浅谈等静压技术应用及设备的市场准入
2022-11-15 08:40李景振邓贵德
中国特种设备安全 2022年10期
李景振 邓贵德 何 晓
(1.中国特种设备检测研究院 北京 100029)
(2.中航工业四川航空工业川西机器有限责任公司 雅安 625000)
近些年,随着中国制造业由高速发展向高质量发展转型,使大批制造企业日益壮大,生产技术水平不断提升,竞争力与日俱增。截至2021年底,全国特种设备总量达1 816.23万台,其中压力容器469.49万台[1]。但是,我国特种设备制造业水平不一,某些领域仍处于国际产业链价值链的低端水平,自主核心知识产权较少,创新能力较低,如高速电梯、微型化起重机械等与部分发达国家相比存在一定差距[2]。我国等静压设备制造起步较晚,处于跟跑水平。本文回顾了等静压技术发展历程、技术及应用,概括了等静压设备在我国市场准入方面的相关要求,总结等静压技术的发展水平并提出相关建议,为有关制造和使用单位提供有益参考。
1 概述
等静压技术是一种应用帕斯卡原理,利用密闭高压容器内零件受到各向均等的超高压压力状态进行成形的先进制造技术[3-4]。根据静压力基本方程(p=p0+ρgh),盛放在密闭容器内的液体,其外加压强p发生变化时,只要液体仍保持其原来的静止状态不变,液体中任一点的压强均将发生同样大小的变化,在超高压力作用下,结构发生永久变形。
目前等静压技术根据产品成形温度和压力的不同分为:常温、100~ 630 MPa的冷等静压技术,80~120 ℃、300 MPa左右的温等静压技术和1 000~2 200 ℃、100~200 MPa的热等静压技术等3种。因上述等静压设备结构相似,本文将以热等静压设备为例展开介绍。
在我国,等静压设备属于特种设备范围,制造单位应按照特种设备相关法规取得《中华人民共和国特种设备生产许可证》方准在我国境内销售、经营和使用。
2 发展历程
1955年,美国的Battelle实验室首先研发热等静压技术,主要应用于原子能反应过程中燃料元素的扩散粘结,故被称作“气压粘结”[3-4]。随着热等静压技术的快速发展及其应用范围和使用场合的不断拓展,热等静压技术的工作压力可提高到单向热压的10倍以上,所以采用热等静压技术可生产具有十分复杂形状的部件。
热等静压技术经过70余年的发展历程,在工业化生产上的应用范围得到了不断延伸。热等静压设备经过数十年的改进,大幅度降低了生产成本,更拓宽了热等静压技术在工业化生产各方面的应用,但是其应用范围的扩展仍有很大空间。经初步统计,应用于我国市场的主要境内外等静压设备制造企业有8家,其制造工艺、设计标准,见表1。
