考虑设备多状态的缸盖生产线性能分析与优化
2022-11-21 10:50侯晓博李聪波
中国机械工程 2022年21期
侯晓博 李聪波 杨 秒 易 茜
重庆大学机械传动国家重点实验室,重庆,400044
0 引言
汽车工业在全球制造业中占有重要地位,竞争加剧的情况下,高效率、低成本的生产会令汽车企业更具优势[1-2]。汽车发动机缸盖生产线主要由加工中心和缓存区构成。生产线性能由设备老化程度和缓存区配置共同决定,因此,如何综合考虑设备的多状态特征,对生产线性能进行分析,并通过缓冲区的配置优化来提高发动机缸盖生产线性能,是一个亟需解决的问题。
针对生产线性能特性不明等问题,有学者对设备和缓存区开展了研究。DIAMANTIDIS等[3]研究了每个工位具有不同设备的串联生产线在有限缓冲区下的性能模型。ZHANG等[4]分析了多状态可重构机床系统的动态性能、稳态性能和理论生产率,研究了缓冲区对生产线可用度的影响规律。上述研究未能解决面向生产线性能低下的优化设计问题。
解决缓冲区配置问题需在生产线性能模型的基础上,通过寻找最佳缓冲区配置方案,实现生产线性能优化。KASSOUL等[5]提出一种基于遗传算法和有限扰动分析的混合优化算法,以最大化生产线生产率为目标,对缓冲区大小进行分配。XI等[6]在生产率约束下最小化在制品库存,解决了长生产线缓冲区的配置问题。SU等[7]采用基于马尔可夫链的分解方法,同时优化最大吞吐率和最小在制品库存。这些研究优化了生产线,提高了生产线性能,但多是以生产率、最大吞吐率、在制品库存为优化目标。
