
C3×6美标槽钢的开发
2022-08-19 09:00杜永军孟小中沈志军
河南冶金 2022年1期
王 璨 杜永军 王 珍 孟小中 沈志军
(安阳钢铁股份有限公司)
0 引言
安阳钢铁股份有限公司第一轧钢厂400机组是一条生产能力45万t/a左右的型材轧钢生产线,主要产品有∠45-∠100等边角钢,≮63×40、≮75×50不等边角钢,[6.3、[8.0、[10槽钢,及部分规格的船用球扁钢等。近年来,为更好地适应市场需求,陆续承接轧制了重点客户定制的精度要求更高的负公差国网角钢、正公差南网角钢。
美标槽钢主要用于制造电力铁塔、桥梁、船舶及工程机械等。近年来,随着中国钢铁制造能力的较快提升,国内产能也适度有序地转向了国际市场,钢铁产品的出口量日益增加。在这样的环境下,公司在接到重点客户的C3×6美标槽钢订单后,为更好满足客户需求、获取国外市场机遇,决定研发生产C3×6美标槽钢。
1 C3×6美标槽钢的特点
C3×6美标槽钢外形尺寸执行ASTM A572/A 572 M—15标准,美标槽钢的横断面形状如图1所示。
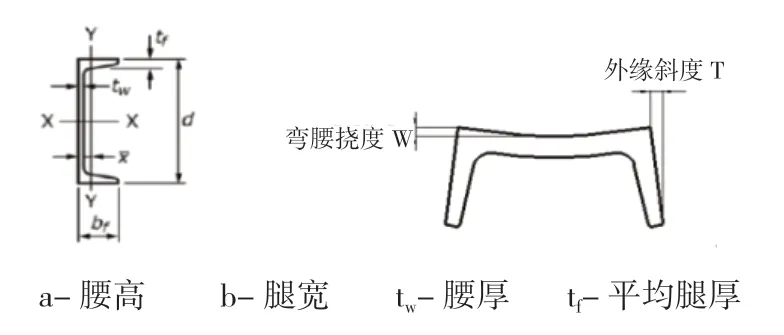
图1 美标槽钢横断面形状
C3×6表示槽钢腰高3 in(换算为公制单位:3 in=76 mm),理论重量6 Ibf/ft(换算为公制单位:6 Ibf/ft=8.937 kg/m)。具体尺寸与要求详见表1、表2。

表1 C3×6槽钢外形尺寸及理论重量

表2 C3×6槽钢尺寸允许公差及弯曲度 mm
2 C3×6美标槽钢与国标槽钢的对比
将C3×6美标槽钢与[8.0槽钢进行数据比对分析,具体见表3。发现C3×6美标槽钢几何尺寸特殊,同时又与[8.0槽钢有部分相似之处。
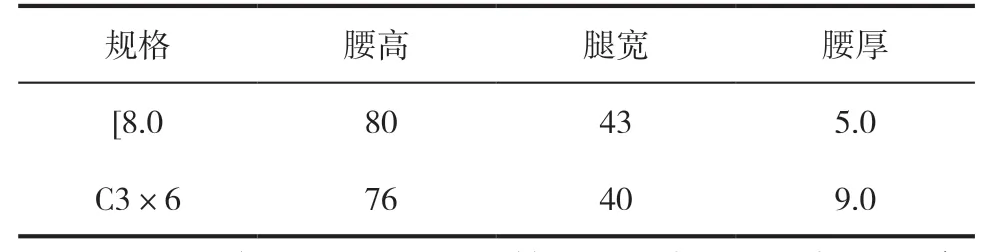
表3 C3×6美标槽钢与类似槽钢尺寸对比 mm
C3×6与[8.0槽钢的外形尺寸相对接近,但C3×6美标槽钢的腰部较厚。经测算, C3×6美标槽钢腰部截面积占总面积的60%([8.0槽钢的为40%)。因此,在矫直该产品的外缘斜度和弯腰挠度时则需要承受较大的弯曲应力。
在现有装备条件下,存在以下难点:(1)需要解决腰部延伸对腿部的拉伸,而致产品几何尺寸不易控制的问题;(2)考虑厚度和强度增加,矫直力较[8.0槽钢增加64%以上,其矫直难度显著增大,引起矫直机能力不足,同时还需要解决外缘斜度和弯腰挠度的合标问题。