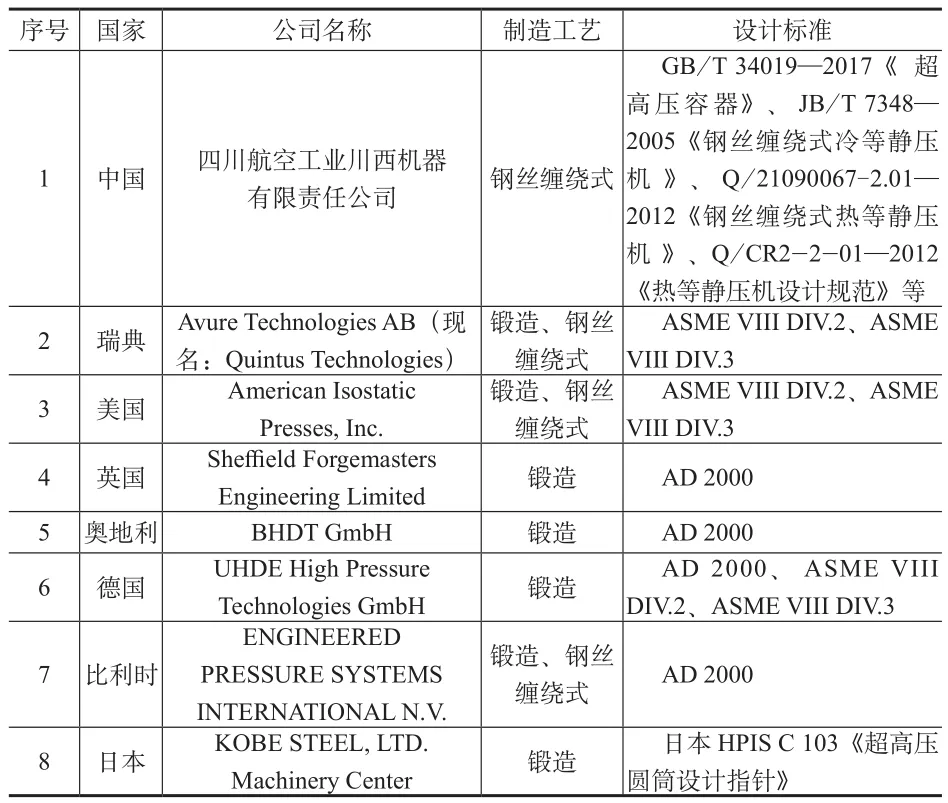
表1 主要应用于我国市场的境内外等静压设备制造企业
此外,按照热等静压技术发展的时间及主要特点可划分为探索阶段、发展阶段及拓展阶段,见表2。
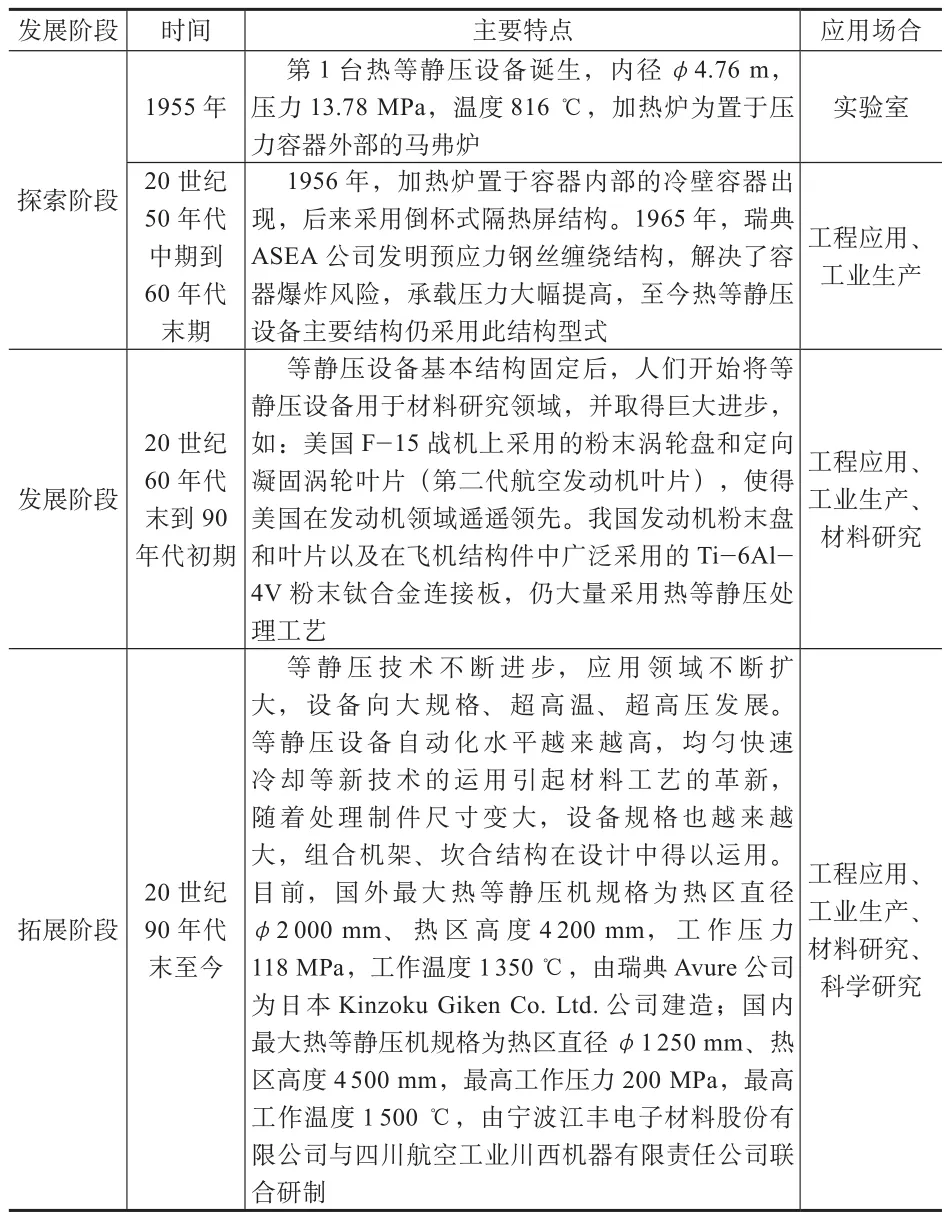
表2 等静压技术发展阶段
至今,热等静压技术已广泛应用于工业化生产之中,如金属和陶瓷的固结、金刚石刀具的烧结、铸件质量的修复和改善、高性能磁性材料、靶材的致密化、硬合金后期致密、扩散粘结及高压化学反应等,并在航空、航天、核工业领域得到广泛应用。
3 等静压设备结构及应用
3.1 结构及部件
热等静压设备主要由气源系统、加热系统、主机系统、气体系统、电气系统、冷却系统、液压系统等7部分组成,如图1所示。图1中的料车系统仅限于下装料方式。热等静压设备主要部件,见表3。

图1 热等静压机各大系统
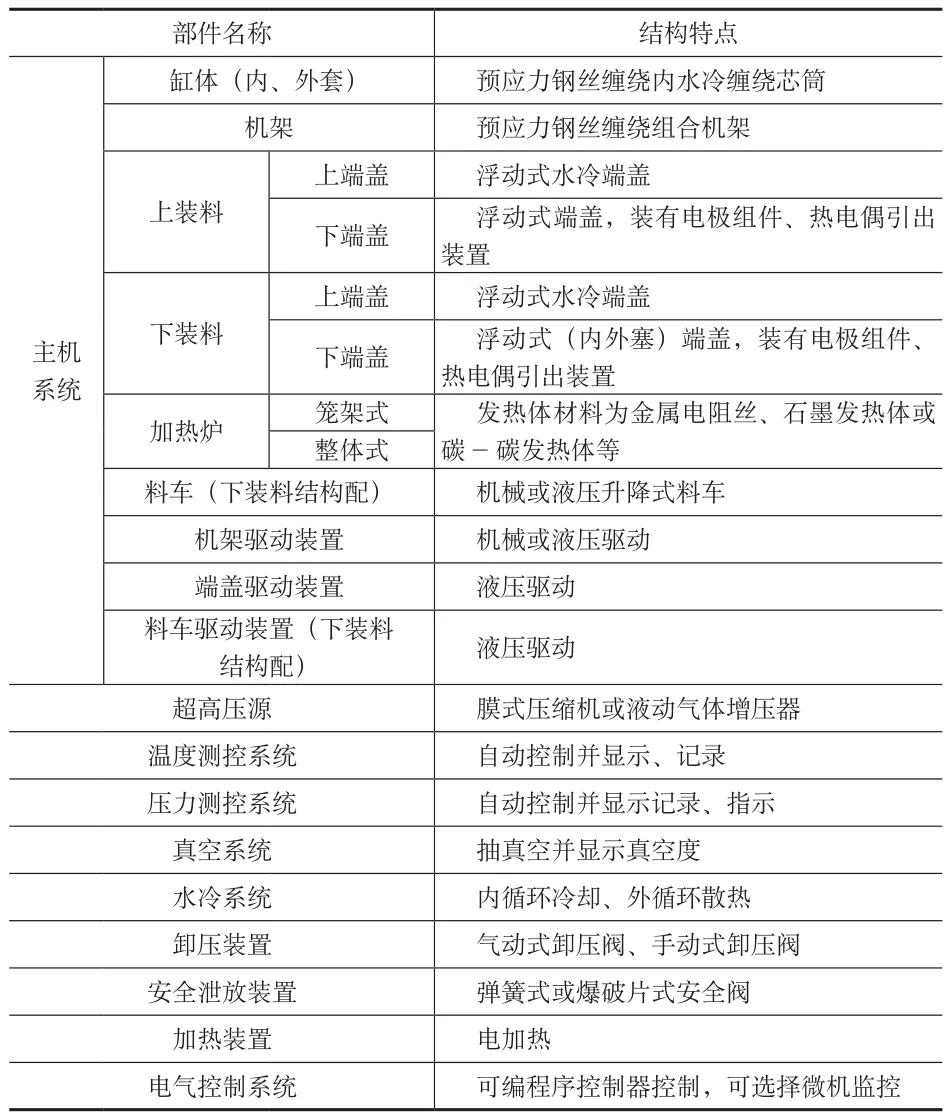
表3 热等静压设备主要部件
各系统的主要功能如下:气源系统负责提供设备压力、温度传递介质(一般为惰性气体);加热系统负责对气体介质加热;主机系统负责提供高温高压容腔,是热等静压设备的核心部件,一般由容器和机架组成,容器和机架均采用预应力钢丝缠绕结构,该结构设计时严格采用无拉应变原则,能有效保证主机安全;气体系统负责气体介质预加压、加压和回收;电气系统负责设备的加压、加热、降温、回收、卸压全过程电气控制;冷却系统负责对设备工作过程中需冷却的部位进行强制冷却;液压系统负责提供辅助工作(机架移进、移出、端盖提升等)动力;料车系统(下装料特有)负责设备的装、出料。
3.2 应用范围
●3.2.1 铸件致密处理
铸造因材料组分合金化高、技术工艺简单、生产设备要求不高、生产成本低廉、易铸造复杂形状零件等突出优点而被广泛采用,但工件同时存在无法避免的缺陷,如缩孔、疏松、成分偏析等(见图2),高温合金铸造零件的缺陷更加突出,在性能方面一般不如变形合金制件,在对零件性能要求较高的场合如航天、航空产品上限制使用。
1972年,在美国召开的第二届国际高温合金会议,研究人员首次提出应用热等静压工艺来优化高温合金工件在铸造过程中产生的显微疏松缺陷[5]的技术。此后,研究人员开展了高温合金的热等静压工艺研究工作并取得重大突破,使高温合金的循环疲劳寿命、持久强度、塑性和性能稳定性等技术参数得到显著改善,尤其是循环疲劳寿命延长了2倍以上。