可用度为生产线的产出时间百分比[8-9],是生产线性能的重要衡量指标。为此,一些学者探索了可用度和缓冲区关系的模型。SORENSEN等[8]使用分解方法推导了串行生产线多台设备可用度的解析公式。ZHOU等[10]建立了串行生产线缓冲区与可用度的优化模型,并采用粒子群算法最大化系统的可用度。刘雪梅等[11]针对串并混联生产线建立了缓冲区与可用度优化模型,并采用遗传算法求解模型。
上述生产线设备可用度优化模型仅考虑了故障和正常两种状态,因此该类系统被称为二态系统(binary-state system,BSS)。多状态系统(multi-state system,MSS)[12]自提出以来,被广泛应用。发动机缸盖生产线作为典型的多状态系统,其关键工艺的加工设备会因长期过度服役而出现性能的多状态。现有的生产线性能分析与优化研究中,对关键设备的多状态特性考虑不足,大多只考虑故障和正常两种状态,与生产线实际偏离较大,难以实现对发动机缸盖生产线性能的精准分析与可靠优化。已有的生产线可用度优化研究极少考虑缓冲区配置带来的额外成本,导致生产线配置成本较高。
针对发动机缸盖生产线性能受缓冲区容量和设备多状态因素影响等问题,本文在以可用度为目标的缓冲区优化研究的基础上,考虑缓冲区配置产生的额外成本和加工中心设备老化出现的多状态特性,提出一种发动机缸盖生产线性能分析与缓冲区配置优化的方法。案例分析结果验证了所提出方法的可行性和有效性。
