轴承座零件的智能生产线设计*
2022-10-28 09:28刘学航
机械工程与自动化 2022年5期
刘学航,王 信,楚 功
(宜宾职业技术学院,四川 宜宾 644003)
0 引言
2015年5月19日,国务院正式印发《中国制造2025》实施纲要,要求加快新一代信息技术与制造业深度融合,切实推进传统制造业向智能制造转型升级[1]。由于产品的多样性以及更新速度快的特点,企业在实施智能制造升级转型过程中,仍然面临着开发周期长、交付时间短、改造费用高和试错成本大等问题。
Visaul One是国际领先的全方位工业智能制造工厂虚拟仿真系统,利用Visaul One可以对工业机器人、电气及周边设备进行三维虚拟仿真,根据用户需求快速地建立智能生产线的仿真模拟并进行工程规划、工程验证、工艺分析和逻辑验证等工作,整合物流、人机工程及物理仿真模拟功能,帮助企业在研发前期进行工程及产能验证,成功提升行业竞争力。
本文以某电机轴承座零件的智能制造生产线设计为基础,通过对轴承座零件数控加工工艺及生产线流程分析,结合博图TIA软件和Visual One软件,完成轴承座零件的智能生产线的设计及虚拟仿真,以及生产线规划、验证、流程分析和逻辑验证等。本文构建的生产线柔性好,降低了人工成本和设备成本,提高了轴承座零件的生产效率,为同类产品企业向数字化、智能化、信息化、柔性化的升级提供了参考。
1 轴承座零件数控加工工艺分析
轴承座零件图如图1所示,其表面主要由平面、凸台、孔等构成。凸台轮廓由直线和圆弧组成,主要在数控加工中心上完成。按照先面后孔、先粗后精、先主后次的加工顺序[2],制定零件数控加工工序卡如表1所示。
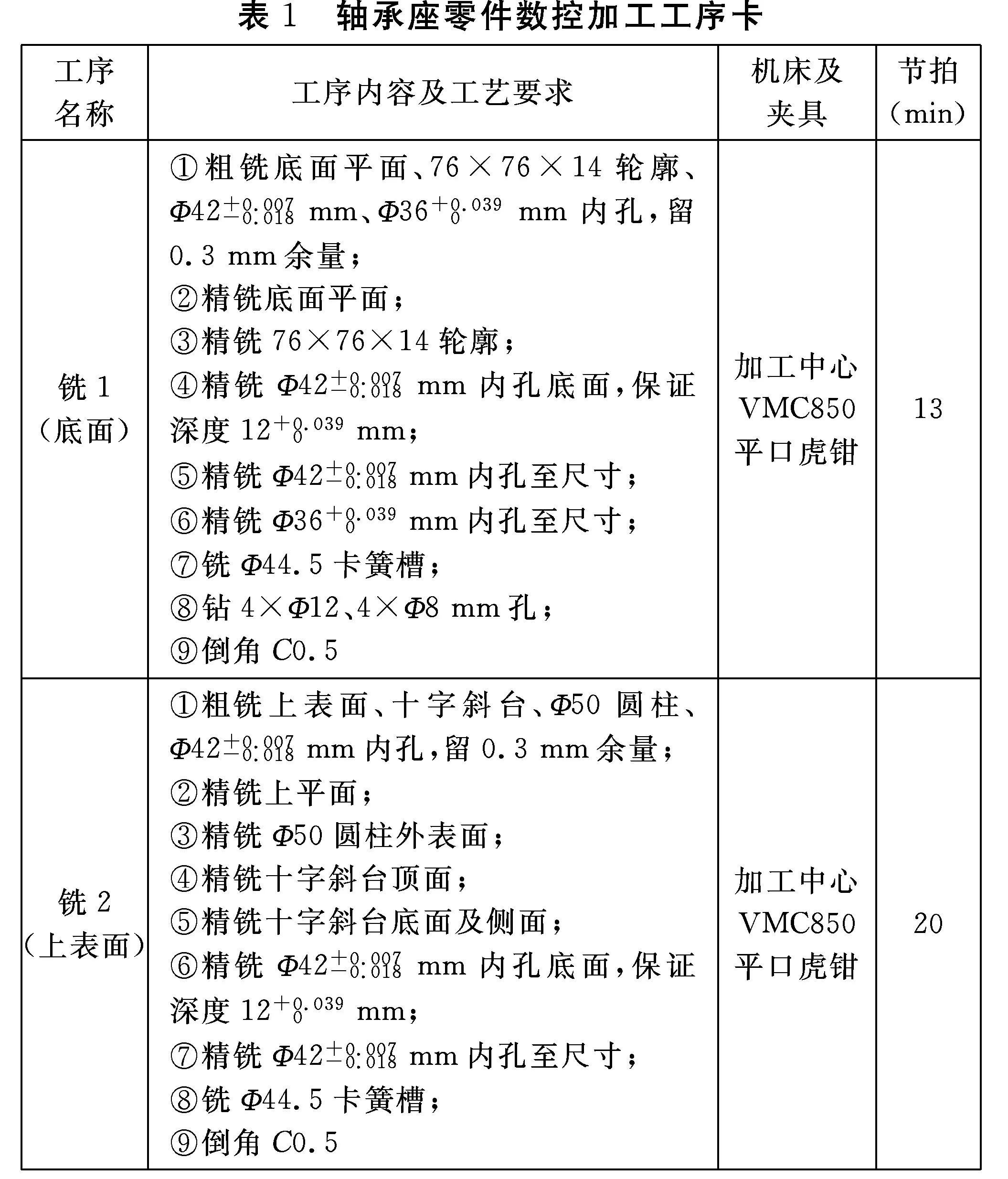
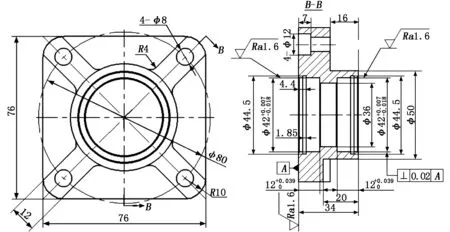
图1 轴承座零件图
2 轴承座零件生产线工艺流程分析
根据轴承座零件的加工工艺,结合板类零件的加工特点,生产线以零件的数控加工、清洗、检测、仓储为技术路线,结合生产车间物料流转过程规划工作流程,实现多品种零件的自动上下料、混流加工以及零件的清洗、检测、搬运、仓储[3]。设计的生产线既可以整体运行,也可以根据生产任务拆解模块,拆解出来的模块可以独立运行,生产线工作流程如图2所示。
