过程参数对熔丝成型产品结合颈的影响
2022-09-21 00:34贠超群姜世杰李常有
东北大学学报(自然科学版) 2022年9期
贠超群, 姜世杰,2, 战 阳, 李常有
(1. 东北大学 机械工程与自动化学院, 辽宁 沈阳 110819; 2. 辽宁省机械装备动力学可靠性重点实验室,辽宁 沈阳 110819; 3. 辽宁轨道交通职业学院, 辽宁 沈阳 110023)
熔丝成型(fusedfilament fabrication,FFF)技术因其工艺安全、操作方便、绿色环保等特点已成为应用最广泛的增材制造技术之一[1-2].目前,FFF产品在生物医药、航空航天、建筑、食品等工程领域都有广泛应用,但与传统加工方式相比较,FFF产品的成型质量和机械性能明显较差.研究表明,挤出材料丝之间的结合颈与FFF产品的成型质量息息相关,结合颈越大其质量越好[3-7],因此如何有效增大结合颈对提高FFF产品的质量有重要意义.
近年来,国内外一些学者在改善结合颈方面进行了很多研究.Bellehumeur等[8]发现过程参数会对FFF过程的冷却时间和结合颈产生影响,其中挤出温度的影响尤为显著.Gurrala等[9]将理论与实验相结合,研究了结合颈对FFF零件强度的影响规律,发现零件强度和结合颈成正比关系.Kallel等[10]通过实验证明随进料速率、挤出温度和平台温度的增加,聚合物材料丝间的结合颈增加.Fan等[11]研究了连续复合纤维材料添加剂制造过程中结合颈的形成机理,并测量了挤出温度对结合颈力学性能和尺寸的影响.结果表明提高挤出温度,样件的抗拉强度和结合颈均有所提高.Jacobs等[12]通过实验研究发现温度和对流条件的变化对结合颈质量有显著影响.Ana等[13]认为在一定范围内材料挤出率越高,空隙含量越低,结合颈越大.
