Mark VIe 控制系统在燃气轮机的应用
2022-09-29 04:37牛泽亭
仪器仪表用户 2022年10期
牛泽亭
(中海油惠州石化有限公司 动力部,广东 惠州 516086)
0 引言
公用工程动力站6B燃气轮机采用的控制系统是GE公司生产的Mark VI控制系统[1]。燃气轮机操作站(HMI)共有3台。燃机操作系统采用Windows XP系统,操作站已经使用多年,配置低,运行慢,如新购操作站只能安装Windows 10操作系统,目前操作站使用的上位机软件无法在Windows 10环境下安装,故操作站处于无备件状态,一旦现在设备出现问题,将直接影响工艺生产。
自2018年以来,燃机控制系统开始多次频繁出现异常报警及故障。2018年1月17日、2019年11月14日、2019年12月7日、2019年12月12日、2019年12月13日、2021年1月1日、2021年1月21日、2021年2月6日、2021年11月29日先后出现燃机控制系统<S>模块的I/O状态交换失败、热电偶卡通讯故障、燃机<R>模块通讯故障等,可断定该控制系统存在着比较严重的软故障且范围在不断扩大。这类故障通常是元器件老化,性能变差造成的,这给机组的稳定运行造成重大安全隐患。
GE公司已宣布2019年之后停止供应Mark VI备件,如果不升级控制系统,需要大量采购备件,费用成本大幅增加的同时,对大量备件的库存保管会增加难度,也需要考虑备件库存的自然损耗。因此,需要对燃机控制系统进行升级改造。
1 改造的详细内容
1.1 控制站
1.1.1 控制站配置
动力站燃气轮机升级后的控制系统Mark VIe是GE最新一代控制系统,系统具有完备的冗余技术,设备冗余包含所有与控制有关的部件都按冗余配置。其中,控制器三冗余、电源双冗余、联锁控制I/O卡件三冗余等。工作性能冗余包括控制器与三冗余模件之间通讯为三冗余,主干网通讯为双冗余网络结构。
Mark VIe控制盘的I/O点类型及数量按现有的GE公司提供的6B燃气轮机控制回路[2]及检测点统计,在实际I/O点总数基础上增加20%的备用量[3]。控制柜内也留有不低于20%的空间,为日后安装I/O卡件和端子板做预留。
Mark VIe控制系统的AI/AO模件中的AI精度为0.1%,AO精度为0.5%,AI/AO具备识别现场接线短路并发出报警的功能,DI/DO无此功能。各个模拟量输入模件均配备有A/D转换器,所有的模拟量输出模件也都配有D/A转换器。按GE标准,RTD信号均为单冗余信号,通过端子板直接传输到Mark VIe系统的专用RTD模件,无需使用温度变送器转换,减少RTD信号转换误差。
I/O模件的通道隔离方式为组间相互隔离,即每块I/O模件的输入组和输出组隔离。控制器、I/O模件有一定的抗干扰能力。系统的各种卡件[4]均具备在线热插拔功能,无需停电、停机,可以实现在线更换,方便故障的及时处理[5],解决问题,保证工艺平稳运行。由于具备强大的冗余功能,卡件能够自诊断。当卡件出现故障时,会有报警提示,且可自动进行切换。
1.1.2 电源
Mark VIe控制盘接收两路电源供电,一路为125V DC[6],一路为220VAC UPS。直流电源模块是主工作电源模块,交流电源模块热备用,故障可在电气专业进行监控。
1.1.3 系统可靠性
Mark VIe控制系统平均无故障时间(MTBF)是14427.24 h,平均强制停机时间(MTBFO)是192,000,000 h,控制器、I/O模件、端子板的平均故障修复时间(MTTR)是2 h,其它部件的平均故障修复时间(MTTR)是4 h。通过公式,可利用率 =MTBFO / (MTBFO + MTTR)×100%,得出可利用率为99.9967%。
