基于UR10机器人的涂胶系统应用
2022-10-06 04:13张艳清郭大川
计算技术与自动化 2022年3期
张艳清,郭大川
(北京奔驰汽车有限公司,北京 100176)
北京奔驰汽车有限公司作为汽车行业的佼佼者,始终以品质为核心,以智能制造与绿色制造为双擎,为了使自身高质量发展更好的助力首都汽车工业持续向高精尖转型,引进了大批先进的智能化设备。作为智能化设备的代表,机器人对生产制造业的发展起着至关重要的作用,机器人技术已成为衡量一个国家科技创新和高端生产制造水平的重要指标。传统的工业机器人在使用过程中为了保证在机器人可达范围内人员的安全,通常会根据现场环境及工艺要求设定相应的安全区以及安全防护栏,将人与工业机器人彻底分开。这样不仅占用了大量的空间,产生了防护性设备预算,还大大降低了人机协作程度。根据现场某些工位的工艺复杂程度,传统的工业机器人已经无法满足实际生产需求,此时,引进柔性化机器人来实现生产过程中人机协作显得至关重要。
目前柔性化机器人的出现有效地解决了生产线对人机协作的需求,例如KUKA LBR IIWA智能型工业作业助手是一款量产的灵敏型机器人,该机器人通过关节力矩传感器可立即识别接触并降低力和速度,通过位置和缓冲控制来实现人机协作;发那科公司推出的一款全新协作机器人,负载可达到35 kg,该款机器人无须设立安全防护栏,人与机器人可共同在某一工位进行协作;优傲公司提供的UR10机器人专为更大型的、对精确性和可靠性仍然有高要求的作业所设计,该机器人系统编程简单,设置快捷,具备协作性与安全性。
为了尽快实现人机协作,装焊车间引进了基于UR10机器人的涂胶系统,并针对涂胶系统的整体结构、软件设置以及涂胶系统的搭建与测试情况进行介绍。
1 涂胶系统的整体结构
基于UR10机器人的涂胶系统主要是以UR10机器人手臂作为执行机构,机器人控制箱作为系统的主控单元,SCA涂胶头作为系统工具,涂胶控制器和胶泵为该系统的动力机构。图1为基于UR10机器人涂胶系统的结构。

图1 涂胶系统结构示意图
1.1 UR10机器人系统
UR10机器人系统主要包括UR10机器人、机器人控制器、UR示教器以及相关线缆。近些年,UR机器人在车企中得到了越来越广泛的应用,主要优点如下:
