐水浓度精准度差,人工操作碱液手动阀时存在碱液喷溅灼伤的风险。因此,用先进的自动化控制代替人工操作非常必要。
1 进槽盐水稀释方式自动化改造
1.1 原控制系统及操作方式
改造前盐水稀释流程如图1所示:岗位人员采用现场纯水手动阀1调节稀释总管盐水的纯水流量,采用现场纯水手动阀2调节进单台电解槽稀释盐水的纯水流量。用比重计测密度的方法对盐水浓度进行粗略分析,待盐水浓度稳定后由检测人员进行人工滴定分析盐水浓度。此过程存在以下弊端。
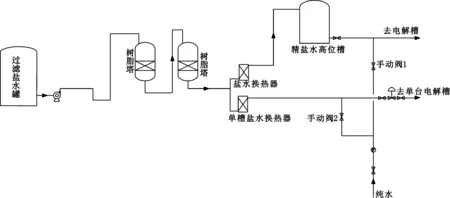
图1 改造前盐水稀释流程图
(1)由于工况不同,当电解槽出现单槽降温排液,其余电解槽升温的情况时,单槽与系统同时稀释盐水,但浓度控制指标不同,由于共用1台纯水流量计,因此调节盐水浓度时相互影响,导致盐水浓度不能精准控制,且调节过程长,人工工作量较大。
(2)没有盐水浓度在线监测仪,盐水浓度调节靠经验、打比重及人工滴定分析,盐水浓度不能精准控制。
(3)现场岗位人员调节阀门、打比重频繁,劳动强度大。
1.2 改造措施
本次改造是考虑以下情况进行的:完全实现DCS远程控制,且DCS控制逻辑简单、可操作性强,适用于任何工况下的电解槽进槽盐水的稀释,最大限度减轻现场人员的劳动强度。改造措施如下(改造后盐水稀释流程如图2所示)。
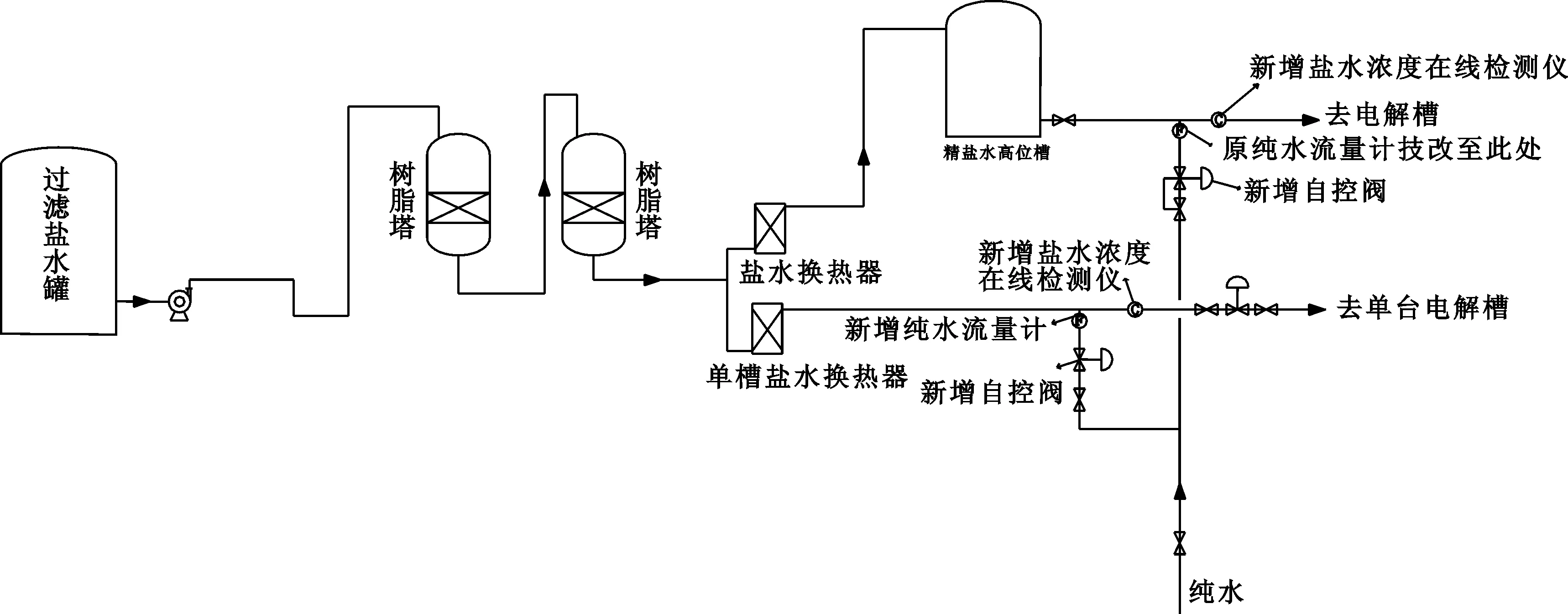
图2 改造后盐水稀释流程图
(1)分别在电解槽单槽盐水及总管盐水进口管线增加盐水浓度在线检测仪,实现进槽盐水浓度在线检测,将原远传纯水流量计移至总管盐水稀释的纯水管道上,在单槽盐水稀释的纯水管道上增加远传流量计。
(2)单槽与总管盐水稀释的纯水管道上分别增加自控阀,设置对应纯水流量计的自动控制回路。
(3)在去单槽的盐水管线与盐水总管上增加在线盐水浓度检测仪。
1.3 改造的意义
(1)电解槽停车后,盐水稀释可完全实现DCS远程控制,无需现场手动操作,大大降低了现场人员的劳动强度。