1.2 操作站/工程师站
1.2.1 HMI配置
本次改造共配置3台HMI站(现场燃气轮机机柜室有2台HMI站,其中1台存储共享控制系统组态,中央控制室有1台HMI站),HMI站既被授权了操作员站功能,也被授权了工程师站功能,在任意一台HMI站均可以修改控制系统组态。在中央控制室CCR1设置了1台双屏HMI站,利用现有操作平台安装。现场燃气轮机机柜室设置2台HMI站,新增操作台。
HMI站硬盘按1:1冗余配置,并构成镜像硬盘,且采用双网卡配置,与PDH和UDH连接。HMI站拥有两级密码即管理员密码和操作员密码,管理员密码主要执行组态、逻辑修改等对系统维护的权限。操作员密码就是执行工艺人员日常操作、监视的各种命令,如画面数据监测、报警确认,历史记录查看等。每天HMI站均配备了白名单功能。
Mark VIe控制系统内部的Mark VIe控制盘,与3台HMI站自成时钟同步体系,以其中的1台HMI站的电脑时钟为时间源,对整个Mark VIe控制系统进行时钟同步,达到和全厂GPS系统时钟同步的目的。
HMI站配备了画面组态软件GE Energy Cimplicity 11,以及系统组态软件Control System ToolboxST V7.x。系统组态软件Cimplicity 11功能强大,可以实现组态现在修改并下装。人机界面(HMI)以GE 的CIMPLICITY HMI系统为基础,可在安装了Windows 10操作系统的计算机上运行。操作画面进行了汉化,操作画面的中英文可进行随意切换,更加直观,方便监视。
1.2.2 报警查询
报警通过人机界面(HMI)发送给操作员。许多显示画面都包含一个报警窗口,可以打开成为全屏的报警页面。报警信号分为4个级别,分别用不同颜色显示,以帮助操作员了解问题的严重程度。对报警信息进行筛选,可以使报警窗口显示全部报警信息,或者只显示工厂内特定区域发生的报警,从而帮助对故障进行诊断。根据报警信息,操作员可以选择控制相关设备,并发送报警事件的显示画面;还可以对报警信息进行分组,配备打印机的还可以进行打印;通过筛选功能还能对报警的先后顺序进行调整。此次改造对报警信息的描述进行了汉化,在英文描述的后面增加了中文描述,方便操作员故障判断。
1.3 系统网络
Mark VIe包含3层网络,分别是PDH即工厂数据高速通道、UDH即单元机组数据高速通道以及I/O Net网络[7],可以降低网络通信问题及数据拥挤网速变缓,大大提高网络稳定性和流畅性。工厂数据高速通道连接了各操作员管理站,快速有效地实现了非实时文件的数据传输。这一特点将非实时数据从UDH上分流出来,提高了网络的总体性能。单元机组数据高速通道,通过以太网架构将操作层与控制层串联在一起,使性能提升,以达到报警等信息的持续获得。
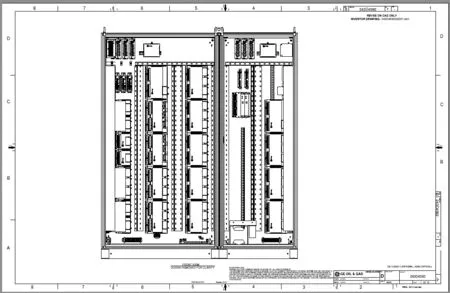
图1 Mark VIe机柜图Fig.1 Mark VIe Cabinet diagram
I/O Net为冗余网络,它通过交换机为就地操作站、工程师站和中控操作站相互传输高速数据。该网络使用100MB以太网采用了符合IEEE802.3标准的以太网设备,并且支持IEEE1588精密时间协议,利用原有光纤传输。
1.4 机柜配置图
本次改造配置2个同样尺寸的机柜,如图3。单个机柜的尺寸为2100mm(高)×1200mm(宽)×800mm(深)(包括底座),前开门,2个机柜中间贯通,重量在400kg左右。机柜留有20%的备用安装空间。机柜内设置了中间端子排,解决更换控制系统机柜后原有信号电缆不够长的情况。不够长的现场仪表信号电缆先接入中间端子排,然后接到燃气轮机控制系统的I/O端子板上。机柜内设置了配置光纤接口的交换机,通过利用的两根铠装单模光纤电缆与中心控制室CCR1机柜间的配置光纤接口的交换机通讯。
