挤压铝型材表面拉毛形成原因分析
2022-08-25 07:28康杰
科学与信息化 2022年16期
康杰
吉林利源精制股份有限公司 吉林 辽源 136200
引言
铝型材挤压生产过程中,存在不同程度的微小颗粒状凸,吸附于型材表面,用手摸会有一定的触感,这种现象不仅会严重影响氧化、电泳涂漆以及喷涂型材表面的美观性,还会大大降低生产效率和成品率。缺陷始于划痕条纹,于划道的收尾处经过积累,形成金属瘤,而这种金属瘤就叫作带金属瘤的拉毛缺陷,也被人们称之为麻面,或者拉毛颗粒,一些拉毛尾端不存在金属瘤,叫作普通拉毛[1]。拉毛尺寸通常在0.5-5.0mm之间,高倍下,沿着挤压的方向呈现出台阶状的划痕,相关研究表明,拉毛缺陷普遍存在于挤压制品表面,小普通拉毛对表明质量的影响不是很大,而大拉毛缺陷,特别是带金属瘤的拉毛,在氧化处理后,呈现出暗黑颜色,会影响型材的美观性。基于此,笔者对其形成机制展开了深入的分析,以便采取措施,最大限度地降低此类型材表面缺陷的发生率。
1 试验方法
笔者主要从三个方面着手,对拉毛缺陷形成的原因进行了研究与分析,具体内容如下:
1.1 合金成分差异对拉毛颗粒的影响研究
选择三种合金棒对同样的断面进行挤压操作,合金棒分别为6005内控、6060内控和6005A氧化。借助直读光谱仪、扫描电镜等检测手段,分析了特定位置的磨损形成和形貌,并与周围正常基体进行了比较。表1显示了试验合金的成分。

表1 合金成分( 质量分数,%)
1.2 挤压工艺对拉毛颗粒影响研究
型材出口温度的调控,通过改变挤压速度和铸棒温度,观察了表面拉毛颗粒的具体情况。
1.3 分析铸棒表面粗糙程度对拉毛形成造成的影响
选择了两种车削刀痕不同深度的铸棒进行测试,比较挤压之后的产品产生拉毛的情况。
2 试验结果与分析
2.1 拉毛外观形貌
型材需要平光氧化处理,带有金属瘤的拉毛缺陷受氧化以后,颜色呈黑色,这样,会对表面质量造成十分不利的影响,相反普通拉毛在经过氧化之后,并没有明显的变化,因此,分析研究金属瘤拉毛缺陷。目测发现拉毛前端有台阶状划痕,末尾处呈堆叠状、瘤状物,瘤状物出现以后,表面恢复正常。拉毛缺陷部位用手触摸比较粗糙,并带有尖刺感,堆积或者粘贴在型材的表面[2]。对挤压试验进行总体观察分析可知,6005、6060和6005A挤压型材当中的拉毛外形比较相似,产品末尾一处超出前端。而不同的地方为 6060整体拉毛尺寸相对偏小,划痕深度减小,通过研究表明,这可能与试验合金成分模具条件以及铸棒状态改变相关。如图1所示,25×下,拉毛前端具有非常明显的划伤,沿着挤压方向延伸,末端瘤状颗粒形状不规则;500×下,拉毛前端有台阶状划痕,沿挤压方向,缺陷尺寸大概在120μm左右,尾端瘤状颗粒可见明显堆痕。
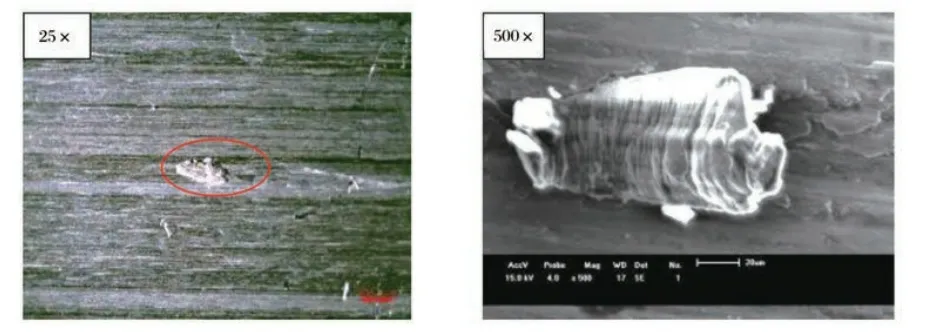
图1 拉毛缺陷的表面形貌照片
2.2 挤压速度与出口温度
试验正式实施前,前4支挤压速度为12.5m/min时,表面出现大量的颗粒,将速度提高到24m/min,颗粒数量会变少,但是对拉毛的影响不是很明显,这说明,当挤压速度较快时,减短摩擦时间,能够减少表面颗粒数量。试验过程中,当出口温度从510℃变为530℃时,挤压产品的表面质量降低,出现速度波动情况,导致色差和严重拉毛缺陷。在挤压条不发生任何变化情况下,出口温度的升高主要是由于金属与模具之间的摩擦[3]。理论上,均匀挤压过程中出口温度保持不变,但挤压速度越快,导热时间越短,从而致使热量得不到有效散失,最终使得工作带和产品接触部位的温度上升。表面金属黏附在模具死区,局部变形的破碎物体随着挤压而增大,沉积到模具工作黏铝层中,对黏铝层剥离比较有利的条件就是高温下,铝合金强度降低。因此,模具温度随着挤压次数的增多,模具温度较高,从而加重拉毛现象。可以得出结论,拉毛加剧的主要原因是工作区温度超过一定范围,加速了铝层的剥落。