上述文献研究的过程参数数量较少,不具有普适性.针对挤出温度、打印速度、填充率、打印层厚度、挤出宽度、打印方向6个关键过程参数对结合颈的影响进行了实验与理论研究,为提出改进结合颈的新方法提供了数据支持与参考.
1 实验研究
1.1 样件制备
利用FLSUN型FFF设备制备了20 mm×20 mm×2.4 mm的方形薄板样件,如图1所示.样件为聚乳酸(PLA)材料,具有硬度高、强度高、熔点低等特点,是增材制造中的理想材料[14-15].
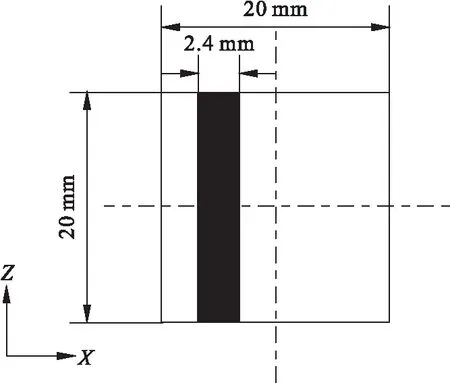
图1 样件示意图Fig.1 Schematic diagram of the sample
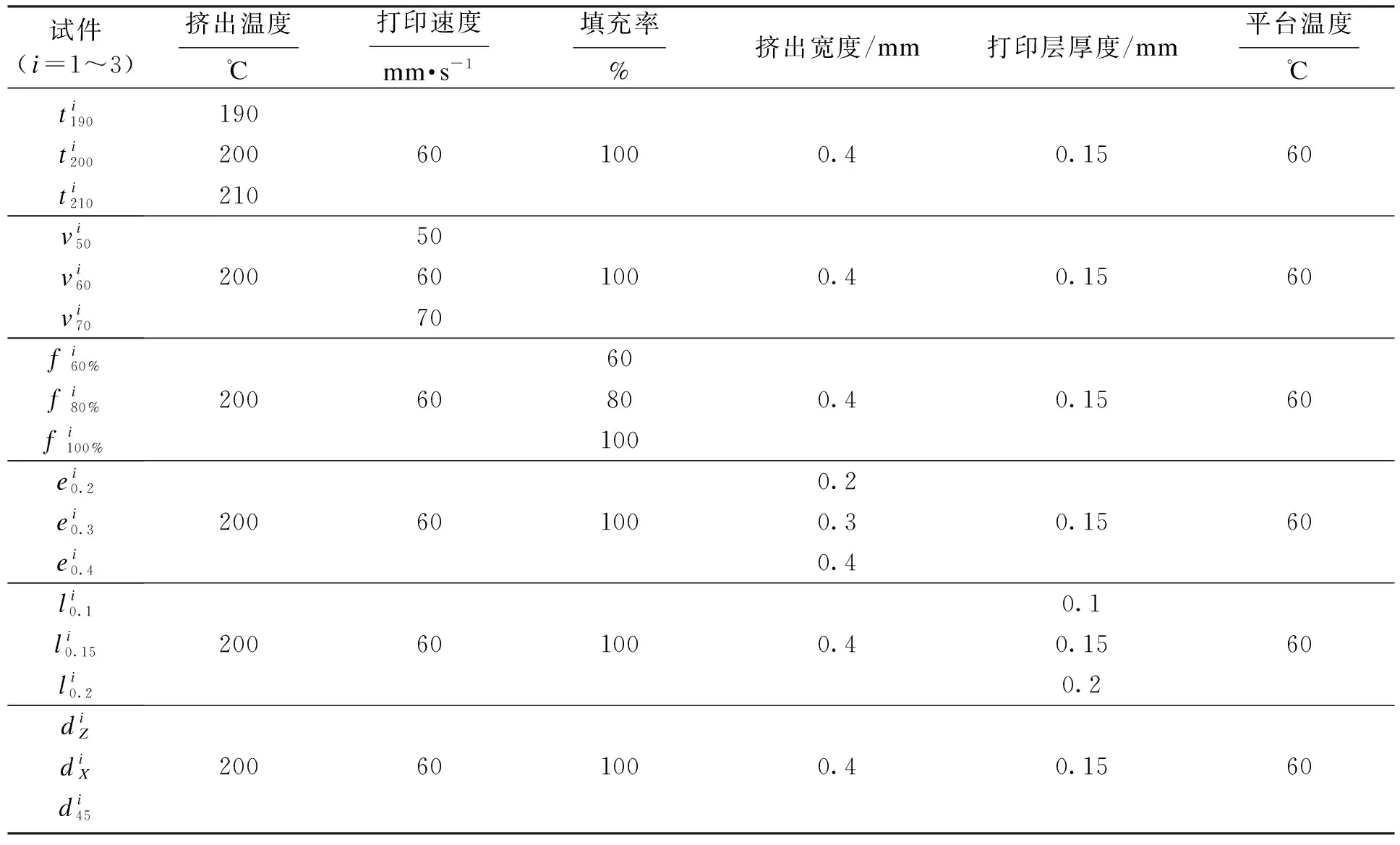
表1 样件的具体参数Table 1 Specific parameters of the samples
1.2 结合颈测试
为确定过程参数对样件结合颈的影响,利用如图2所示的JT-H360-4K电子显微镜对样件进行初步测量,并选取出成型效果较好的样件.使用场发射扫描电子显微镜(日立S-4800)针对每个样件进行扫描电镜分析,随机选择2个不同截面(垂直于纤维方向),并完成截面中结合颈长度的测试.每种类型样件分别获得50组结合颈的测试数据,为进一步保证结果的准确性和有效性,以50组数据的平均值作为单个类型样件的分析结果.

图2 电子显微镜Fig.2 Electron microscope(a)—电子显微镜; (b)—场发射扫描电子显微镜.
2 实验结果分析
2.1 挤出温度
挤出温度是热熔喷头加热材料丝至熔融状态的温度.在适当温度范围内,温度越高,结合颈平均长度越大,3种不同挤出温度下结合颈的具体数值如表2所示.
