
基于搪瓷水箱内胆喷砂表面粗糙度的研究及应用
2022-09-22 10:32陈昌中王成根谭德强范召卿
日用电器 2022年8期
陈昌中 王成根 谭德强 范召卿
(珠海格力电器股份有限公司 珠海 519070)
引言
热水器搪瓷水箱实际生产过程,先将瓷釉涂覆在内胆基材表面,然后经过高温烧成使其熔融,最后通过冷却使金属和玻璃质无机材料两种性质不同的材料结合成为一个整体,使各自的缺点得到很好的补偿,优点得到很好的体现[1],最终成为搪瓷钢。这种搪瓷钢材料可以承受(-60~+450)℃的温度变化范围,并且能够承受甚至高达200 ℃的温度骤变[2],具有抗酸碱、耐腐蚀、无毒的特性,深受消费者喜爱。内胆流搪前需对喷砂预处理,将磨料高速喷射到工件表面,由于磨料对内胆内表面的冲击和切削作用,使工件表面获得一定的清洁度和不同的粗糙度[3],即在钢板基材表面形成大量的微坑,增大了基材与涂层的附着力,从而提高涂层的使用寿命。喷砂工艺的最主要评价标准是喷砂后所得到的粗糙度,良好的粗糙度即可以提升涂层的附着力[4]。目前,某公司搪瓷水箱内胆喷砂一次合格偏低,通过观察测量,内胆喷砂粗糙度测量值Rz一直徘徊在20 μm左右,达不到喷砂工艺所要求的质量等级和表面粗糙度要求(喷砂粗糙度测值Rz控制在25~35 μm之间),严重制约着搪瓷水箱内胆的产能,增加了车间内部产品返修成本和制造成本,该问题亟待解决。