航空领域广泛使用的钛合金铸件、镍基高温合金就采用了典型的热等静压工艺处理。如TC10合金经热等静压处理后伸长率比铸态提高了157%,收缩率提高了185%,冲击韧度提高了165%[6],如图3所示。K4169高温合金经1 165℃、4 h、140 MPa热等静压处理后,显微疏松和脆性组织得到有效消除,碳化物大量溶解,组织均匀化程度提高[7];与直接进行标准热处理的合金相比,K4169高温合金铸件经热等静压处理后再进行固溶和时效处理,在室温和650 ℃下抗拉强度和屈服强度明显提高且波动减小,屈强比、伸长率、断面收缩率均有改善;在650 ℃、620 MPa条件下合金的持久寿命由27 h延长至93 h,室温下等幅低周疲劳寿命提高近50%。此外,等轴晶高温合金、火箭尾喷喉衬、铀金属防护层的热等静压工艺处理也都属于这方面的应用。

图3 TC10铸件热等静压处理性能变化对比
●3.2.2 高温合金粉末成型
热等静压粉末成型基本流程为:制备热等静压粉末成型模具—将粉末装入模具震动填实—抽真空封焊—将模具整体放入热等静压设备进行处理—热等静压处理完成后,采取酸洗或机械加工的方法逐步去除包套,实现复杂外型一次成型。
热等静压粉末成型技术在制备航空发动机典型盘类零件方面相对传统技术具有制品整体性能优良、表面质量好、制品精度高、成型零件致密度高的优势。如FGH95粉末涡轮盘,性能达到国外同类合金的A级水平[8];TC4粉末热等静压成型棒材室温拉伸性能最高值982 MPa,最低值964 MPa,平均值达到971 MPa,超过GB/T 2965—2007《钛及钛合金棒材》规定指标,且强度、断后伸长率、断面收缩率明显提高;TC11热等静压粉末成型材料拉伸性能在500 ℃达到749 MPa,超过GJB 2744A—2019《航空用钛及钛合金自由锻件和模锻件规范》所规定的TC11锻件的力学性能要求685 MPa。
目前国内外已普遍采用热等静压粉末成型方法加工制造航空发动机叶片盘、涡轮盘、机匣等零件(见图4),国外已实现装机,国内暂处于试验研究阶段。

图4 热等静压粉末典型零件
●3.2.3 扩散连接
热等静压扩散连接是热等静压技术的最原始应用,与一般连接方法相比,采用热等静压扩散连接技术实现了如下优点:
1)材料与母材特性相同,焊点无熔化区,从而消除焊点性能衰减;
2)热等静压技术可以连接通常不能连接的异种金属;
3)热等静压扩散连接通常不受固定模具的限制,能加工和处理任何复杂形状的制件,也可利用热等静压扩散连接技术制备任何复杂结构零件。