1 问题描述与方法框架
1.1 问题描述

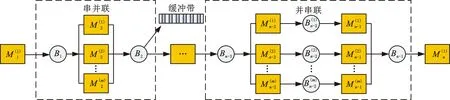
图1 混联发动机缸盖生产线示意图
除了最好和最差的状态,设备在运行过程中也表现出其他的中间状态。设备性能的退化会导致不同工位生产率的差异,缓冲区能够有效缓解和消除这种扰动,协调工位之间的不平衡性。
为方便问题求解,需要满足以下假设条件:①生产线第一个工位不发生饥饿(即有足够的原料供给),最后一个工位不发生阻塞(即有足够的成品库用于存储);②所有设备都受随机故障的影响,其故障率和维修率服从指数分布;③设备的故障和维修相互独立,即不考虑子系统之间的失效相关性;④故障只发生在设备运行过程中,且设备未达生产需要的性能时立即维修,恢复到正常工作性能;⑤串并联结构和并串联结构相互独立,分别承担不同的加工工作,每个工位内的设备型号完全相同,上游工件等概率运送到下一个工位的设备进行加工;⑥不考虑生产线预维护、不合格品的报废和返工对生产性能产生的影响。
1.2 方法框架
本文以发动机缸盖生产线为研究对象,通过对设备、缓冲区状态的分析,得到其性能模型,并通过缓冲区配置优化提高该生产线的性能。考虑设备多状态的发动机缸盖生产线性能分析与优化方法整体框架如图2所示,并说明如下:
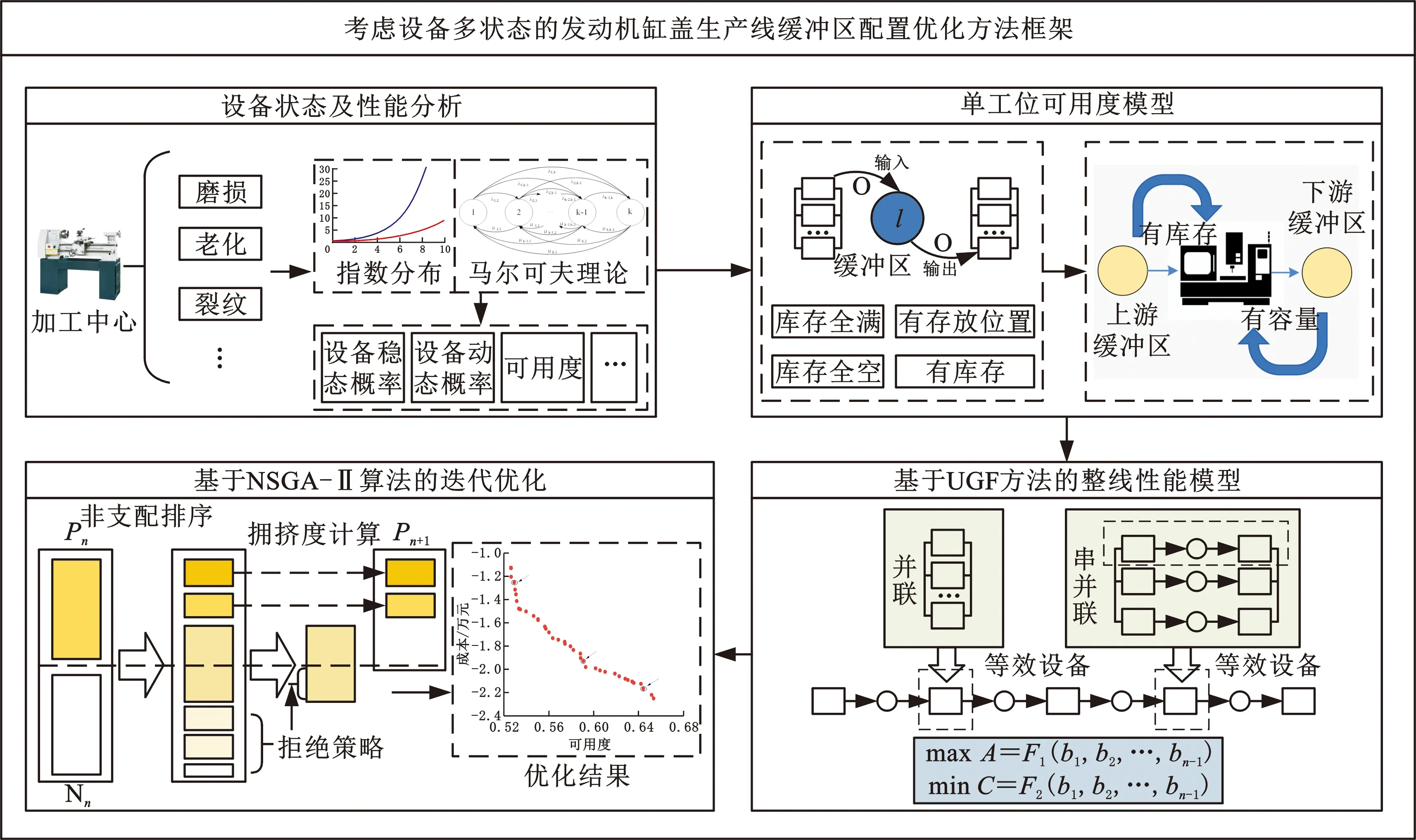
图2 考虑设备多状态的缸盖生产线性能分析与优化方法整体框架