本文以搪瓷水箱内胆作为研究对象,选择影响喷砂效果的三个关键因子(空气压力、喷砂入射角、磨料直径)实验验证,从而找到适合搪瓷钢板喷砂的最佳工艺参数,大幅度提升搪瓷内胆的喷砂表面粗糙度,达到提高、稳定搪瓷内胆喷砂一次合格率的目的。
1 实验部分
1.1 试验材料设备
本试验采用压缩空气作为动力的喷砂机,随机配有气压测量表,能对喷砂过程中的空气压力进行实时测量,棕刚玉磨料的添加量为 3~5 kg,输入空气压力0.3~1.0 MPa。为保证实验时喷枪与工件间的相对位置,喷枪需要夹具夹持。实验中可根据入射角的需要,选用不同夹角β的喷枪夹具。
1.2 试验材料
搪瓷钢板材料为BRT330R,尺寸为 100 mm×100 mm,力学性能为:抗拉强度400~520 MPa,屈服强度 330 MPa,伸长率≥22 %,见表1。

表1 BRT330R材料的化学成分
试验用棕刚玉磨料的主要化学成分为Al2O3,另含有少量的TiO2、SiO2、Fe2O3,磨料粒径尺寸为0.2~0.6 mm。
1.3 试验方法
通过前期对喷砂过程进行FMEA分析,选择RPN值高于60的三个关键因子,空气压力、喷砂入射角(即喷嘴与工件水平面间的角度)、磨料直径(即砂粒直径)进行实验验证。根据历史经验,空气压力、喷砂入射角、磨料直径之间可能会有交互作用,因此,特设计3因子2水平实验,结合喷砂工艺理论、搪瓷水箱喷砂工艺文件及小批验证,各因子水平选取如表2。
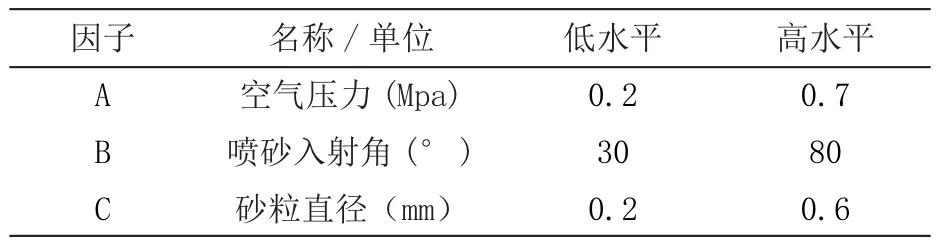
表2 3因子2水平实验取值