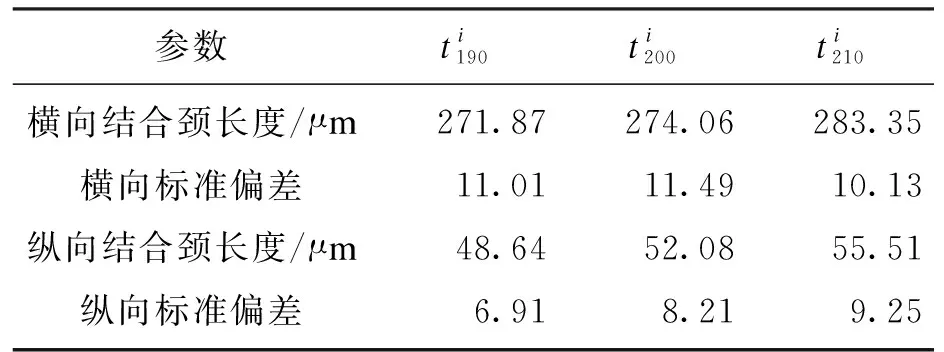
表2 不同挤出温度下样件结合颈测试结果Table 2 Testing results of the sample’s bonding neck with different extrusion temperatures
2.2 打印速度
3种不同打印速度下的结合颈具体数值如表3所示,可见速度越快,结合颈长度越小.

表3 不同打印速度下样件测试结果Table 3 Sample test results under different printing speeds

2.3 填充率
填充率是材料丝在打印样件内部的填充程度.填充率越高结合颈长度越大.3种不同填充率下的结合颈具体数值如表4所示.
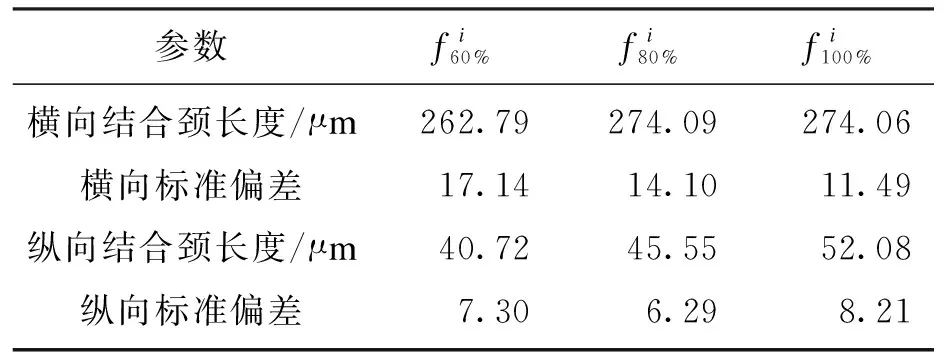
表4 不同填充率下样件测试结果Table 4 Sample test results under different fill rates
2.4 挤出宽度
挤出宽度是指挤出的材料丝宽度.随挤出宽度的增大,横向结合颈增大,纵向结合颈略微减小,但总体结合颈增大.3种不同挤出宽度下的结合颈具体数值如表5所示.

表5 不同挤出宽度下样件测试结果Table 5 Sample test results under different extrusion widths
2.5 打印层厚度
打印层厚度是挤出材料丝的厚度.打印层厚度越大,纵向结合颈越长,横向结合颈越短,但总体的结合颈增大.3种不同打印层厚度下结合颈具体数值如表6所示.

表6 不同打印层厚度下样件测试结果Table 6 Sample test results under different print layer thickness
2.6 打印方向
打印方向是打印样件的纤维方向.改变打印方向结合颈长度基本不变.3种不同打印方向下结合颈的具体数值如表7所示.

表7 不同打印方向下样件测试结果Table 7 Sample test results under different printing directions
2.7 扫描电镜分析
图3是表1中所列6种类型样件截面放大130倍后的扫描电镜图像.通过对比可知,挤出温度、打印速度、填充率对样件结合颈的影响较小;挤出宽度、打印层厚度对结合颈影响较为明显;而打印方向对样件结合颈几乎没有影响.
