
低导热炉门在捣固焦炉上的应用
2022-09-03 06:18李飞飞翟廉贺李颜辉
煤化工 2022年4期
徐 仲,李飞飞,翟廉贺,李颜辉
(河南中鸿集团煤化有限公司,河南 平顶山 467045)
1 焦炉炉门的技术要求
焦炉属于单个炭化室间歇性生产,一座焦炉或一组焦炉的全部炭化室整体形成连续性生产的窑炉。焦炉炉门用于封闭焦炉炭化室的机、焦两侧炉口,与焦炉炭化室炉墙组成一个完整的隔绝空气加热的干馏空间。每一个炭化室的一个生产周期都需要进行一次装煤与一次推焦操作,机、焦两侧的炉门均需要启闭一次。
传统的大型焦炉炉门主要由高导热的蠕墨铸铁炉门外壳、高导热的蠕墨铸铁砖槽和炉门衬砖砌体三层材料构成,其中炉门衬砖砌体通常采用小块堇青石耐火砖加耐火泥浆砌筑而成。传统焦炉炉门结构示意图见图1。
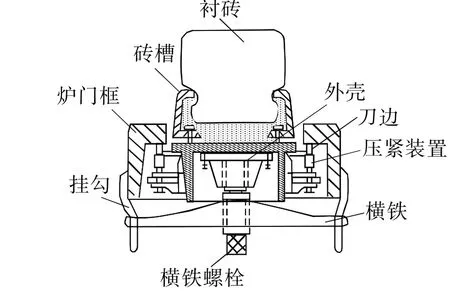
图1 传统焦炉炉门结构示意图
生产状态下,焦炉炉门金属外壁暴露在大气中,炉门内壁衬砖与炭化室内煤焦接触。随着周期性进行的炭化室干馏过程和炭化室装出炉的炉门启闭,炉门外壁温度在室温至200℃范围变化,而炉门内壁衬砖温度却在室温至1 000℃以上的范围剧烈改变。
在这种频繁的炉门启闭操作机械力作用与温度剧烈变化热应力作用的特殊工况条件下,要求焦炉炉门具有较低的导热性,良好的热震稳定性。
焦炉是耗能较大的工业窑炉。正常情况下,焦炉维持生产需要耗费49%~52%的自产煤气。大型焦炉表面的散热损失占炼焦耗热量的8%~12%,其中焦炉炉门的平均热损失约占整个焦炉热损失的10%以上[1]。
要求焦炉炉门具有较低的导热性,就是为了有效减少炭化室内部的热流通过热传导作用传至炉门的金属外壳乃至环境空气中,以保护炉门金属外壳,减少焦炉的散热损失。焦炉炉门导热性过高,会加大炉门的散热,恶化炉门附近的工作环境,并可能增加焦炉边火道的热负荷,出现炉头生焦。
要求焦炉炉门具有良好的热震稳定性,就是要求炉门衬砖具有抵抗温度的急剧变化而不破坏的性能,能够长期保持炉门的低导热性和高严密性。热震稳定性是耐火材料力学性能和热学性能的综合表现。热震稳定性好的炉门衬砖可以在长期反复的冷热变化中保持其材料的强度和形状的完好性,热震稳定性不好的炉门衬砖将在短期使用后强度大幅度降低,发生开裂、剥落甚至断裂破坏,失去对炉门金属外壳的保护,炭化室的高温影响到炉门金属外壳,使之变形,失去严密性。炉门与炉门框之间严密性不好,容易泄漏无组织逸散性烟尘,污染环境,甚至着火燃烧,严重时将导致炉门框、炉柱变形失效。
此外,还要求焦炉炉门操作轻便,清理容易,维护简单。
由于传统的焦炉炉门难以全面满足以上技术要求,焦化工作者通过不断探索,开发新型焦炉炉门。1978年美国成功开发堇青石多孔陶瓷制备工艺,1983年日本首先应用了由预制大块砖组成的焦炉炉门。随后,我国开发出堇青石多孔陶瓷质预制大块砖炉门,并在河南中鸿集团煤化有限公司(以下简称中鸿公司)等单位进行试用与改进,逐步完善并向焦化厂推广。
2 低导热炉门的创新要素
2.1 理想的炉门砖生产原料