通过不同水平的喷砂工艺对喷砂表面粗糙度影响分析,各个试验设计水平均可满足搪瓷钢板表面粗糙度的要求,继续安排3因子、2水平部分因子试验和4次中心点实验,共12次实验,实验结果见表3。
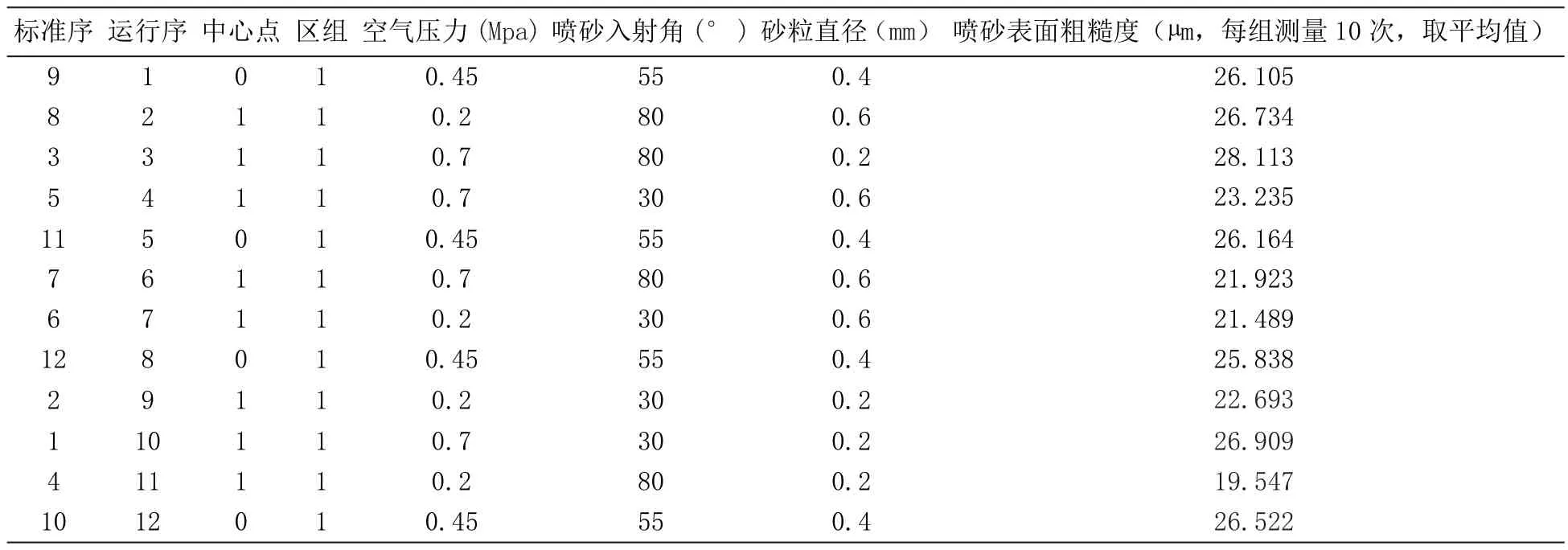
表3 3因子2水平实验数据
2 结果与讨论
2.1 空气压力、喷砂入射角、砂粒直径对喷砂表面粗糙度的影响结果
模型判断及因子效应分析:实验结果ANOVA表,如表 4、5、6。
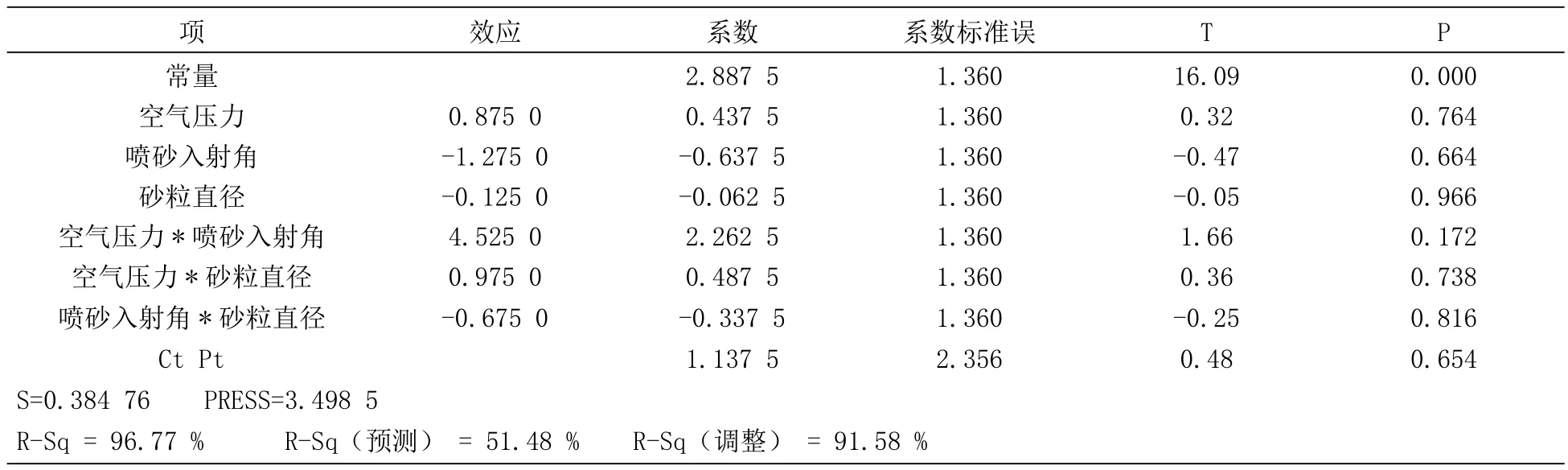
表4 喷砂表面粗糙度的估计效应和系数(已编码单位)
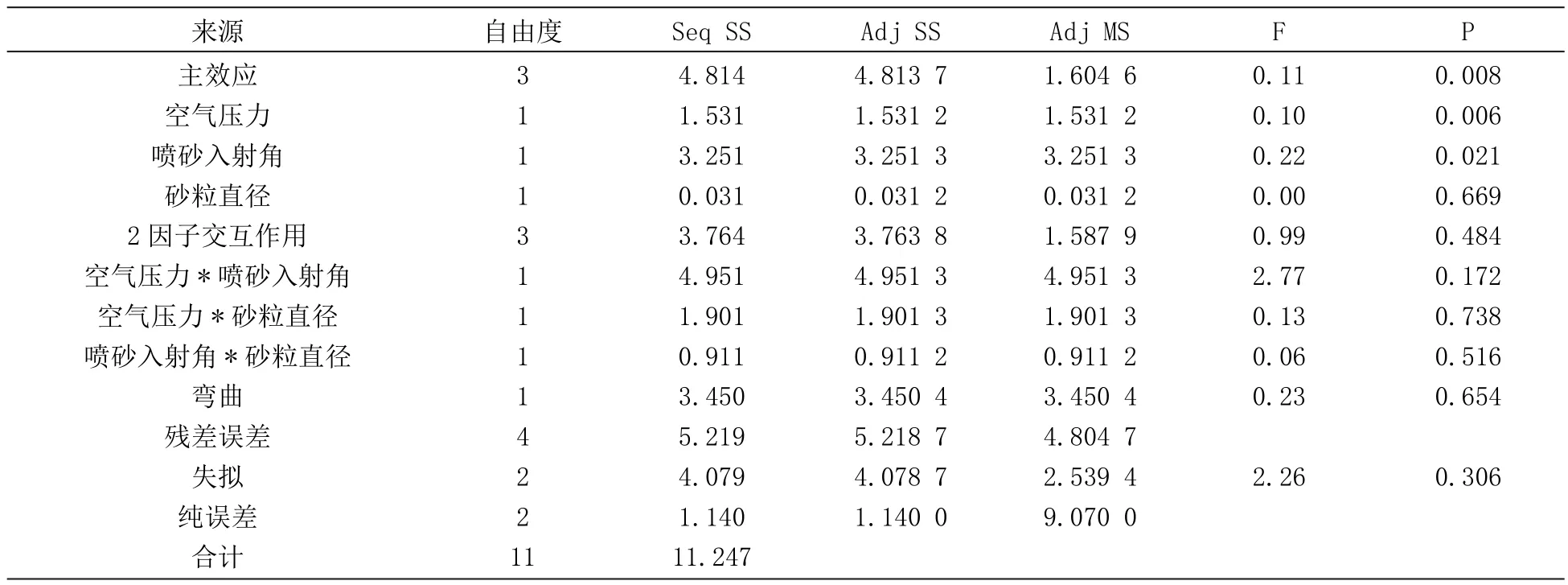
表5 喷砂表面粗糙度的方差分析(已编码单位)

表6 喷砂表面粗糙度的估计系数(使用未编码单位的数据)
拟合因子:喷砂表面粗糙度与空气压力,喷砂入射角,砂粒直径。
1)分析结果
主效应项P=0.008<0.05,表明要拒绝原假设,说明回归总效果是显著的。
失拟项P=0.306>0.05,无法拒绝原假设,可以认为回归并无失拟现象。
弯曲项P=0.654>0.05,表明无法拒绝原假设,说明本模型并没有弯曲现象。
总体效果评价:R-Sq = 96.77 %,R-Sq(调整)=91.58 %,两者间差距较大,说明模型还有改进的余地。