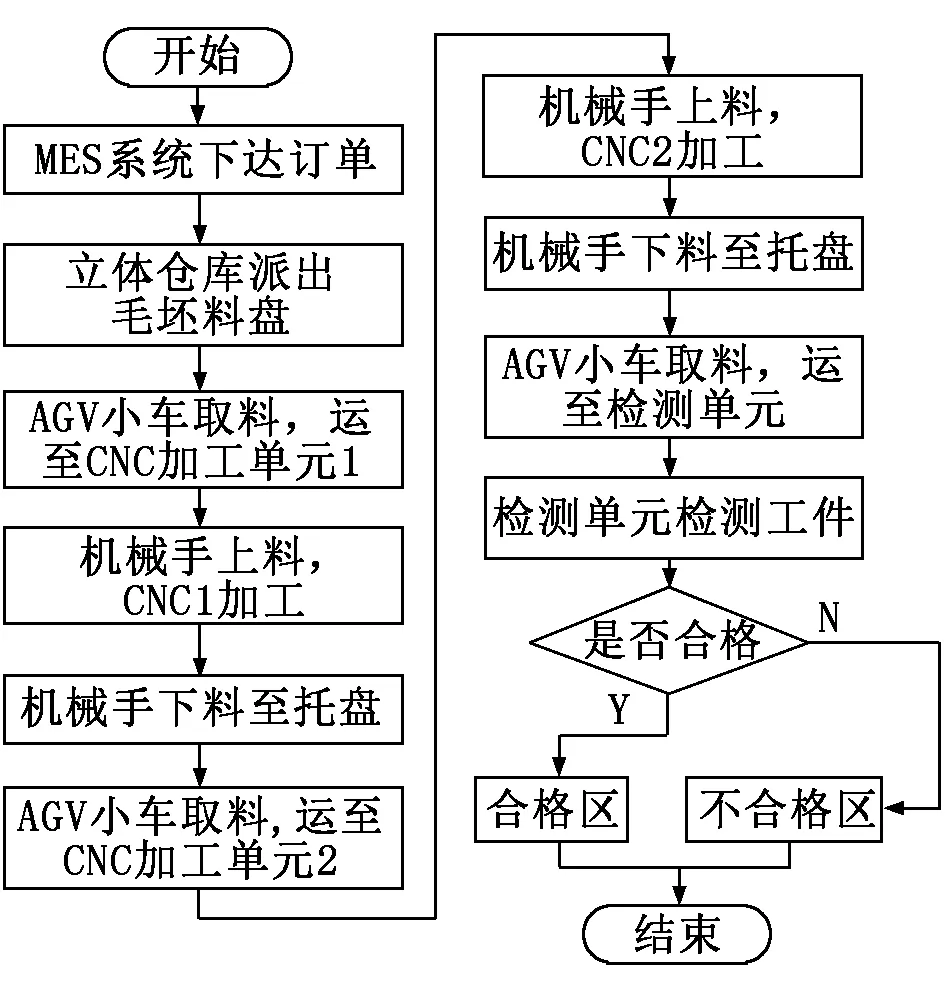
图2 生产线工作流程图
3 智能制造生产线模块设计
根据生产线工作流程图,零件智能制造生产线主要由立体仓库、2个CNC加工单元、检测单元、AGV小车、环形输送线、电子看板、总控制台和装卸定位台等组成。生产线平面布局示意图如图3所示。
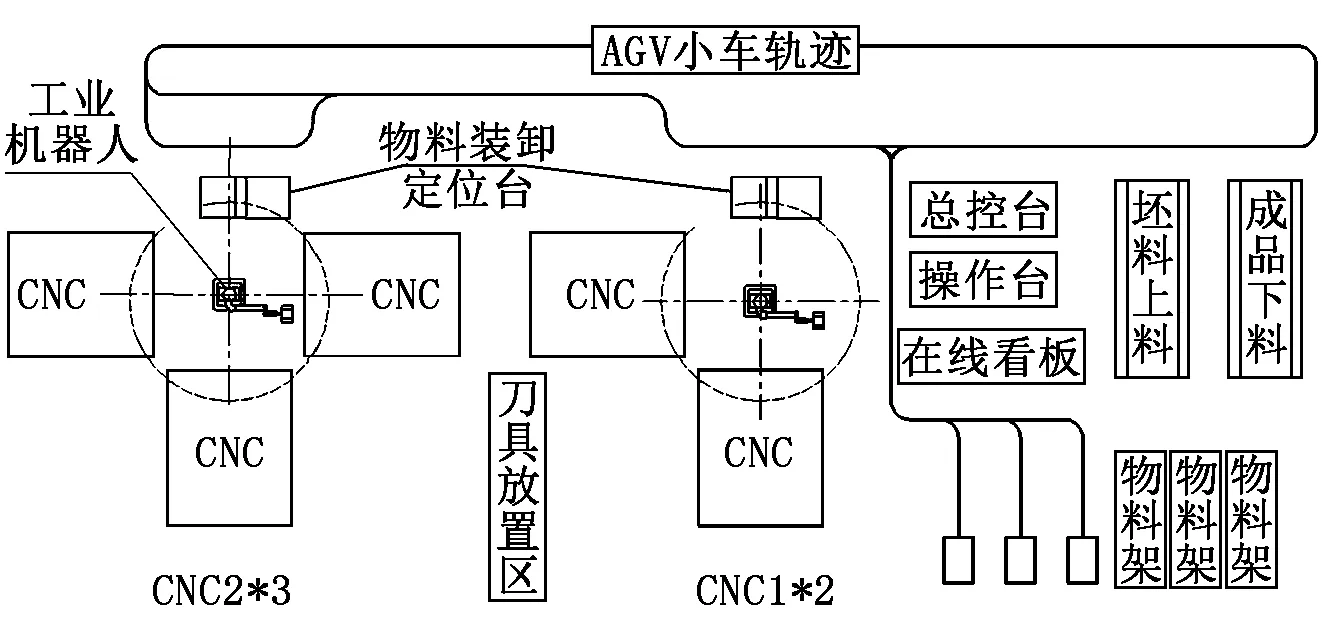
图3 生产线平面布局示意图
3.1 总控单元设计
总控单元主要由MES系统(见图4)、PLC控制中心、CAD/CAM中心和看板等组成,主要实现手动/自动排程、加工程序管理、刀补信息采集、机床和机器人数据采集、测量数据采集、料仓管理和运行状态监控(见图5 )等功能,达到订单下发、生产数据统计和质量追溯的目的。

图4 MES系统界面
3.2 仓储物流单元设计