机器人各关节运动范围大:UR协作机器人的各关节运动范围为±360°,在整个空间工作范围为一个球体,工作区域无死角,可以实现任意安装方式。
通信方式多样化:UR机器人支持Profinet、TCP/IP、Ethernet 、ModBusTCP及I/O的通信方式,可以与大多数PLC及上位开发软件进行通信。
重复定位精度高、运行速度快:UR机器人的重复定位精度能达到±0.03mm,对于精密组装更加适合。机器人运行的最大线速度能够达到2.5 m/s,稳定性好,故障率低。
安全设置方面:拥有15个高级安全配置功能 符合:EN ISO 13849:2008 PL d, EN ISO10218-1:2011,clause5.4.3, ISO/TS 15066标准。
接下来对UR10机器人本体、机器人控制器以及机器人示教器进行介绍。
1.1.1 UR10机器人
UR10机器人主要由六个机器人关节和两根铝管组成,机器人的机座与机器人的工具相连,机器人允许工具能够在机器人工作空间平移和旋转,能够满足现场涂胶工艺需求。表1是UR10机器人的技术参数。
1.2.2 机器人控制器
机器人控制器作为机器人系统的控制单元,内部含有存储卡并存储机器人工艺程序,内部的驱动主板通过线缆对机器人本体6个轴进行驱动。此外,控制器通过通信接口与上位机连接,同时通过I/O接口与外围子站进行信号交互,从而完成工艺作业。
1.2.3 机器人示教器
机器人示教器作为机器人系统的人机界面,可以根据实际需求完成通信参数设定以及对现场工艺作业进行编程,也可以通过人机界面查看实际报错信息等。另外,示教器上还配有安全急停按钮,可以在紧急情况下进行使用。
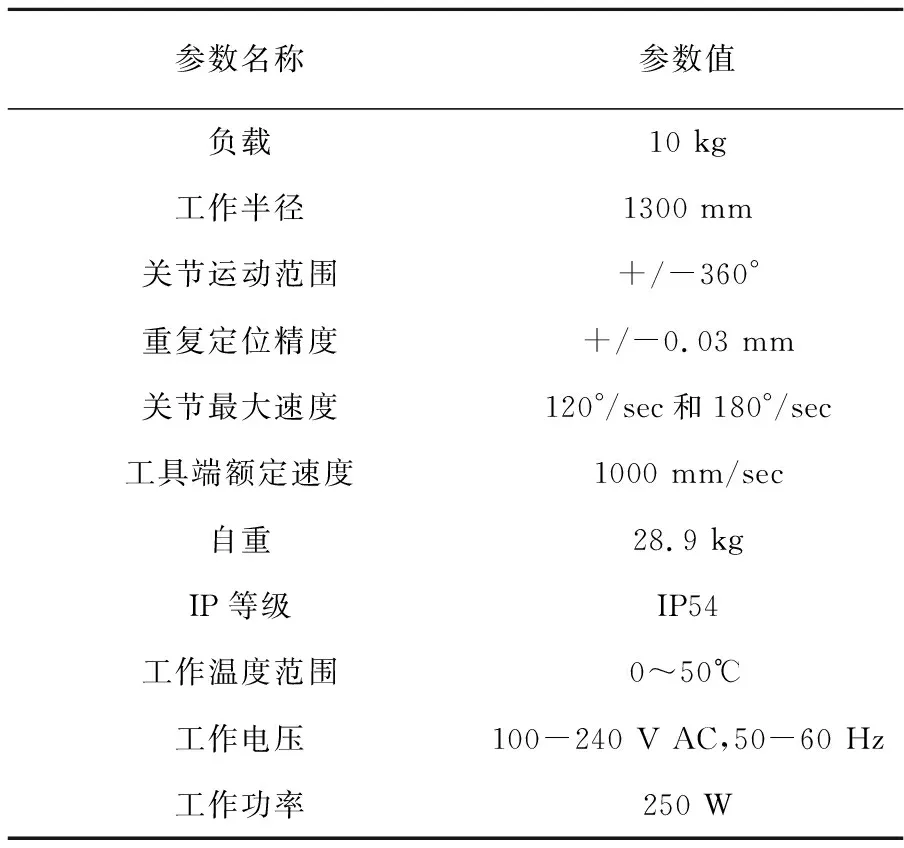
表1 UR10机器人技术参数
1.2 SCA胶泵系统
胶泵系统由德国SCA公司提供,主要由气动泵、控制单元、加热单元、涂胶工具等组成。该胶泵系统可实现最大允许胶料压力350 Bar,最大胶料加热温度100℃,最大气源压力6 Bar,压比57∶1。
根据实际工艺要求,使用适用于UR机器人的自动涂胶工具,涂胶工具主要包括气缸、阀针、加热单元、密封润滑单元以及涂胶嘴。
1.3 放件台