3个主效应中空气压力(因子A),喷砂入射角(因子B),砂粒直径(因子C)均是显著的,三个交互效应项空气压力*喷砂入射角、空气压力*砂粒直径和喷砂入射角*砂粒直径均不显著。
通过上表中,同时可以得出原始变量的回归系数。
为了能更直观的看到各项效应的显著性,运用正态效应图、Pareto效应图进行分析。
从图1、图2可以更直观的看出,空气压力(因子A),喷砂入射角(因子B),砂粒直径(因子C)对表面粗糙度的效应是均是显著的。空气压力(因子A),喷砂入射角(因子B)对表面粗糙度具有正效应。
2)确认主效应及交互效应的显著性
从图3中可以看出,空气压力(因子A),喷砂入射角(因子B),砂粒直径(因子C)三者回归线较陡,故主效应影响确实显著。如果仅仅处于使喷砂表面粗糙度达到最大,空气压力(因子A)越大越好,喷砂入射角(因子B)在80 °左右较好,砂粒直径(因子C)在0.2 mm越好。
针对以上的分析,我们选择最佳的参数组合,即将空气压力选择在0.7 Mpa,喷砂入射角选定80 °,砂粒直径选择0.2 mm,验证了13天水箱生产,其内胆表面粗糙度测量结果如表7所示。
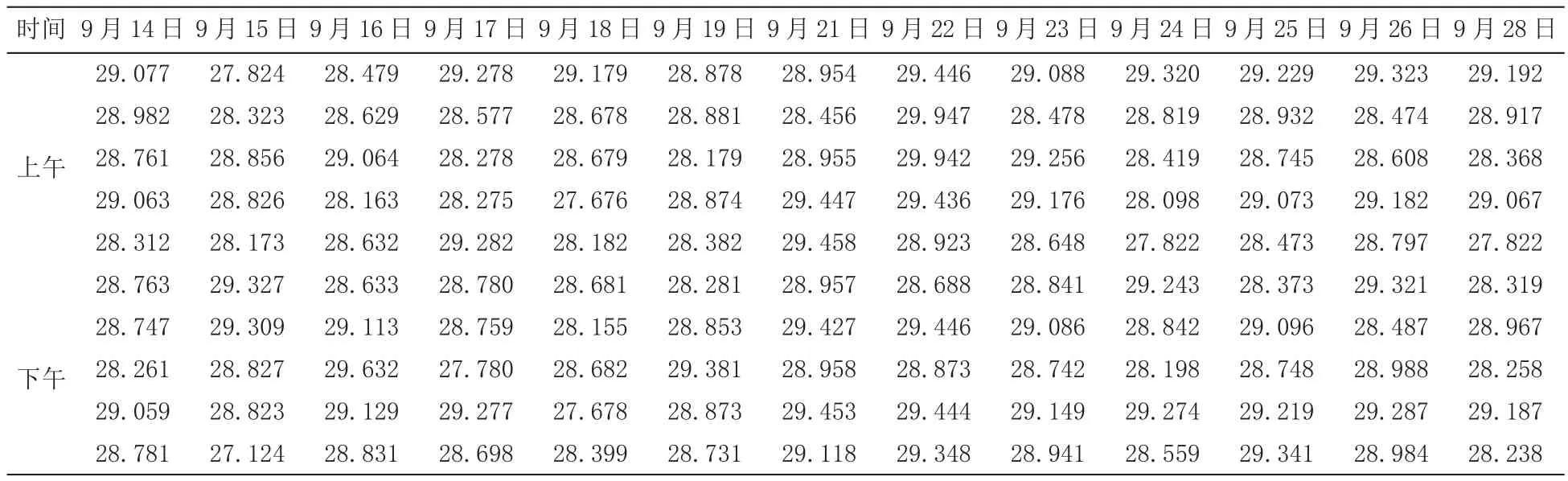
表7 表面喷砂粗糙度测量结果表(单位: μm)
经过以上参数调整对策实施后,我们通过统计近2周的搪瓷内胆的喷砂表面粗糙度,发现测量值已从原来的20 μm提高到29 μm左右,达到并超过了我们预定的目标。同时,也大大提升了水箱内胆搪瓷质量,提升了搪瓷内胆整体的使用寿命。
3 结果与讨论