基于以上对比分析不难发现,C3×6美标槽钢同近似规格的国标槽钢的外形尺寸相差仍然较大,就型钢生产而言,孔型系统对型钢形状尺寸的敏感度较大,相应孔型的通用性也较差。因此,即便是相似的规格,涉及到整体工艺配置,其孔型系统设计也是完全不同的,这也是其轧制技术难点和关键点所在。
经仔细分析测算,C3×6美标槽钢的腰厚为[8.0槽钢的1.8倍,腰部延伸对腿的拉伸影响较大,这样易发生腿短。对此,笔者决定采用大斜度孔型系统轧制[1],大斜度孔型系统轧槽的切槽较浅,轧槽上各点的速度差小,变形相对均匀,可以改善腿短现象,亦有利于提高产品的表面质量。
3 方案选择与确定
3.1 轧制孔型与导卫设计
(1)一架500轧机开坯孔型与国标[8.0、[6.3槽钢共用,使用菱方孔型轧制4个道次,如图2所示。该孔型具有共用性好,断面尺寸精确[2]的优点。该轧机全部采用滑动导卫,除托板、卫板重新设计外,其余导卫均可与[8.0槽钢共用,以节约投资,减少备件备量。
图2 一架500轧机孔型设计
(2)针对美标槽钢外形与国标槽钢的差别,即美标槽钢的腰厚、腰高及腿宽等外形尺寸与国标槽钢相差较大,进行相应的粗轧轧钢工艺与孔型系统调整。
二架500轧机各轧制道次均采用大斜度孔型系统。对孔型侧壁斜度合理设计改进(如图3所示),三个轧制道次的孔型侧壁斜度ψ分别为30%、35%、30%,采用腰和腿延伸基本相等设计方法,减少对腿长的拉伸影响,保证腿长的尺寸控制。同时,一方面有效地减少了轧槽深度与轧辊重车量,保证了轧辊强度和重车次数;另一方面有助于轧件脱槽,使其在辊道中运行更趋平稳,不易翻转,可有效降低轧制道次之间的传输难度。
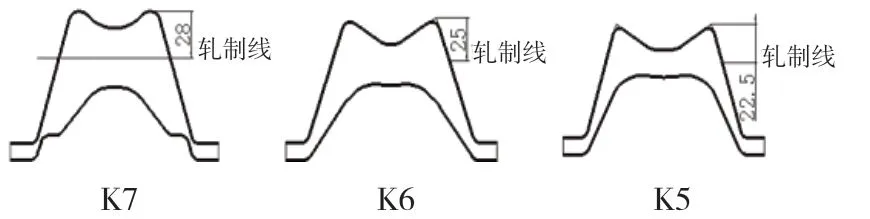
图3 二架500轧机孔型设计
(3)将精轧成品前孔型的侧壁斜度ψ分别调整为35%、24%、28%,使其孔型侧壁斜度ψ均大于15%(如图4所示)。孔型侧壁斜度的合理增大可以有效地缓解孔型内不同质点间的轧钢速度差而产生的腿部拉缩现象。K4、K2采用弯腰直腿大斜度控制孔,孔型腿部采用了锁口,使轧材腿部的金属延伸变形小于腰部的,金属向腰部方向流动。K3为开口弯腰直腿大斜度槽型孔,延伸系数按腰部延伸略大于腿部延伸选取。同时,由于槽钢断面上下不对称,为了减少上下辊面速度差,保证脱槽顺畅,采用上压力轧制,上辊比下辊大2 mm,并对轧制速度差进行适时校核。
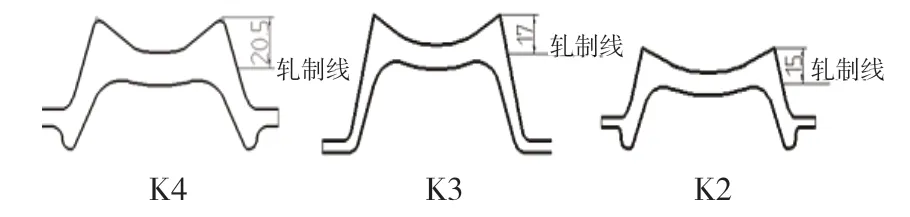
图4 精轧成品前孔型