工件放件台主要是用于加工人放置工件,由于MFA项目涉及五款车型,故在设计该放件台时必须考虑到工件的防错问题。为了解决该问题,设计方面主要依靠不同的定位块进行区分,若加工人取错工件时,便无法放进指定位置。根据物种车型,放件台上装有5个按钮,每个按钮代表一种车型。加工人放完工件后,根据所放置工件所属车型,选择按下相应车型按钮,此时机器人会收到信号,调取相应车型的机器人程序,带动涂胶工具进行该车型的涂胶工艺。放件台上每个车型位置都配有三个光电传感器,主要用于检测工件是否到位以及工件是否被取走,机器人根据传感器的状态判断是否进行下一个工艺循环。图2为该系统所使用的机器人涂胶工具和涂胶放件台:
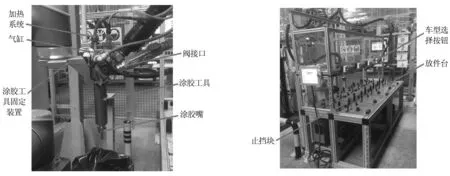
图2 涂胶工具和放件台
2 电气方案
基于UR10机器人的涂胶系统采用了UR机器人系统,SCA涂胶系统以及放件台。UR10机器人主要由220 V 50 Hz的主电源进行供电,涂胶控制柜主要由220 V电源供电。由于放件台上有选择车型的按钮,每种车型放件位置均有三个感应工件的光电传感器,而UR10机器人只有8路通用数字I/O,无法满足现场工艺需求,为了解决上述问题,在电气方案设计上专门使用了扩展数字量I/O模块,该模块通过Modbus通信协议与机器人控制柜相连,使用I/O信号传输的方式与放件台上传感器进行信号交互。图3是本涂胶系统的电气设计图。

图3 涂胶系统电气设计图
3 软件设置
UR机器人的软件设置主要在PolyScope机器人用户界面进行。PolyScope以层级结构的形式来组织各个屏幕画面,主要涉及运行程序、机器人编程、设置机器人、关闭机器人。在编程环境中,屏幕以选项卡的形式组织排列以便于访问。本部分主要讲述I/O配置、安全配置以及机器人轨迹程序的编辑。
3.1 I/O配置
UR机器人主要通过PolyScope界面中I/O模块对各个信号点进行设置,并根据设计的电路图纸,对使用的I/O信号点进行硬线连接。本课题针对I/O信号点的分配主要用于车型的区分以及涂胶阀的控制,DI3~DI7五个输入信号点分别对应五种车型的输入按键,DO3~DO7五个输出信号分别接于按键指示灯,DO1用于涂胶阀的开启,同时为了便于信号点的监控,在I/O配置界面里对每一个使用到的信号点进行注释编辑。