通过DOE试验方法研究空气压力、喷砂入射角、砂粒粒径等关键工艺参数对搪瓷钢板表面粗糙度的影响,并得到以下结论:
1)随着空气压力的增大,喷枪内部的空气流量会增加,当喷嘴内径不变时,经喷嘴喷出的磨料粒子获得的总动量越大,加大对钢板的冲击力,从而使钢板表面产生的粗糙度越大。
2)随着喷砂入射角α的增大,磨粒对钢板试件的正面冲击力会增大,使得喷砂后形成的表面微坑变深,表面粗糙度变大;
3)砂粒的直径越大,其质量越大,在其它试验条件相同的情况下,随着砂粒直径的增大,对钢板的冲击力变小,形成的粗糙度Rz逐渐降低;
4)结合行业现状以及生产经验,找出影响喷砂效果的主要关键因子,通过DOE设计试验方案,借助Minitab软件进行数据处理和分析,最终得出喷砂关键工艺因素的最佳参数值:空气压力0.7 Mpa,喷砂入射角80 °,砂粒(即磨料)直径0.2 mm。
猜你喜欢
电镀与涂饰(2022年19期)2022-10-27
热喷涂技术(2022年1期)2022-08-06
天津理工大学学报(2021年4期)2021-11-10
济南大学学报(自然科学版)(2021年2期)2021-03-04
新少年(2020年10期)2020-10-30
诗潮(2018年10期)2018-10-17
上海航天(2018年3期)2018-06-25
科教导刊·电子版(2018年6期)2018-06-06
中华手工(2017年6期)2017-07-06
老同志之友(2016年5期)2016-05-14