(4)采用大斜度孔型系统轧制,最终产品的外缘斜度要依靠矫直来达到标准,这对矫直设备要求较高。C3×6美标槽钢腰厚是国标[8.0槽钢的1.8倍,它的矫直变形抗力大于国标[8.0槽钢;同时C3×6美标槽钢的腰高比国标[8.0槽钢的小4 mm,矫直力臂自然相应减小,因此冷矫中实际所需的矫直力要远远高于国标[8.0槽钢,单单通过矫直将最终产品的外缘斜度控制在允许范围之内难度较大。
为了解决这一难题,设计了双控制孔型系统。双控制孔型系统就是两个成品孔,分别为K1'和热轧矫直孔型K1"。在K1'的设计方面,K1'相当于正常(或常规)的成品K1架轧制孔型,目的是使产品的腰高、腿长、腰厚满足最终交货要求,因此参照国标[8.0槽钢将成品孔型的侧壁斜度定为12%。侧壁斜度较大可以降低轧槽内的金属流动线速度差,减少轧件与轧辊的接触弧长度,减轻金属横向流动对槽钢腿外侧壁磨损,提高表面质量以及预防塌肩、腿短现象[3]。而热轧矫直孔型K1"没有金属延伸变形,主要承担高温条件下对钢材的双侧外缘斜度和弯腰挠度的轧钢矫直,此时金属变形抗力较小,对轧槽磨损也小,并将热轧矫直孔型弯腰挠度设计为0.8 mm,双侧外缘斜度设计为1.2 mm,钢材经由热轧矫直孔型后其弯腰挠度和外缘斜度可基本符合交货标准,这样就大大降低了后续矫直机常温冷矫的工作压力。
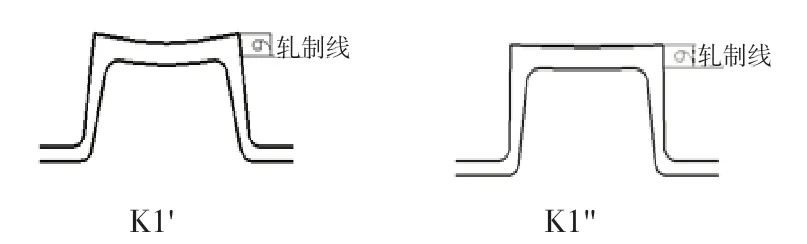
图5 双控制孔型设计
3.2 剪机剪刃孔型设计
剪机剪切力计算公式为:
式中:σt——在相应的剪切温度下,被剪切钢料的抗拉强度,MPa; S——钢材的横截面积,mm2。
C3×6美标槽钢采用GR50钢种轧制,其抗拉强度远高于国标[8.0槽钢。且C3×6美标槽钢的横截面积为1143.8 mm2,国标[8.0槽钢的横截面积为1024 mm2,由此可知C3×6美标槽钢的剪刃将要承受的剪切力远高于国标[8.0槽钢的剪刃。因此,对冷剪剪刃孔型进行了优化设计。采用斜配孔型系统,分散降低剪切负荷,同时考虑C3×6美标槽钢腰部厚度较大,对重合度进行校核,适当增加重合度。冷剪剪刃孔型如图6所示。
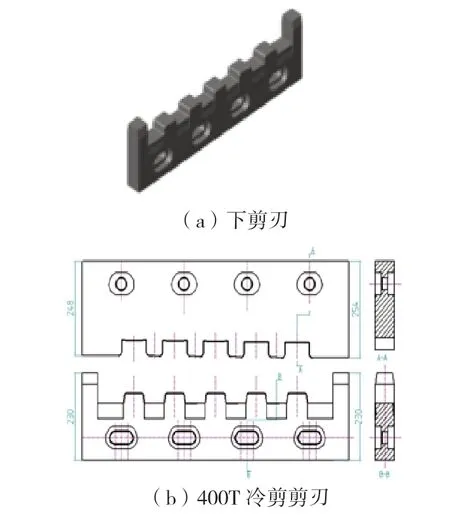
图6 冷剪剪刃孔型
从图6可以看出,冷剪剪刃有5个剪切槽,同时剪切5根C3×6美标槽钢,上剪刃左侧高度为248 mm,右侧高度为254 mm。剪刃斜度为6 mm,而下剪刃左右侧高度均为230 mm。斜配孔型系统就是倾斜上剪刃剪切面,使其在剪切过程中不同时与被剪金属渐进接触,即减小剪刃与钢材在同一时间内的接触长度,以期实现降低剪切力的效果。