3.2 安全配置
UR机器人系统拥有一套高级安全系统,安全系统的设置必须在确保机器人周边的所有人员和设备安全的情况下进行配置,可以通过安全配置界面设置机器人手臂的最大力、功率、速度以及动量。根据现场工艺需求该系统对机器人TCP移动速度设定为250 mm/s,并对速度进行实时监控,当机器人运行速度超过了速度设定值,机器人就会以1类停机方式停止运行。1类停机是UR机器人在驱动电源开启的情况下对机器人减速,使机器人在不偏离当前路径的情况下停止。
外部急停功能实现主要是将双通道外部急停按钮连接至安全输入点,A通道正负极接于管脚24 V和SI0,B通道正负极接于管脚24 V和SI1。当遇到紧急情况时,按下急停按钮,机器人会以1类停机方式停止运行。
3.3 机器人运动编程
机器人程序编程主要通过PolyScope软件完成,并根据上件台上的车型选择按钮选择需要涂胶的车型,机器人收到该信号后进入相应车型主程序,为了进行新车型涂胶工艺,机器人先将上一个循环信号点复位,然后通过If分支语句以及上件台上接收到的工件感应传感器信号进行车型核实,车型准确无误后,机器人开始进行涂胶。涂胶过程中如果发生碰撞,达到了设定最大碰撞力时,机器人会立即停止,加工人确认该工位无安全风险时,可以选择继续涂胶还是直接回HOME位置。图4为涂胶系统流程图(图4)。
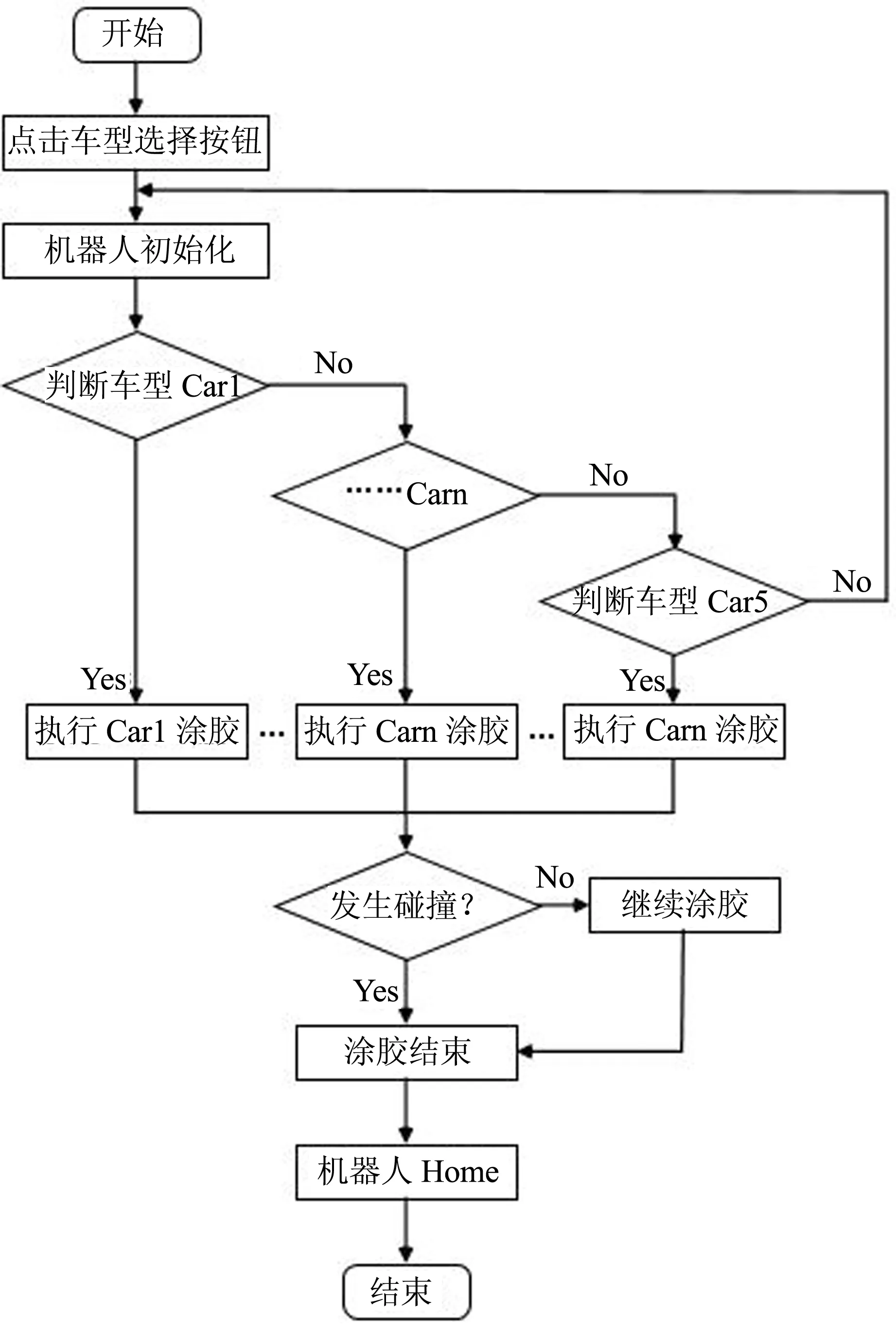
图4 为涂胶系统流程图
3.3.1 运动程序
UR机器人涂胶轨迹指令主要使用了指令MoveL (该指令下的路点均执行直线轨迹)、MoveJ (该指令下的路点按照机器人内部计算执行最短路径),机器人开始涂胶时先通过指令MoveJ移动至目标点Car1_P1,此时依靠指令“等待 Car1_BG11=TRUE and Car1_BG12=TRUE and Car1_BG12=TRUE”确定机器人是否收到上件台Car1三个感应工件传感器信号。根据涂胶工艺要求,涉及的涂胶工艺均为直线运动轨迹,故通过MoveL指令完成,为了使工艺轨迹准确,通过指令“Set_payload(4.5[0.07,-0.25,-0.3])”补偿机器人工具负载引起的微小偏差。