2 改造后的优势
原有燃气轮机采用GE的Mark VI控制系统,共有1台工程师站,2台操作站。其中,中央控制室操作站已经故障不能使用。由于燃机操作站是专用的工控机和专用软件,并且GE公司已不再生产Mark VI系统操作站,即操作站已经报废,而且中央控制室操作站已坏,为了确保中央控制室能够正常操作,将就地控制室操作站搬至中央控制室使用。所以燃机控制系统只有1台操作站和1台工程师站在工作,其所用操作系统是Windows XP,厂家已不再生产,没有备件可以进行更换。
原有操作站及工程师站使用时间均已超过10年,其可靠性逐步下降,随时都可能出现问题。当再出现问题不能工作,就会造成燃机失去监视和控制,严重威胁到燃机的安全运行,甚至引起意外停机事故和设备损坏的严重后果,存在现场正常生产的重大安全风险。故燃气轮机操作站处于无备件状态,一旦现在设备出现问题,将直接影响工艺生产。将燃气轮机Mark VI控制系统全套更换为Mark VIe系统,同时把操作站进行更新,中控增加1台双屏操作站,现场增加1台工程师站,1台外操站,保证了操作站的平稳运行。操作站Windows XP系统升级到Windows 10系统,解决了Mark VI控制系统原软件版本太低,无法在Windows 10系统安装和运行的问题。
燃机所使用的Mark VI控制系统是GE的上一代控制产品,它由3个机架集成卡件模块构成,分别称作<R><S><T>模块。该控制系统从2009年投用至2017年,运行比较平稳,极少出现异常报警。自2018年以来,燃机控制系统开始多次频繁出现异常报警及故障,其中<R><S><T>模块均分别出现过故障,甚至引起过停机。当时也更换过热电偶卡、通讯卡、电源卡、模拟量卡等卡件,可见Mark VI控制系统的卡件已经逐渐老化,且GE公司已经停止了对燃机Mark VI控制系统的备件生产和供应。改造为Mark VIe控制系统,解决了原系统因高负荷连续运行,控制系统硬件故障率增加,控制系统故障无配件更换问题。
Mark VI控制系统采用的是三冗余硬件结构,但是现场的重要联锁仪表进入卡件并不是<R><S><T>均匀分配,造成燃气轮机并不能完全实现三冗余。Mark VIe控制器是GE公司传统的三重模块冗余机组控制系统的最新继承,属于GE的第三代数字燃气轮机控制系统。
对于联锁控制等重要仪表完全实现了三冗余,控制器、通讯卡、内部交换机也是完全的三冗余,外部交换机、电源模块均是双冗余,保证了控制系统的稳定性。
3 结语
将原有Mark VI系统更换为Mark VIe系统,Mark VIe在系统诊断和冗余特性方面进行特别设计,可以有效缩减停工期,增强了系统的诊断性能,提高了控制稳定性。改造为Mark VIe控制系统,解决了Mark VI控制系统故障无配件更换问题,加强了系统运行的安全可靠性,增强了故障诊断功能。操作画面进行了汉化,操作画面的中英文可进行随意切换,更加直观,方便监视[8],达到了预期的目的,保证了燃气轮机长期平稳安全运行。
猜你喜欢
科技视界(2022年20期)2022-10-17
大电机技术(2022年4期)2022-08-30
铝加工(2021年4期)2021-11-29
消防界(2021年19期)2021-11-14
安徽建筑(2021年3期)2021-04-02
中国新技术新产品(2020年23期)2021-01-28
今日消防(2020年1期)2020-05-26
山东工业技术(2019年7期)2019-05-29
科学与财富(2018年10期)2018-06-09
科学导报(2017年43期)2017-07-09