(1)设备状态及性能分析。以生产线主要生产设备——加工中心为研究对象,假设加工中心的多状态概率服从随机指数分布。基于马尔可夫理论得到加工中心各个状态的概率,对设备的可用度和生产率进行分析。
(2)单工位可用度模型。基于泊松过程理论对缓冲区库存状态进行分析,把库存状态分为全空、全满、有库存和有存放位置四种状态,并计算出各个状态的概率。针对单个工位两缓冲区模型,基于设备状态和缓冲区库存状态分析,得到该模型正常工作的性能模型。
(3)基于通用生成函数(universal generating function,UGF)方法的整线性能模型。采用串联复合算子和并联复合算子建立整线可用度模型,同时,考虑缓冲区配置成本,建立发动机缸盖生产线的多目标优化模型。
(4)基于NSGA-Ⅱ算法的迭代优化。通过NSGA-Ⅱ优化算法对生产线模型迭代优化,生成发动机缸盖生产线缓冲区的配置优化方案。
2 多状态生产设备性能分析
2.1 多状态设备马尔可夫模型
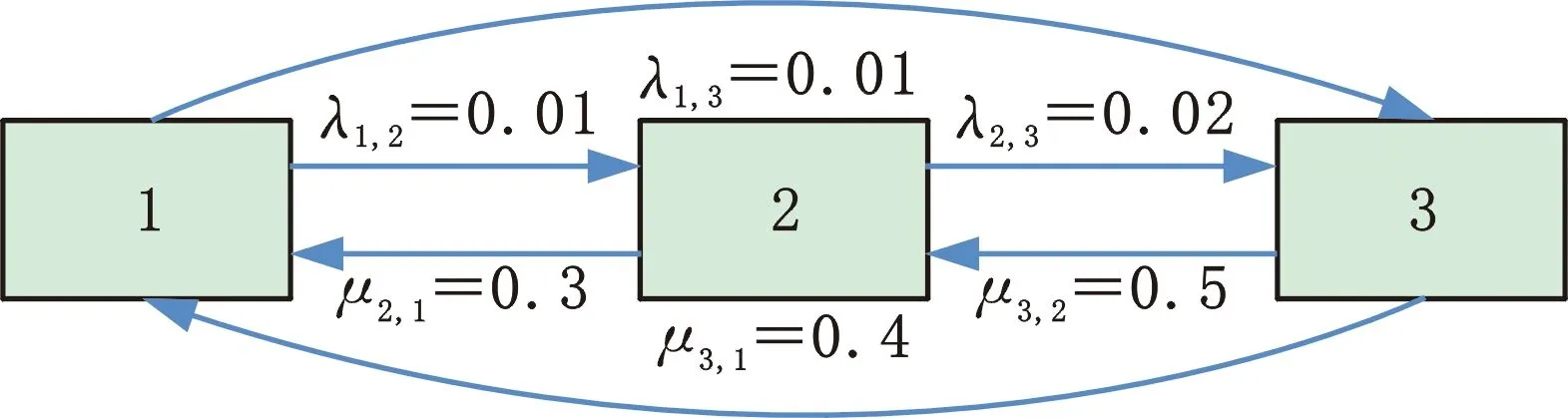
设备在工作过程中,从初始的最好工作状态降级运行到其他工作状态,且存在非相邻之间的状态转移。本文采用马尔可夫模型[13-14]对设备多状态转移过程进行建模,设备的马尔可夫状态转移过程如图3所示。

图3 设备马尔可夫转移图
2.2 设备性能求解
(1)
式中,pi,e(t)为第i个设备的第e种性能状态,e=1,2…k;λe,k为状态e到状态k的故障率;μk,e为状态k到状态e的维修率。