在指令MoveL下方插入Car1_P2,机器人移至该路点时,执行指令“设置Doser_open=TRUE” 开启涂胶阀,机器人沿涂胶轨迹路点Car1_P3,Car1_P4,Car1_P5完成涂胶工艺。并通过指令“设置Doser_open=FALSE”关闭涂胶阀,机器人通过指令MoveJ回至路点HOME位置。
3.3.2 人机协作受力设定
人机协作是本课题的一大亮点,机器人正常工作过程中与加工人进行协作时,难免会由于人员的误动作导致与机器人相撞,为了保证人员安全以及更好地实现人机协作,对UR机器人各个轴关节角度进行监控,每个关节角度范围为±363°。正常生产涂胶过程中,机器人穿过上件台窗口对工件进行涂胶,此时工艺需要涂胶另外一种车型时,加工人会在机器人涂胶过程中去上另一个工件,这样机器人与人可能发生碰撞风险。根据现场工艺实际需求,加工人在放件台另一侧上工件,图5为现场UR机器人涂胶工位示意图。
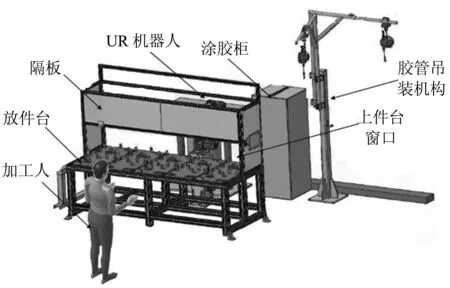
图5 UR机器人涂胶工位示意图
通过图5可以看到,机器人在正常工作过程中,通过上件台窗口进入上件台并开始涂胶工艺,由于隔板的视觉障碍,加工人肩部以上部位如额头、颈部、脸等很难与机器人存在干涉,加工人上件过程中最容易与手及手臂发生碰撞, 风险非常高。根据2016年2月份由国际标准化组织(ISO)正式出版的ISO/TS 15066机器人和机器人装置.协作机器人中附录A表A.2人体部位受力极限的规定,设定UR机器人碰撞力时主要参考手臂及手的受力极限,具体受力极限如表2所示:
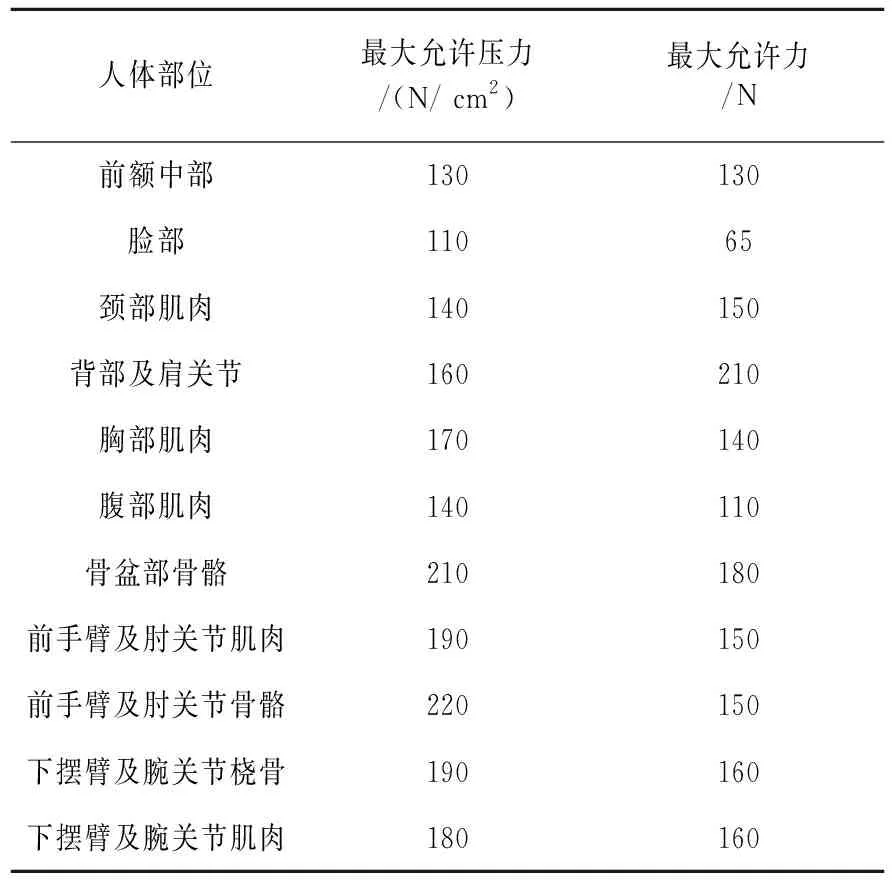
表2 人体部位受力极限
结合上述表格及涂胶工位示意图,设定UR机器人碰撞受力时主要以手臂部位受力极限作为参考,故该受力≤150 N,由于机器人法兰测固定着胶枪,机器人正常工作时需带动胶枪及胶管进行涂胶,若该设定值过小,那么机器人感受力时会很敏感,严重影响生产。综合考虑,将机器人感应力设定为150N。
4 涂胶系统的搭建与测试
基于UR10机器人涂胶系统,北京奔驰在前驱车装焊车间左右侧围工位各自搭建了一套系统。搭建完成后,对该系统进行了涂胶工艺测试、碰撞检测测试以及人机协作测试等工作,将系统成功应用到了现场。