仓储物流单元主要包括智能立体仓库、RFID、 AGV 小车、工件和刀具装卸定位台等部件,可以实现对毛坯、产品的出入库、输送及产品身份信息追踪。
3.3 CNC加工单元设计
CNC加工单元以加工零件的工艺过程和生产线整体需求为基础,采用立式加工中心两次装夹完成轴承座零件加工,结合零件的输送方式配置合适的上下料输送线。生产线包括2个CNC加工单元,CNC2加工单元的设计效果图如图6所示。配置主要包括物料装卸定位台、CNC机床、工业机器人等部件。其工作流程为:AGV小车仓库取料运至CNC1物料装卸定位台→机器人取料、上料到CNC1机床→CNC加工→加工完成机器人取料到CNC1物料装卸定位台→AGV小车仓库取料运至CNC2物料装卸定位台→机器人取料、上料到CNC2机床→CNC加工→加工完成机器人取料至CNC2物料装卸定位台。
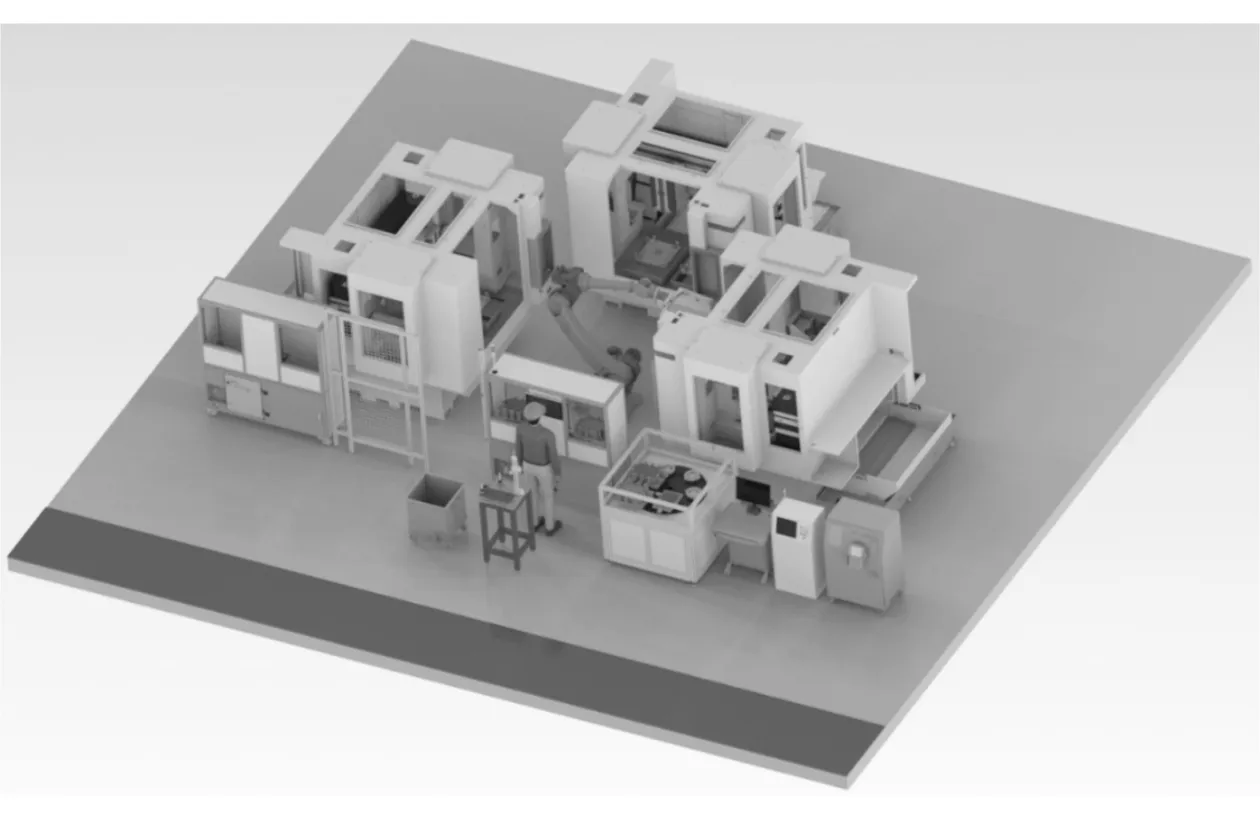
图6 CNC2加工单元效果图
4 智能生产线仿真与测试
4.1 生产线虚拟仿真