低导热炉门的衬砖采用的材料属于堇青石陶瓷复合材料。堇青石是一种硅酸盐晶体矿物,其形状多为柱状或块状等。堇青石的化学式为2MgO·2A12O3·5Si O2(MgO质量分数13.7%,A12O3质量分数34.9%,Si O2质量分数51.4%),熔点为1 460℃。由于堇青石的分子结构中有较大的空隙,在高温作用下分子的受热振动有足够的空间,故其热膨胀系数非常小(2×10-6/℃左右),且具有良好的耐高温性、化学稳定性、介电性能以及高温力学性能等,因此被认为是理想的抗热震材料。
多孔陶瓷是一种用特殊方式成型,然后在高温下烧成,得到的具有大量开口或闭口气孔的陶瓷材料。多孔陶瓷具有体积密度低、渗透率高、隔热性能好、寿命长、抗腐蚀、耐高温和易生成的特点,被广泛应用于电子、航空航天、环保、化工、冶金等领域。多孔陶瓷的气孔率与体积密度成反比,与导热系数成正比。在多孔陶瓷性能中,较低的体积密度和导热性是原始堇青石不具备但炉门衬砖特别需要的,如体积密度不大于1.30 t/m3的多孔陶瓷,其导热系数不大于0.55 W/(m·K)(350℃±25℃),而黏土质体积密度为2.10 t/m3,导热系数约为1.05 W/(m·K)(350℃±25℃)[2]。因此,将堇青石制成多孔陶瓷,或者将堇青石与多孔陶瓷复合,可以成为兼具优良抗热震性与低导热性的焦炉炉门衬砖的理想原料[3]。
2.2 简化的炉门结构
传统的焦炉炉门横截面由内而外由衬砖、砖槽和外壳三层材料构成(见图1)。低导热炉门仅由预制大砖与炉门外壳二层材料构成,预制大砖通过自带螺栓直接紧固到炉门外壳上,省去了炉门砖槽。这种结构上的变化至少有三方面的优点:其一,因没有质量大的炉门砖槽,炉门质量减轻;其二,因没有高导热的炉门砖槽,炉门隔热性变好;其三,因没有一定厚度的炉门砖槽,炉门的总厚度减薄。
2.3 特殊的预制大砖生产工法
传统小块炉门衬砖的生产过程与一般黏土砖无异,即:配料→混合→模压成型→脱模→自然干燥→烘房干燥→烧成→检验,不适合生产堇青石多孔陶瓷材料。堇青石多孔陶瓷材料的生产方法有颗粒堆积法、发泡法、挤压成型法、添加造孔剂法、有机泡沫体浸渍法、溶胶-凝胶法、凝胶注模法等[4],其中仅凝胶注模法可以部分借鉴用于生产预制大砖。
预制大砖由于单块砖体积超大、质量超重、而且结构特殊,不能采取传统工艺技术。预制大块砖的制作采用了全新的生产工法,其原理类似于预制钢筋混凝土构件+普通耐火砖的生产过程,完整工艺流程包括:制作钢骨架→焊接安装螺栓→钢结构涂装保护→配料→混合→振动浇注成型→养护→脱模→自然干燥→烘房干燥→烧成→检验。
3 低导热炉门的工业应用实践
3.1 焦炉概况
中鸿公司2×60孔6 m捣固焦炉共有120个炭化室、240个炉门,焦炉炉门工作时承受炭化室温度为900℃~1 200℃。原炉门衬砖采用异型堇青石耐火砖砌筑,经过频繁的冷热作用,耐火砖出现了断裂、破碎、松动等现象,影响炉门密封,致使煤气外泄,造成能源浪费及环保问题。另外,在使用一段时间后,炉门隔热效果也明显下降,焦炉炉门表面温度达到200℃,大量热量散失,造成能源的浪费。