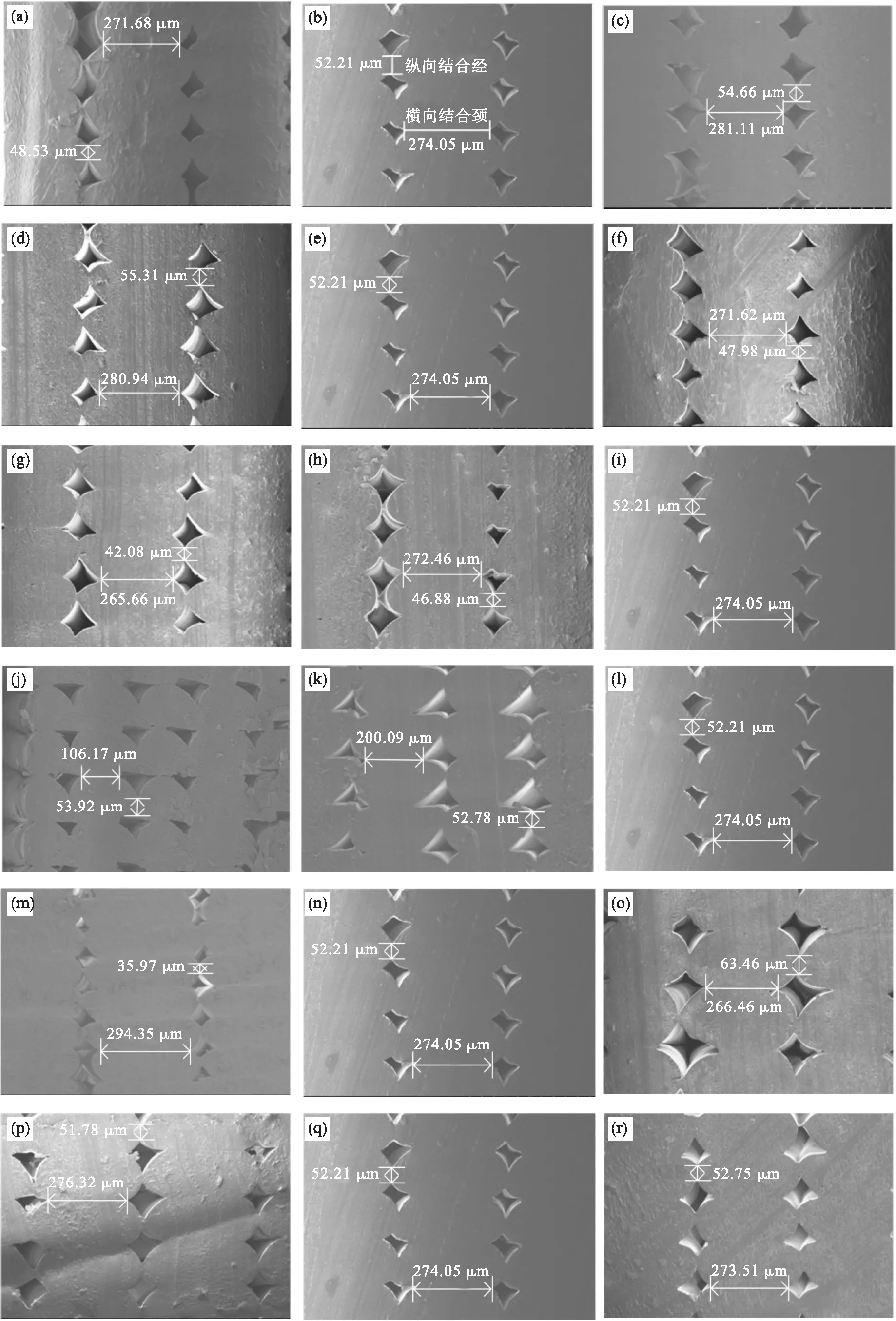
图3 不同类型样件的截面扫描电镜图像Fig.3 Cross-sectional scanning electron microscope images of the samples of different types(a)—t190; (b)—t200; (c)—t210; (d)—v50; (e)—v60; (f)—v70; (g)—f60%; (h)—f80%; (i)—f100%; (j)—e0.2; (k)—e0.3; (l)—e0.4; (m)—l0.1; (n)—l0.15; (o)—l0.2; (p)—dZ; (q)—dX; (r)—d45.
3 理论模型
3.1 结合颈模型
由于重力影响,挤出材料丝截面呈椭圆形.分别在水平和纵向产生两个结合颈.