首先,根据轴承座零件数控加工工艺分析及智能生产线流程设计,利用三维建模软件NX建立生产线三维模型,导入Visual One软件,通过软件的智能布局优化功能对机器人上下料、AGV小车运输、数控机床开关门控制及各单元模块生产动作进行虚拟仿真;然后,加载博图TIA软件编写的PLC控制程序、NX软件编写的零件数控加工程序进行联调,模拟生产线运作过程,通过虚拟仿真验证轴承座零件智能生产线设计的合理性和稳定性。轴承座零件生产线加工单元布局如图7所示。
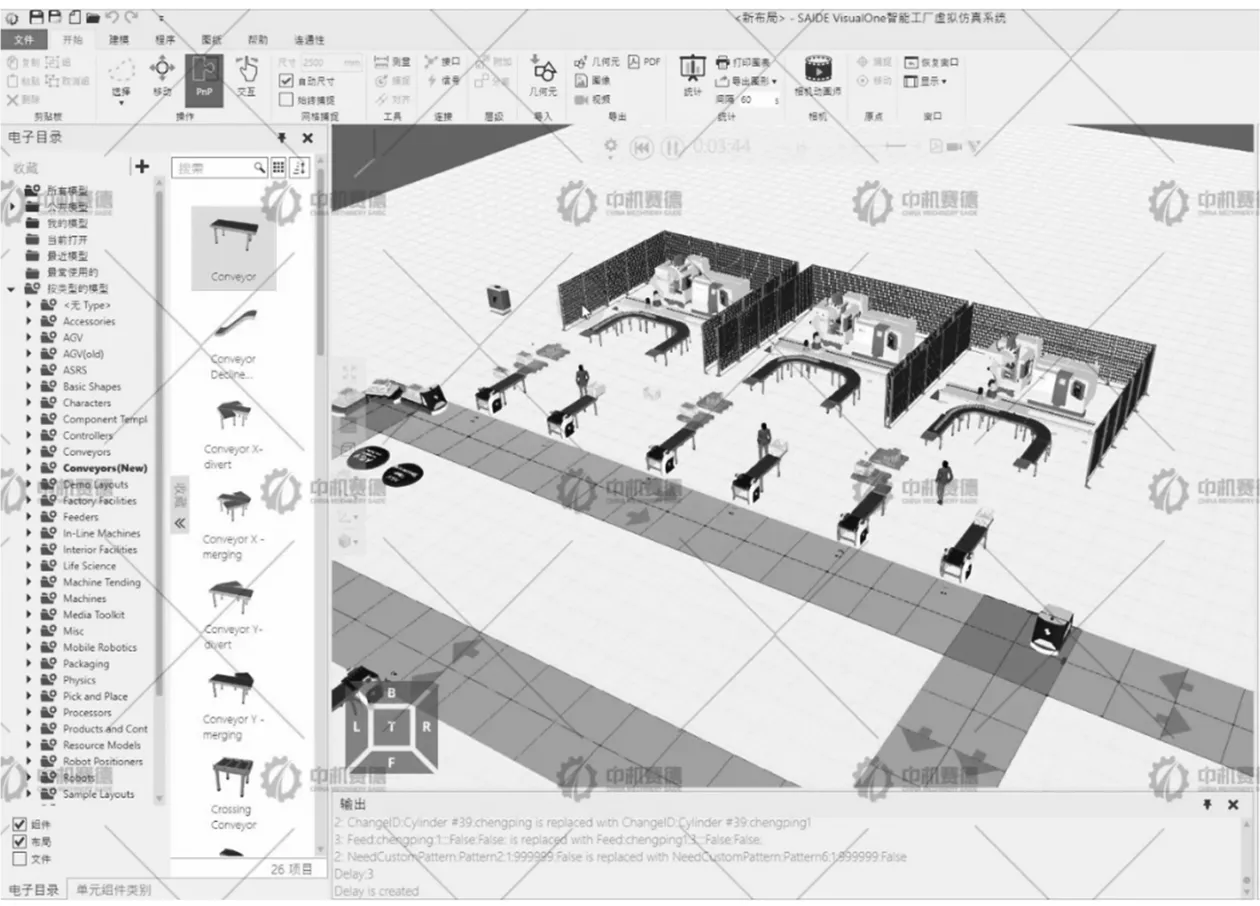
图7 轴承座零件生产线加工单元布局
4.2 实际测试
根据Visual One软件虚拟仿真、优化后布局搭建、调试真实产线,大大缩短了产线的安装调试时间。智能生产线实地效果如图8所示。测试结果表明:该生产线能够实现轴承座零件的柔性化、智能化加工,借助MES系统云监控平台,将加工数据同步到大屏幕实时监控。验证了生产线设计的正确性和合理性,生产效率比传统生产线提高35%以上,实现了企业降本增效。

图8 智能生产线效果图
5 总结
通过生产线的功能需求分析,结合数控加工工艺和生产线流程分析,设计了轴承座零件智能生产线方案,用Visual One软件对生产线进行虚拟仿真调试和优化,根据仿真优化后的产线布局搭建真实产线,大大缩短了产线的安装调试时间。试验结果表明:轴承座零件智能生产线设计合理、运行稳定,达到了预期设计目标。通过MES系统和云平台大数据管理,企业实现了信息化、智能化管理,为企业节省了转型开发成本和时间,在企业产品快速升级时避免了大量的反复与试制,可为同类产品生产企业提供一定的参考。
猜你喜欢
山东冶金(2022年4期)2022-09-14
大电机技术(2022年2期)2022-06-05
防爆电机(2022年1期)2022-02-16
今日农业(2021年13期)2021-11-26
冶金设备(2020年2期)2020-12-28
电子制作(2019年20期)2019-12-04
制造技术与机床(2019年8期)2019-09-03
山东冶金(2019年3期)2019-07-10
中国铸造装备与技术(2017年3期)2017-06-21
现代企业文化(2016年1期)2016-12-23