航空航天发动机的双合金整体叶盘是发动机转子制造技术的主要发展方向之一,并在新型航空发动机上得到广泛应用。整体叶盘的盘体采用粉末高温合金,具有高屈服强度和良好的低周疲劳性能;叶片主要为铸造高温合金,满足材料高温持久蠕变性能的技术要求。双合金的良好结合使盘体和叶片都能获得优良组织性能,从而实现盘件与叶片的选择具有较大空间且实现最佳匹配性能。
中国航发集团公司北京航空材料研究院采取“固-粉”连接的U72合金和K447A合金试验件经1 195 ℃、175 MPa热等静压后(见图5),双合金界面处经荧光、X光和超声检查未发现缺陷,连接强度满足技术指标。

图5 固-粉热等静压扩散连接双合金整体叶盘
在核工业领域中,常用锆合金、不锈钢、铌、铍等金属包覆核燃料制成核燃料棒,要求包覆层与核燃料有良好的粘接性能和压实密度。过去采用压制和烧结方法粘接包覆层和燃料,但粘接性能和燃料的密度不理想,而且工序复杂。采用热等静压扩散连接工艺可以同时进行致密和粘接,工艺简单,并且可以制作复杂零件外形。
●3.2.4 其他方面
除上述3方面应用外,目前热等静压技术在高速钢粉末固结、硬质合金粉末固结、陶瓷材料粉末固结、C/C复合材料制备等方面都有应用。用热等静压工艺处理的高速钢制件能有效避免碳化物偏析现象,用热等静压工艺处理陶瓷材料(如氮化硅、碳化硅等)力学性能显著提高,在特殊场合完全能代替金属材料。
4 等静压设备的市场准入
等静压设备大部分属于《中华人民共和国特种设备安全法》《特种设备安全监察条例》的监管范围,按照我国特种设备法规规定,应取得制造许可且经检验合格后方准销售、使用。下文概述等静压设备市场准入应办理的许可及技术审查等规定。
4.1 生产单位许可
按照《特种设备生产单位许可目录》,等静压设备属于A6级超高压容器,应满足TSG 07—2019《特种设备生产和充装单位许可规则》(以下简称《许可规则》)相应许可条件并经鉴定评审合格后,由市场监管总局批准颁发A6级压力容器制造许可证。
●4.1.1 资源条件要求
A6级超压力容器生产单位资源条件要求包括法定资质、人员、工作场所及设施、生产设备与工艺设备、检测仪器与试验装置等,见表4。

表4 A6级压力容器生产单位资源条件要求
●4.1.2 质量管理体系要求
等静压设备生产单位应按照《许可规则》中附件M《特种设备生产单位质量保证体系基本要求》的要求,建立与超高压容器许可范围相适应的质量管理体系且保持有效实施。境外申请单位还应建立相关执行中国制造许可制度的规定,如采用国际标准或境外标准设计应向市场监管总局提交符合性申明及比照表、出口中国产品告知等。
●4.1.3 技术能力要求