以纵向为例,结合半颈y可表示为
(1)
式中:a,b分别是挤出丝椭圆截面的长半径和短半径;θ是瞬时半角.
结合颈瞬时半角的变化率为

(2)
式中:Γ为挤出材料丝的表面张力系数:η为材料的黏度.
将得出的瞬时半角代入式(1),即可确定结合颈长度.类似地,也可以计算出水平方向上的结合颈.
在挤出结合过程中,结合颈并不总是增长.当温度低于某个临界值时,它会停止生长.冷却模型为
T=T∞+(T0-T∞)·e-mx.
(3)

3.2 结果分析
表8对比分析了不同类型(不同打印层厚度和挤出宽度)的FFF样件结合颈的理论与实验结果,结果吻合度较好,误差范围为3%~18%,本文提出的理论模型能够准确预测FFF样件结合颈长度.
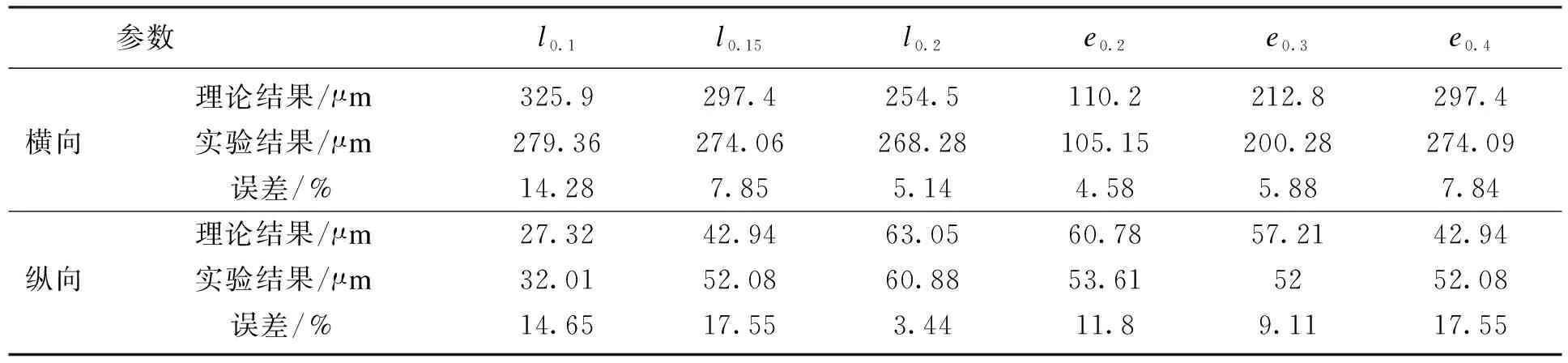
表8 理论分析与实验结果Table 8 Theoretical analysis and experimental results
4 结 论
1) FFF产品的结合颈随填充率、挤出宽度、打印层厚度的增加而增大,其中,增加挤出宽度,纵向结合颈略有减小,但总体结合颈增大;增加打印层厚度,横向结合颈略有减小,总体结合颈增大;在190~210 ℃范围内,挤出温度越高,结合颈越大;在60~80 mm/s内,结合颈随打印速度的降低而增大;打印方向对结合颈几乎无影响.
2) 通过扫描电镜可知,挤出宽度、打印层厚度对结合颈影响明显;挤出温度、打印速度、填充率及打印方向对样件结合颈的影响较小.从微观角度很好地验证了结论1)的正确性.
3) FFF样件结合颈越大,结合质量越好,即成型质量越好.
4) 本文建立的FFF样件结合颈理论模型能够准确预测样件中结合颈的长度.
猜你喜欢
企业科技与发展(2022年4期)2022-07-14
航天制造技术(2022年2期)2022-05-17
时代汽车(2020年3期)2020-04-20
智富时代(2018年7期)2018-09-03
智富时代(2018年7期)2018-09-03
湖北农业科学(2016年20期)2017-02-15
计算机应用(2016年9期)2016-11-01
科技视界(2016年21期)2016-10-17
电脑知识与技术(2016年8期)2016-05-19
人生十六七(2015年5期)2015-02-28