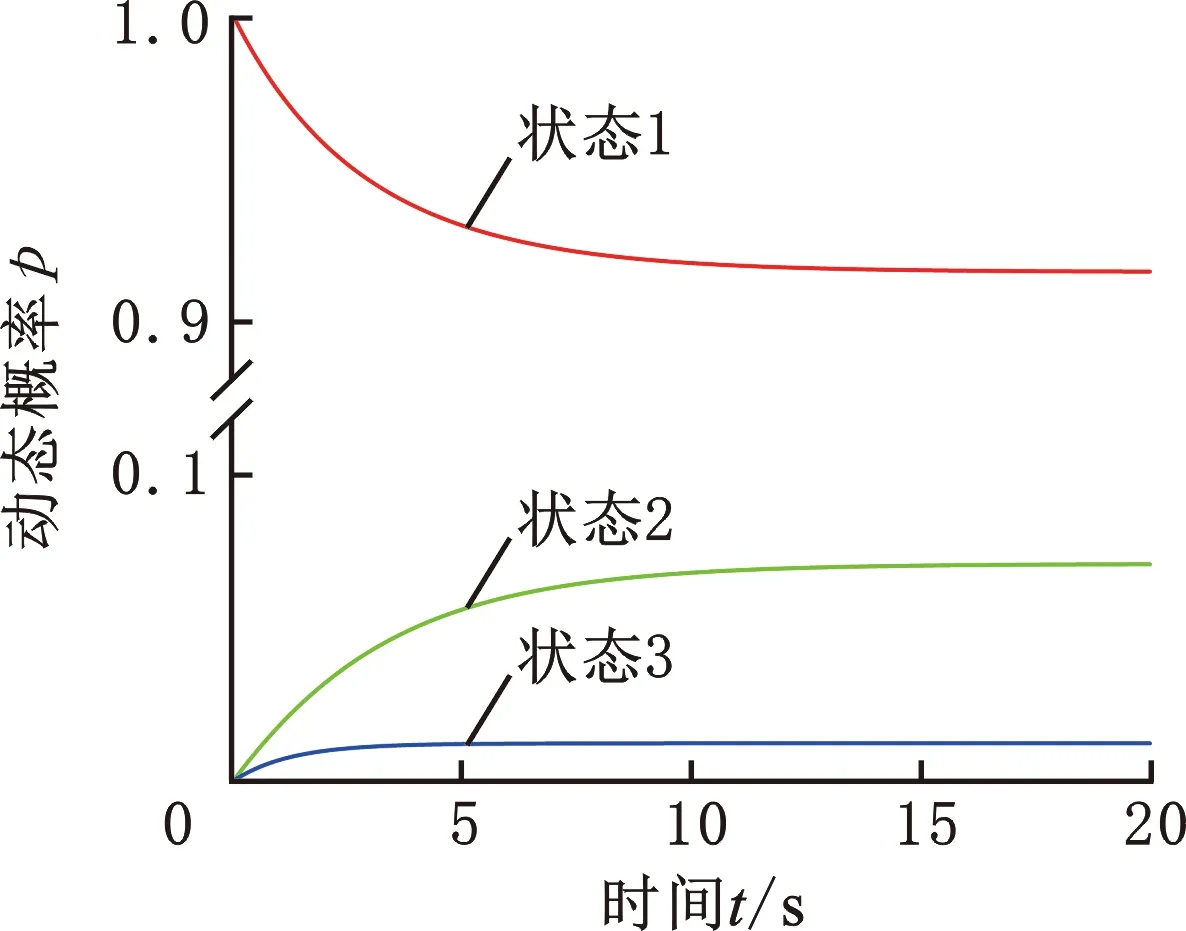
假设初始时刻(t=0)设备处于最佳性能状态,可得到设备初始运行条件:
pi,1(0)=1
pi,2(0)=pi,3(0)=…=pi,k(0)=0
生产线设备经过前期长时间的运行服役,设备将处于一段时间的稳定运行状态。当时间t足够长,其性能概率将趋于某一稳定值:
(2)
对式(2)取t的一阶导数,并改变微分和极限的运算顺序,可以得到:
(3)
当时间t足够长,状态转移的微分方程式可转换为线性方程组,其解就是该设备长期运行时的稳态解:
(4)
根据可用度、理论生产率的定义[17],利用求解的设备各状态的稳态概率,获得生产线设备性能指标:
(5)
(6)
式中,Ai为设备可用度;Ei为设备理论生产率;l(gi,e)为示性函数;ε为设备性能水平表征。
gi,e≥ε时,设备处于可用状态,l(gi,e)=1,否则取0。
3 发动机缸盖生产线性能优化模型
3.1 缓冲区库存状态分析
要建立发动机缸盖生产线可用度模型,必须考虑前后缓冲区库存状态对工位的影响。采用文献[5]分析库存状态的方法,基于泊松过程对库存状态进行求解。缓冲区库存状态为bl的概率为
(7)
式中,Pibl为缓冲区i有bl个零件的概率;ρi为缓存区bi上游工位wi和下游工位wi+1的生产效率之比。