等静压设备生产单位应具备保证产品安全性能的制造能力,能够按照TSG 21—2016《固定式压力容器安全技术监察规程》(以下简称《固容规》)及相关产品标准(如GB/T 34019—2017)进行制造,并且在产品生产过程中体现质量保证体系的有效实施,提供完整的产品质量证明文件。等静压设备生产单位应当具有与超高压容器产品制造相关的焊接(具有焊接工艺时)、消除应力热处理、无损检测、耐压试验、泄漏试验等工艺文件。
4.2 监督检验和定期检验
等静压设备生产单位应满足《固容规》中第6章监督检验和第8章定期检验的要求,进口等静压设备的监督检验可以采用制造过程监检的方式进行,如未在境外完成制造过程监检,应在产品入境到达口岸或者使用地后,由经市场监管总局核准的检验机构对产品的安全性能进行监督检验,简称到岸监检。
4.3 使用登记
等静压设备的使用单位应落实主体责任,按照TSG 08—2017《特种设备使用管理规则》中第3章的要求,在产品投入使用前或者投入使用后30日内,由使用单位向产品所在地的直辖市或设区的市的特种设备安全监管部门申请办理使用登记。
4.4 其他要求
●4.4.1 压力容器符合性申明
采用非中国标准制造等静压设备时,应满足《质检总局关于承压特种设备制造许可有关事项的公告》(2012年第151号)[9]、《质检总局特种设备局关于<固定式压力容器安全技术监察规程>(TSG 21—2016)的实施意见》(质检特函〔2016〕46号)[10]等相关要求,主要申请程序及注意事项如下:
1)申请单位应登录市场监管总局特种设备行政许可办公室网站(www.selo.org.cn),在线提交其产品符合中国安全技术规范(《固容规》中3.1.1条)规定的压力容器基本安全要求的申明和其产品与符合压力容器基本安全要求的比照表;
2)同一类型且相同设计参数的产品,只需提交一次符合性申明和比照表;
3)市场监管总局特种设备行政许可办公室将在5个工作日内完成审查(补齐、补正或通过),通过的将进行编号并在网上进行公示;
4)申请单位应将取得的公示编号、符合性申明和比照表等资料纳入质量证明文件及出厂资料。
●4.4.2 风险评估
等静压设备属于超高压产品,按照《固容规》分类为第Ⅲ类压力容器,并且按照2012年第151号文件的规定,“对Ⅲ类固定式压力容器和移动式压力容器、超高压容器,制造企业应在产品出厂资料中提供风险评估报告”,2012年第151号文件的附件给出了风险评估报告的基本要求。
●4.4.3 技术评审
进口等静压设备主要设计标准有美国ASME VIII DIV.3、德国AD 2000等,当安全系数、材料、制造工艺等与我国相关安全技术规范规定不同时,应按照《中华人民共和国特种设备安全法》中第十六条、《国务院办公厅关于全面实行行政许可事项清单管理的通知》(国办发〔2022〕2号)[11]向市场监管总局申请“特种设备采用新技术、新材料、新工艺审批”的行政许可,通过后方准生产、使用。