2.3 成分分析
针对缺陷位置和周围基体区域,采取EDX,利用直读光谱检测原理缺陷的基体合金成分。表2为6005合金拉毛处成分测试结果,表3为6060合金拉毛处成分测试结果。基于6005A测试结果和6005相近,所以在此不做相关赘述。EDX结果证明,拉毛堆叠表面除O、C 相对偏高以外,与基体成分几乎类似,但是,与直读光谱检测成分 Si、Mg 含量相比,都比较高;一些细小的杂质颗粒聚集在拉毛尾部的金属瘤周围。杂质颗粒中含有C、O(或CL)或Fe、Si、S。此外,6060缺陷的Si含量低于6005/6005a缺陷的Si含量。

表2 6005合金拉毛处成分( 质量分数,%)
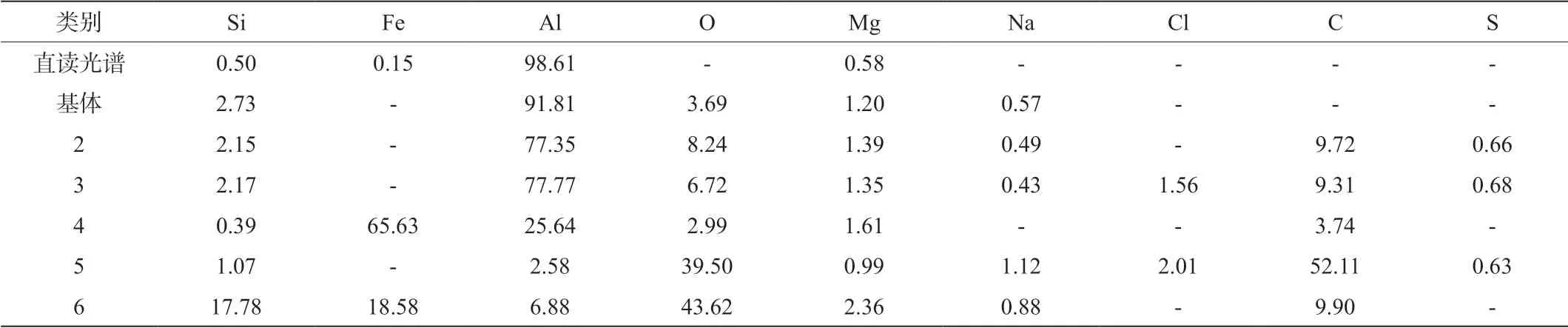
表3 6060合金拉毛处成分( 质量分数,%)
2.4 铸锭表面粗糙度的影响
试验表面,6005、6005A铸棒进行车皮操作之后,表面不光滑,且带有灰尘,其中有两根铸棒的局部位置的车削刀痕深度是最深的,挤压后拉毛数量增多明显。而且单个拉毛的尺寸比较大。而没有经过车皮处理的6060铸棒,表面相对光滑一些,拉毛数量减少。除此以外,多出来的切削液附着在铸棒车痕里,相应颗粒中C含量降低,证明铸棒表层的车削痕( 增大铸棒表面粗糙度) 在一定程度上会加重拉毛、颗粒形成。
2.5 结果分析
对6005内控、6060内控以及6005A精致氧化挤压型材拉毛缺陷分析研究可以发现,带有金属瘤的拉毛尺寸偏大,具体为1-5mm,表面呈现出堆叠形貌,前段出现台阶形状的划伤,致密性不好。金属瘤成分和Al的成分大体上相近,它的周围分布着很多含量高的不同性质的颗粒,如Fe、Si、O和C等。这充分说明三种合金拉毛形成的机制是一样的[4]。挤压期间,金流动摩擦会提高工作点温度,在工作带入口刃口处形成黏铝层,与此同时,铝合金中含有的过量的Si、Mn以及Cr等原色,容易和Fe形成置换固溶体,这些都会导致模具工作带入口形成黏铝层。金属不断向前发生移动,和工作带之间产生摩擦,在某一部位产生黏结、撕开黏结反复情况,致使金属该部位处不断的叠加,颗粒尺寸增加道一定程度时,流动制品会将其带走,同时形成划痕在金属表面,金属表面划伤端形成带金属瘤的拉毛缺陷。对此可认为其形成主要与模具工作区的铝黏附有关。分布在其周围的非均相可能来自外部润滑油、灰尘颗粒或铸锭粗糙表面带来的杂质,以及铸锭的氧化皮和内部硬相。
相比之下,6060试验结果中的粗化次数少,程度轻。一方面,由于模具工作带出口处的倒角和工作带的仔细抛光,铝层厚度减小;另一方面,它与硅含量有关。除Mg2 Si与Mg结合形成外,其余Si含量由高到低依次为6005(0.41%)、6005A(0.26%)和6060(0.16%),与粗化缺陷检测的成分趋势一致。
3 结束语
拉毛缺陷前端出现明显的、沿挤压方向台的阶状划痕迹收尾瘤状颗粒呈现出不规则的形状;较高温的挤下,挤压制品表面质量受到影响,同时出现速度波动,造成色差、拉毛严重; 拉毛缺陷的表面O、C含量比较较高,杂质颗粒中含有C、O,或者Fe、Si、s;6060合金缺陷处Si含量低于6005和6005A;铸棒表层的车削痕越多,即表面粗糙度越大导致拉毛、颗粒缺陷加重。
猜你喜欢
铝加工(2022年3期)2022-11-24
西安工业大学学报(2022年4期)2022-08-30
模具制造(2022年3期)2022-04-20
钣金与制作(2022年3期)2022-03-30
有色金属材料与工程(2021年5期)2021-10-25
科技视界(2019年27期)2019-11-05
扬子江(2019年3期)2019-05-24
中国建筑金属结构(2019年4期)2019-05-15
中国建筑金属结构(2019年4期)2019-05-15
科技资讯(2016年5期)2016-08-13