4.1 涂胶工艺测试
根据现场涂胶工艺要求,侧围胶条宽度为2.00 mm,误差允许范围±0.10 mm,本测试连续生产50套工件,从中抽取5套工件对胶条宽度进行测量,测量结果如下:2.03 mm、2.01 mm、1.96 mm、2.05 mm、1.95 mm。经过验证,该系统完全符合工艺要求。
4.2 碰撞检测测试
机器人正常运行过程中,加工人用手触碰机器人,当机器人受力达到设定值150 N时,就会以1类停机模式停止运行,并通过I/O模块向胶枪阀发出关闭信号,涂胶立刻停止。与此同时,机器人示教器显示出对话框提醒加工人机器人受到碰撞,这时加工人需确定现场安全无问题便可在示教器上点击复位,机器人自动回HOME位置,等待下一个工件。
4.3 人机协作测试
生产过程中,机器人可能被外部因素打断而停止运行,有时停止位置很难依赖于编辑好的程序回HOME位置,这时就需要人为干预将机器人移至初始位置。人机协作测试需要加工人在机器人正常运行时触碰机器人并停止运行,此时,加工人可以用手沿着加工人设定的任意轨迹将机器人移至HOME位置,从而实现人机协作。
5 结 论
通过对优傲机器人及SCA涂胶设备研究,提出了一种基于UR10机器人的涂胶系统,根据现场工艺需求,完成了搭建与调试工作,并对系统进行了涂胶工艺测试、碰撞检测测试以及人机协作测试,最后成功应用到了现场。北京奔驰装焊车间已经拥有了智能化生产线,作为智能化设备的代表,UR机器人有着非常重要的应用价值和市场价值,更重要的是将利旧产品SCA涂胶系统与UR机器人系统相结合,充分体现了北京奔驰汽车有限公司“走向卓越2025”的战略目标。
猜你喜欢
汽车实用技术(2022年12期)2022-07-05
商业评论(2022年4期)2022-05-05
南都周刊(2021年3期)2021-04-22
商情(2020年4期)2020-03-23
源流(2018年9期)2018-03-01
源流(2018年9期)2018-03-01
环球时报(2017-11-27)2017-11-27
读者(2017年14期)2017-06-27
知识就是力量(2017年3期)2017-03-21
数字技术与应用(2016年11期)2017-02-09