实际生产过程中,缓冲区库存容量存在饥饿状态、阻塞状态和工作状态。考虑到上下游缓冲区对同一工位设备的影响,将缓冲区库存容量划分为了全满、全空、有库存和有存放位置四种状态,其中,有库存能保证上游缓冲区能够流入,有存放位置能保证工件能够流出到下游缓冲区。
缓冲区库存全满时,将式(7)中的零件数量bl替换为缓存区容量bi,即可获得缓冲区库存全满的概率:
(8)
缓冲区库存有存放位置时,库存全满和库存有存放位置是对立事件,所以有存放位置的概率为
(9)
缓冲区库存全空时,将式(7)中的bl替换为0,即可获得缓冲区库存全空的概率:
(10)
缓冲区库存有库存时,库存全空和有库存是对立事件,所以有库存的概率为
(11)
3.2 生产线可用度模型
3.2.1单工位可用度模型
(12)
(13)
3.2.2整线可用度模型
发动机缸盖生产线设备多、产线长,直接对整线进行可用度建模可能出现状态组合爆炸问题,计算量也大大增加。本文采用UGF方法[15-16]对发动机缸盖生产线可用度进行建模,则该多状态制造系统的加工中心的发生函数如下:
(14)
为得到发动机缸盖整线的可用度,引入并联复合算子和串联复合算子,先分别对各个子系统可用度进行求解,再多次利用串联复合算子求出整个制造系统的发生函数:
U(z)=Ωφ(u1(z),u2(z),…,un(z))=
(15)
式中,U(z)为发动机缸盖整线的发生函数;Ωφ为复合算子,其运算取决于子系统结构。
串联结构子系统的工作性能状态取决于串联结构中各设备单元性能的最小值,复合算子Ωφ可表示为Ωφs,对应的φ(g1e,g2e,…,gne)=min(g1e,g2e,…,gne)。