(2)盐水总管与去单槽的盐水管线上有独立的纯水稀释控制逻辑,盐水稀释时互不影响。
(3)盐水总管与去单槽的盐水管线上均装有在线盐水浓度检测仪,不仅可以检测电解槽正常运行期间进槽盐水浓度是否在指标范围,更重要的是在电解槽开停车期间能缩短进槽盐水稀释时间,精准控制盐水浓度,避免离子膜的损伤。
2 阴极系统碱液置换方式的自动化改造
2.1 原控制系统及操作方式
在电解槽系统停车期间电解液会流动,以保持阴极液和阳极液中阴阳离子强度的平衡。如果阴极液离子强度低于阳极液离子强度,水就会从阴极室扩散至阳极室,这种液体流过离子膜所造成的后果如同离子膜装反一样,最终导致离子膜鼓泡,由于扩散速度较慢,损坏通常要经过一段时间才会看到[1]。为了防止电解槽循环碱浓度过低,阴极室的水分子扩散至阳极室而使离子膜鼓泡,要求系统循环碱质量分数指标范围为28.0%~32.5%,此时阳极室的离子强度低于阴极液离子强度,阳极室的水分子就会扩散至阴极室,致使阴极室的碱浓度不断降低,必须向电解槽阴极室及时补充32%的烧碱对低浓度碱液进行置换。改造前碱液置换流程如图3所示,为了减少输送至蒸发工序的开车碱的量,降低蒸发工序的运行负荷,保证32%的烧碱能够有效地进入电解槽达到置换低浓度碱液的目的,采取间断性的置换方式,岗位人员频繁操作开车碱罐碱液接收手动阀及开车碱罐至阴极液罐补碱手动阀,DCS人员频繁操作输送至蒸发工序的碱液自控阀,且因碱浓度、阴极液换热器温度、阴极液罐液位、开车碱罐液位波动大,DCS人员须耗费大量精力时刻关注阴极系统的各项指标。
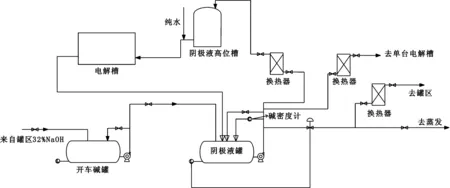
图3 改造前碱液置换流程图
2.2 改造措施及操作方式
因原系统设计由开车碱罐输送来的32%烧碱进入阴极液罐,与阴极液罐低浓度的烧碱混合后进入电解槽,致使电解槽阴极室的碱液置换效果差,为了将32%开车碱液有效利用,降低32%烧碱消耗,达到持续、稳定置换电解槽阴极室的低浓度烧碱的目的,从以下几方面进行了自动化改造。改造后碱浓度置换流程如图4所示。