5 结束语和建议
我国在20世纪70年代初开始设计制造现代热等静压设备,从时间上看起步不晚,但时至今日无论是等静压设备制造技术还是等静压技术应用水平我国整体落后国外至少10年,甚至没有热等静压设备设计、生产、制造的国家标准,仅有一部2017年颁布的行业标准JB/T 13116—2017《钢丝缠绕式热等静压机》。
目前国内大型热等静压设备几乎都是国有企业、单位在使用。一般采用热等静压工艺处理的制件为高附加值产品,工艺方法成熟固定,工艺革新、技术创新、新产品开发动力不足,基于热等静压技术开展基础研究更是耗时耗资。热等静压设备昂贵、使用维护成本高,客观上也造成了其投资力度不够的事实。
令人欣慰的是等静压设备所有零部件(尤其是核心零部件)现已能实现国产化。国内等静压设备制造企业正在追赶国际先进水平,并取得了突破性进展,除了在某些特殊技术(如快冷技术)以及发热体材料寿命方面存在一定差距外,在温度控制、压力控制、高温高压气体密封技术等方面已达到国际先进水平。同时多家科研单位、院校已拥有实验型热等静压设备,并开展了大量基础科研工作,正在逐步缩小与国外的差距。
为提高国内热等静压设备设计制造水平以及加速热等静压技术的应用开发,建议:
1)国内等静压设备生产单位一般采用GB/T 34019—2017及企业标准等,但是GB/T 34019—2017的规定只适用于非焊接单层超高压容器,未充分考虑钢丝缠绕等静压装置的结构形式特点,建议制定热等静压设备设计、生产、制造的专项国家标准,或者在修订《超高压容器》标准时将钢丝缠绕等静压装置内容纳入标准范围;
2)加大对科研单位、高等院校的支持力度,有重点、有计划地进行基于等静压技术的基础研究工作;
3)通过政府采购、企业或个人投资、技术转让等多种方式促进热等静压技术研究成果转化。
猜你喜欢
铝加工(2022年3期)2022-11-24
建材发展导向(2022年20期)2022-11-03
江苏安全生产(2022年9期)2022-11-02
江苏安全生产(2022年8期)2022-11-01
材料与冶金学报(2022年2期)2022-08-10
建材发展导向(2021年15期)2021-11-05
粉末冶金技术(2021年3期)2021-07-28
建材发展导向(2021年9期)2021-07-16
建材发展导向(2021年9期)2021-07-16
石油研究(2020年8期)2020-09-07