并联结构子系统的工作性能状态取决于并联结构中各设备单元性能的求和,复合算子Ωφ可表示为Ωφp,对应的φ(g1e,g2e,…,gne)=g1e+g2e+…+gne。
发动机缸盖生产线是一种典型的串并混联生产线,包括串并联结构和并串联结构。针对串并联结构,通过并联复合算子求出该结构的等效设备的发生函数;针对并串联结构,先用串联复合算子求出串联的等效设备,再利用并联复合算子求出整个并串联结构的等效设备的发生函数。最终通过多次串联复合求出发动机缸盖生产整线的发生函数U(z),其过程如图4所示。
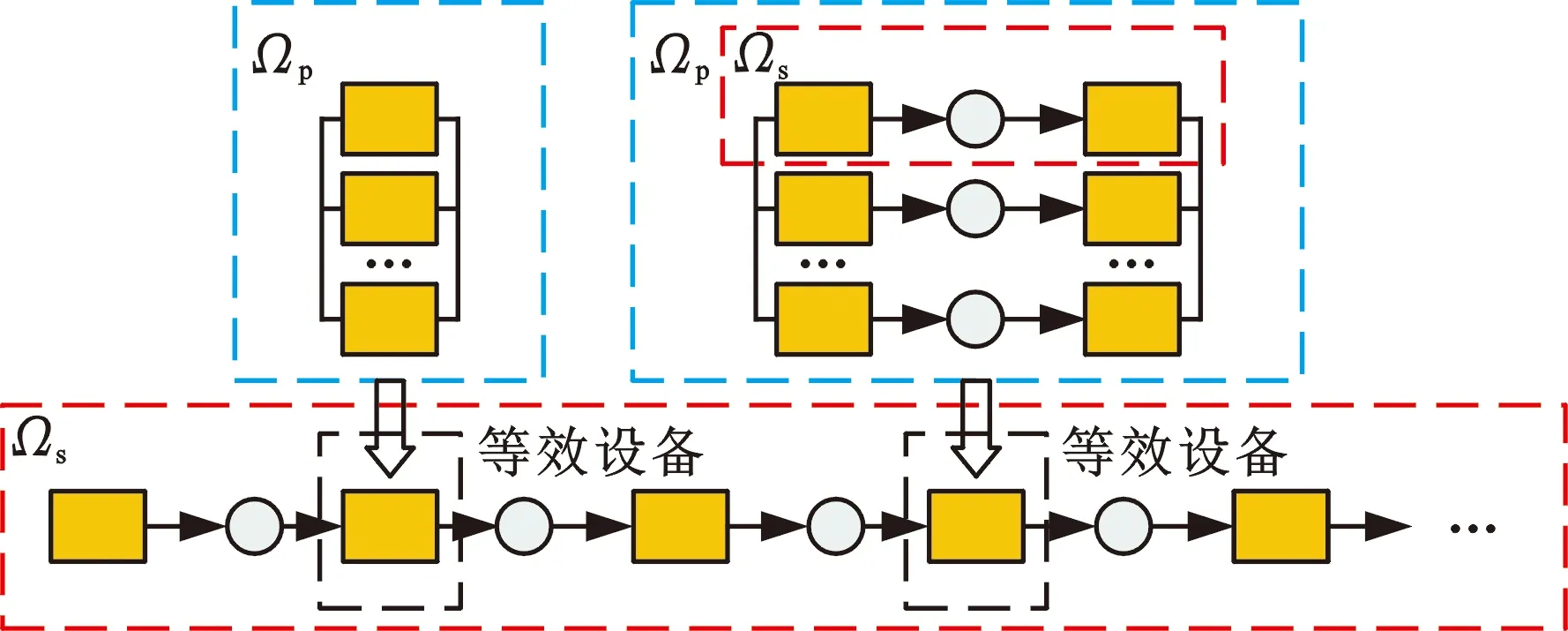
图4 串并混联等效过程
设备在实际加工过程中,必须达到一定的性能水平。假设发动机缸盖生产线设备需要达到性能水平ε即设备性能状态指标gie≥ε时,设备满足该生产线要求并处于可用状态。设备的性能状态指标gie<ε时,设备不满足生产线可用度需求,属于不可用状态。因此,发动机缸盖生产系统的稳态可用度为
(16)

发动机缸盖生产线理论生产率
(17)
反映该生产系统的整体性能。
3.3 生产线性能优化模型
3.3.1优化变量
本文以发动机缸盖生产线各工位缓冲区容量为优化变量。缓冲区容量配置问题是设计各缓冲区对缸盖零件的容量大小,因此将优化变量设置为b1、b2、…、bn-1。
3.3.2目标函数