3.2 低导热炉门的结构与性能
中鸿公司逐步更换了新低导热炉门,每个新炉门仅使用5块堇青石多孔陶瓷预制大砖,通过螺栓直接固定在炉门外壳上,仅有4条砖缝,相对于原炉门采用砖槽镶砌51层102块小砖而言,砖缝大幅减少。
低导热炉门大砖与原炉门衬砖的理化指标比较如表1所示。

表1 低导热炉门大砖与原炉门衬砖的理化指标比较
3.3 低导热炉门的使用效果
3.3.1 炉门的质量变轻
新炉门相比原炉门,由于省去了砖槽,质量变轻20%以上,新旧炉门的质量比较详见表2。

表2 新旧炉门的质量比较
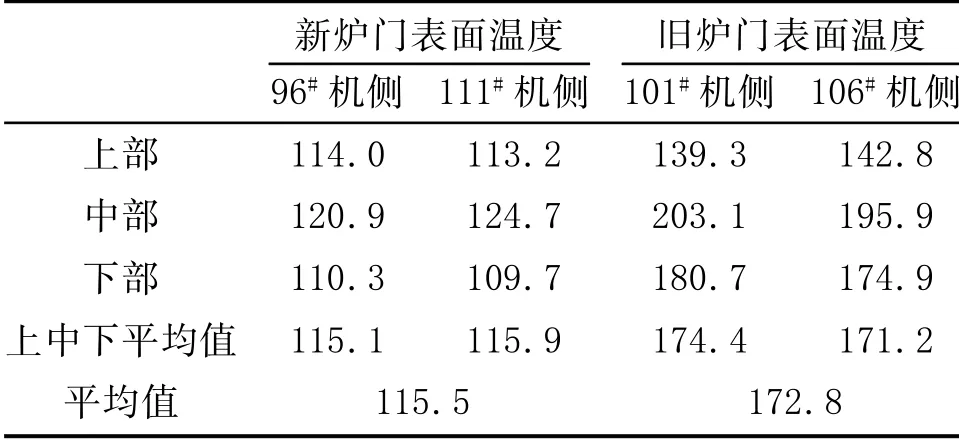
表3 新旧两种炉门表面温度比较 ℃
3.3.2 炉门的严密性增强
新炉门使用性能更优异的堇青石多孔陶瓷预制炉门大砖,砖缝大幅度减少,使炉门的整体性和严密性显著增强。原炉门砖缝众多,在使用过程中由于积焦、积炭,砖缝宽度很容易被扩大,使炉门的密闭及隔热保温性能快速下降。在使用新炉门后,跑烟冒火的现象鲜见发生,十分有利于焦炉的清洁环保生产。
3.3.3 焦炉产能提高
低导热炉门大砖的厚度为410 mm,比原炉门衬砖厚度减薄了10 mm,再加上省去了砖槽(厚度40 mm),每个炉门的厚度减薄了50 mm。焦炉机、焦两侧更换新炉门后,炭化室长度增加了100 mm。按照每个捣固煤饼的长度增加100 mm计,120孔焦炉每年可增产焦炭8 000 t以上。
3.3.4 保温隔热效果改善
中鸿公司的焦炉炉门采取逐步更换的方式完成升级换代,历时18个月。在同时使用新旧炉门的过程中,对新炉门的表面温度进行了检测,同时也对新旧两种炉门的保温隔热效果进行了比较,结果见表3。
由表3可知,更换新型炉门后,表面温度平均降低57℃左右,温度下降比较明显,估算炉门散热量降低约30%,节能与改善环境效果明显。
3.3.5 维护检修方便
低导热炉门采用预制大砖后,砖体表面光滑平整,基本不黏结焦油、焦油渣与焦粉,现场清理维护容易;即使更换炉门衬砖,也只需要松紧螺帽,检修十分方便,劳动强度显著减轻。
4 结 语
由于环保与节能压力,要求焦炉炉门具有更低的导热性,更高的热震稳定性。河南中鸿集团煤化有限公司与耐火材料研发单位合作,开发与应用的低导热预制大砖炉门质量轻、严密性强、保温隔热效果改善、维护检修方便,还能提高焦炉产能,工业使用效果良好,值得在焦化领域大面积推广应用。
猜你喜欢
现代装饰(2022年5期)2022-10-13
鞍钢技术(2021年1期)2021-03-01
中国化工贸易·中旬刊(2020年7期)2020-12-28
智富时代(2019年6期)2019-07-24
智富时代(2019年6期)2019-07-24
广东第二课堂·小学(2018年10期)2018-10-26
幸福·悦读(2017年7期)2017-07-25
江苏农业科学(2016年12期)2017-04-05
科学与财富(2016年30期)2017-03-31
江苏农业科学(2016年11期)2017-03-21