3.3 矫直机(冷矫)矫直孔型设计
考虑到矫直难度会随着C3×6美标槽钢腰腿厚度和强度的增加而增大,结合以往C4×7.25槽钢的生产经验,对矫直孔型和地辊进行了再设计。为了保证最后冷矫的矫直质量,在常规矫直孔型设计的同时,对矫直机的1、2、3下辊增加不同凸度,减少辊与钢材的接触面积,使矫直力矩有所增加,协助改善矫直效果。C3×6美标槽钢矫直孔型设计如图7所示。
图7 典型夹杂物成分信息
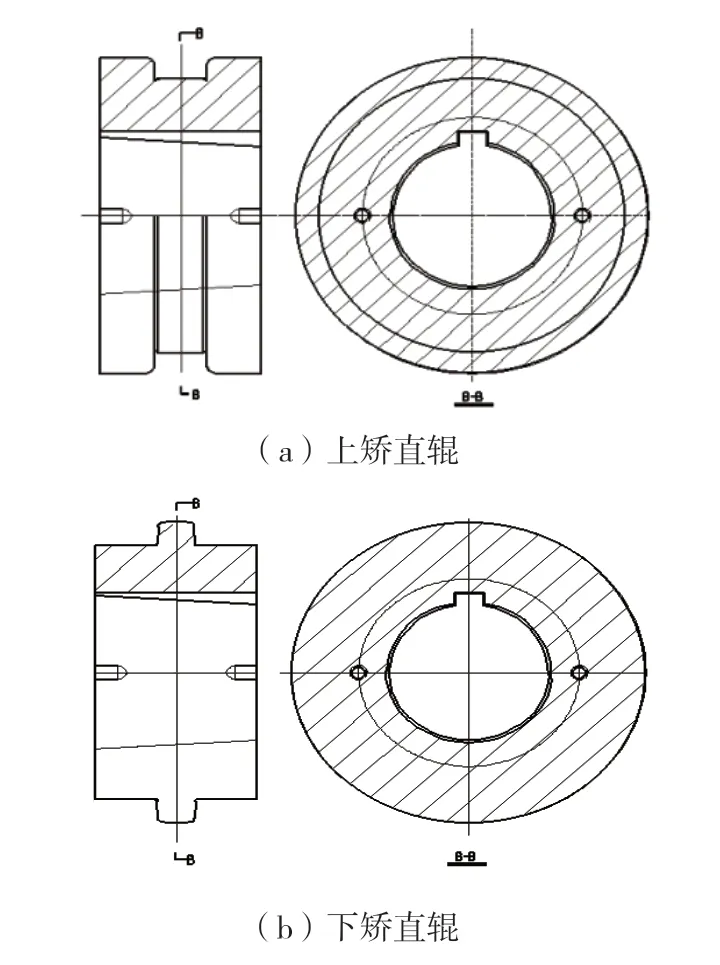
图7 C3×6美标槽钢矫直孔型
4 生产效果
安钢第一轧钢厂于2019年5月成功轧制生产了C3×6美标槽钢,生产牌号为GR50。力学性能合格率100%,综合成材率达90.74%。创增经济效益114 万元。
5 结语
在C3×6美标槽钢的设计开发过程中,遇到了槽钢腰部厚与腰高窄等导致常规矫直工艺无法满足标准要求的工艺难题,通过系统优化设计使问题得到了有效解决。首创了“双控制孔型系统”技术,在轧制道次分配上经由常规成品孔型前移,继而增设热轧仿矫直孔型道次,形成相呼应的两个成品控轧孔型K1'/K1"。该技术的成功应用,使其轧制既能沿用大斜度孔型系统轧制,又能通过热轧矫直工艺解决大斜度孔型系统对矫直机冷矫造成的巨大工序压力,并消解可能由此引发的最终冷矫质量风险。
C3×6美标槽钢的研究开发,促进了公司与重点客户间合作关系的不断深化,在满足个性化需求的同时,也有助于公司产品更好地走出国门,提升市场形象。该产品的力学性能及外形尺寸均符合美标技术要求,得到用户的好评,为安钢综合创效提供了新的亮点。同时为进一步采用国际标准如:美标、英标及欧标等型钢新产品的持续开发,积累了宝贵的技术经验支撑。
猜你喜欢
工业建筑(2022年4期)2022-07-27
安徽建筑大学学报(2022年3期)2022-07-06
新疆钢铁(2021年1期)2021-10-14
河北农机(2021年8期)2021-08-24
铁道建筑技术(2021年4期)2021-07-21
西南石油大学学报(自然科学版)(2021年3期)2021-07-16
模具制造(2019年3期)2019-06-06
汽车实用技术(2017年24期)2018-01-24
商情(2017年38期)2017-11-28
城市建设理论研究(2014年25期)2014-09-24