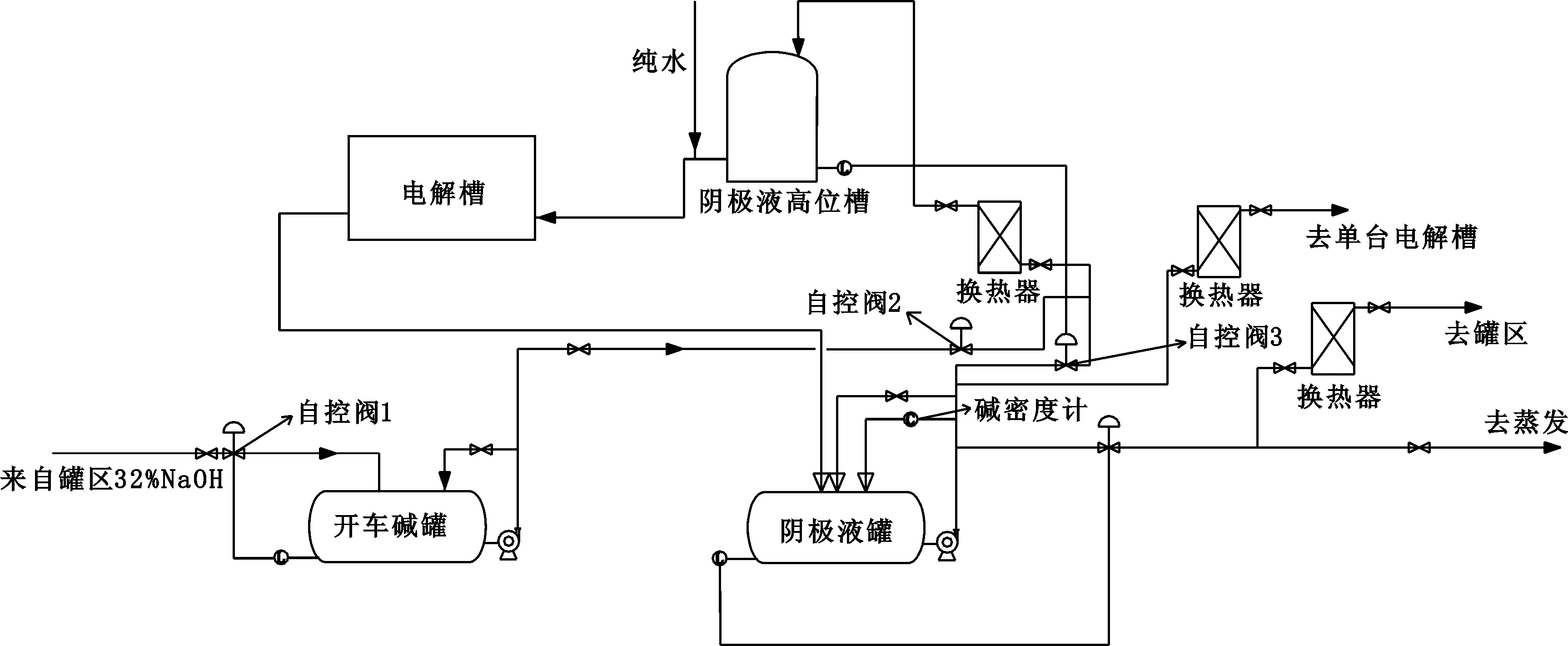
图4 改造后碱液置换流程图
(1)罐区至开车碱罐的32%烧碱管道增加自控阀1,并设置与开车碱罐远传液位计的自动控制回路,实现开车碱罐自动接收碱液,并维持液位稳定。
(2)在阴极液罐至阴极液高位槽出口管线增加自控阀3,并设置自控阀3与阴极液高位槽远传液位计的自动控制回路,实现阴极液高位槽液位自动控制并维持稳定。
(3)将原开车碱罐输送阴极液罐的碱管线改至去高位槽碱管道处,并增加自控阀2,设置自控阀2与烧碱密度计的自动控制回路及自控阀2与开车碱泵自启动联锁,实现停车期间碱浓度自动控制,当碱浓度低于设定值,则自控阀2自动打开补碱,此时开车碱泵联锁启动。
2.3 改造的意义
(1)开车碱罐液位自动控制,阴极液高位槽液位自动控制,停车期间碱浓度自动控制。
(2)改造后将32%的烧碱由换热器控制到工艺所需的温度后送至阴极液高位槽,再进入电解槽,不仅达到持续、稳定置换电解槽阴极室低浓度烧碱的目的,更重要的是碱浓度、阴极液换热器出口温度、槽温等指标稳定,同时降低了32%开车烧碱消耗量。
(3)停车后碱液置换实现全程DCS控制。
3 结语
通过以上自动化改造,有效降低了开、停车期间人员劳动强度,避免了烧碱灼伤的危险性,确保了盐水浓度和碱液浓度精准控制,延长了离子膜使用寿命,同时减少了开、停车期间32%烧碱置换消耗量。该改造为伍德-迪诺拉电解工艺提供了自动化升级的新思路。
猜你喜欢
氯碱工业(2022年6期)2022-11-21
再生资源与循环经济(2022年9期)2022-11-20
机电信息(2022年9期)2022-05-07
军民两用技术与产品(2021年10期)2021-03-16
汽车实用技术(2020年5期)2020-04-10
大众科学·上旬(2019年8期)2019-09-10
现代盐化工(2019年4期)2019-09-10
科学与技术(2019年1期)2019-02-14
城市建设理论研究(2012年35期)2012-04-23