本文以生产线可用度和缓冲区配置成本为模型优化目标。生产线可用度能衡量发动机缸盖生产线正常工作时间所占的比例,是生产线的一个重要性能指标。可用度越大,生产线正常工作时间的占比越大。基于对设备多状态和缓冲区库存变化规律的分析,先建立单个工位的可用度模型,再基于UGF方法建立整线的可用度模型,其目标函数为
maxF1=
(18)
发动机缸盖生产线缓冲区在配置过程中产生的成本主要包括缓冲区容量占地面积产生的成本和配置过程中人力、物力的成本。若总缓冲区容量过大,则满足生产要求时的多余缓冲区容量造成成本浪费;若总缓冲区容量过小,则不能满足其生产性能要求。缓冲区配置成本的目标函数为
(19)
式中,C为缓冲区总成本;cV为缓冲区所占空间因子,主要为缓冲区所占面积产生的成本;cA为缓冲区配置因子,主要为配置时人力、物力的成本。
空间因子cV取决于实际缓冲带长度li和单位长度的成本Cl,即cV=liCl/bi,其中,li≤klb,k为正整数,lb为缸盖宽度。
3.3.3约束条件
(1)各缓冲区容量约束。发动机缸盖生产线每个工位的空间环境不同,需要根据产线实际情况,对缓冲区容量进行约束,各工位缓冲区零件数量bi的约束函数为
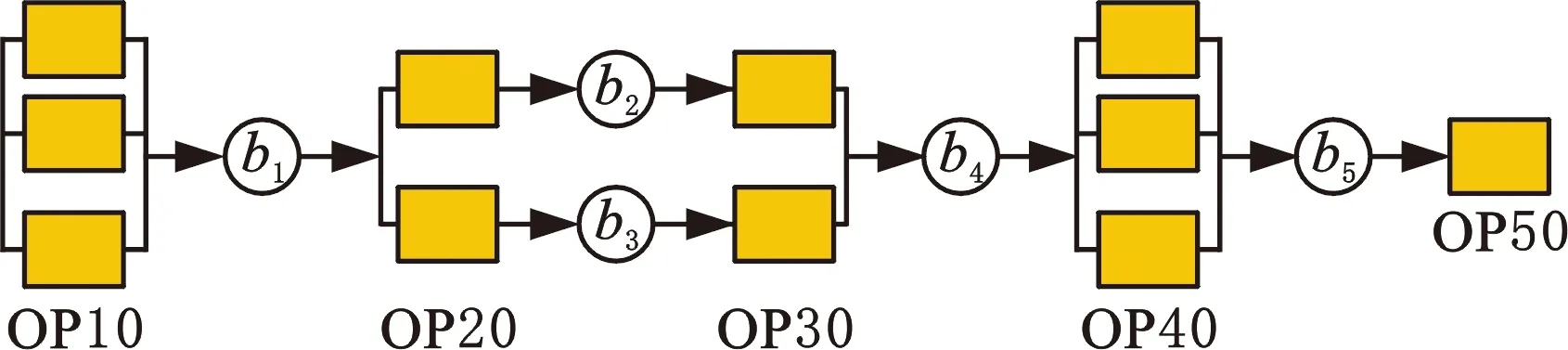
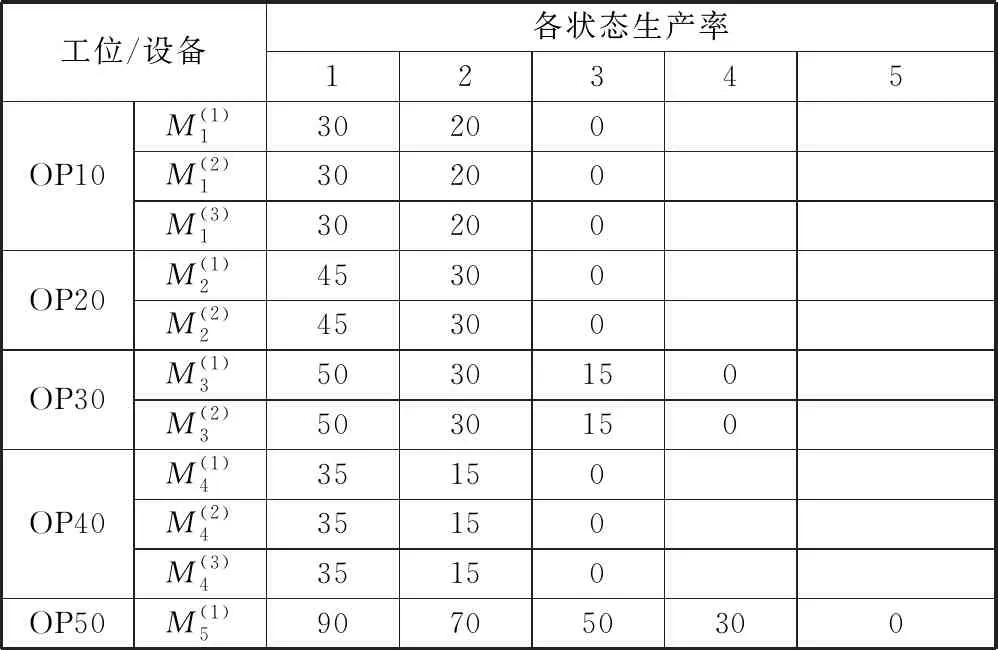
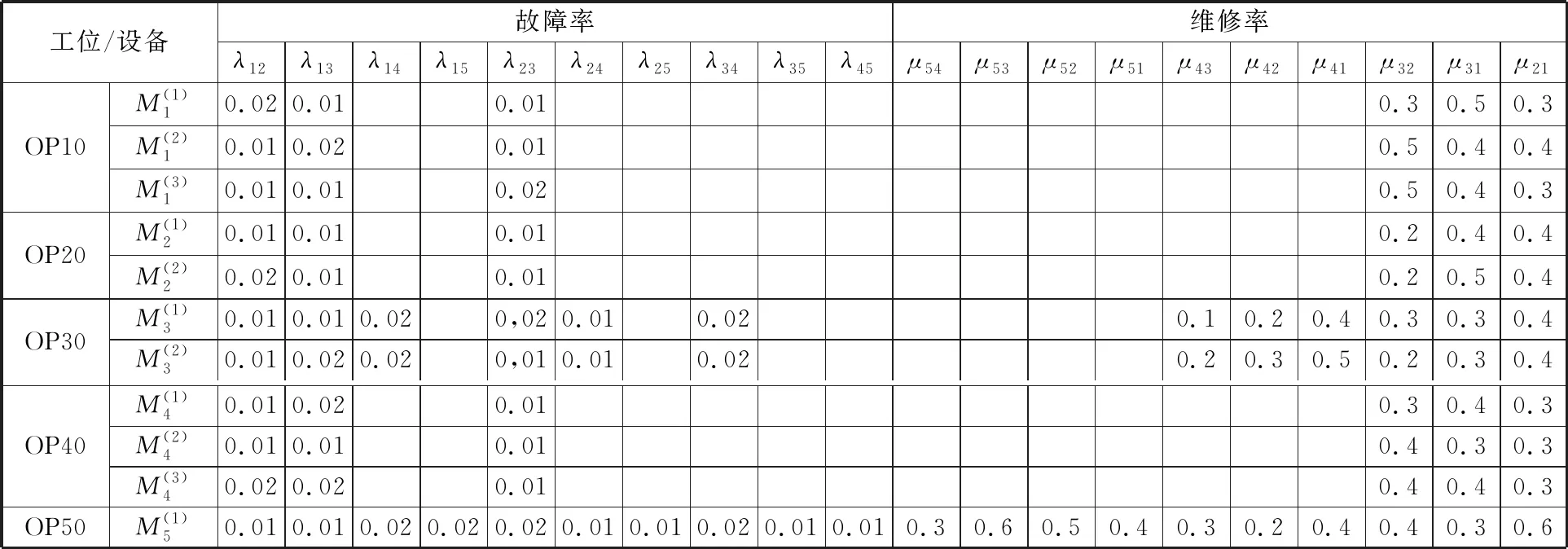
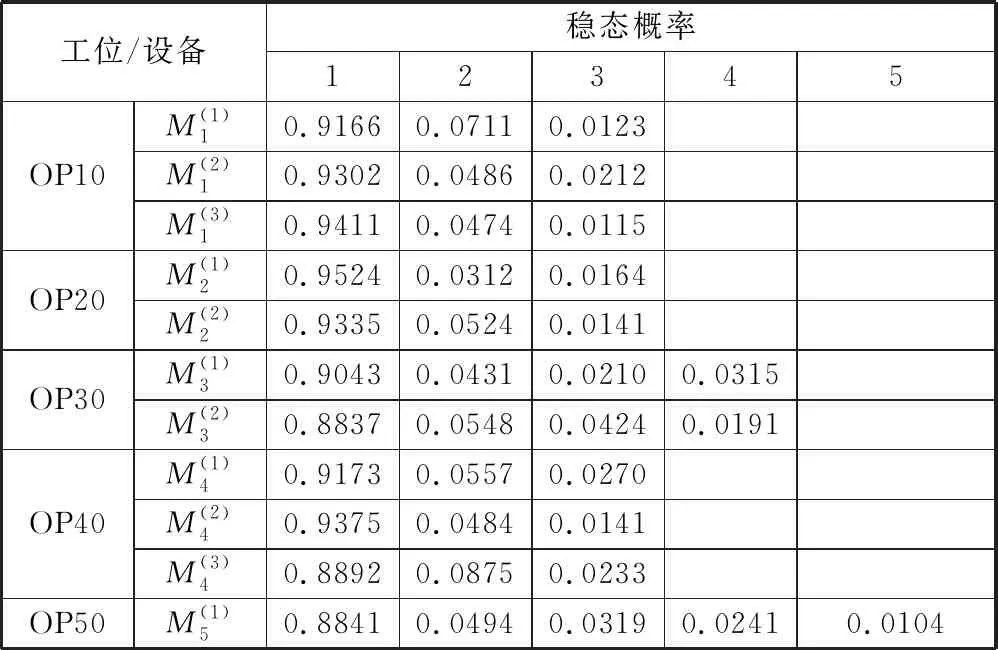
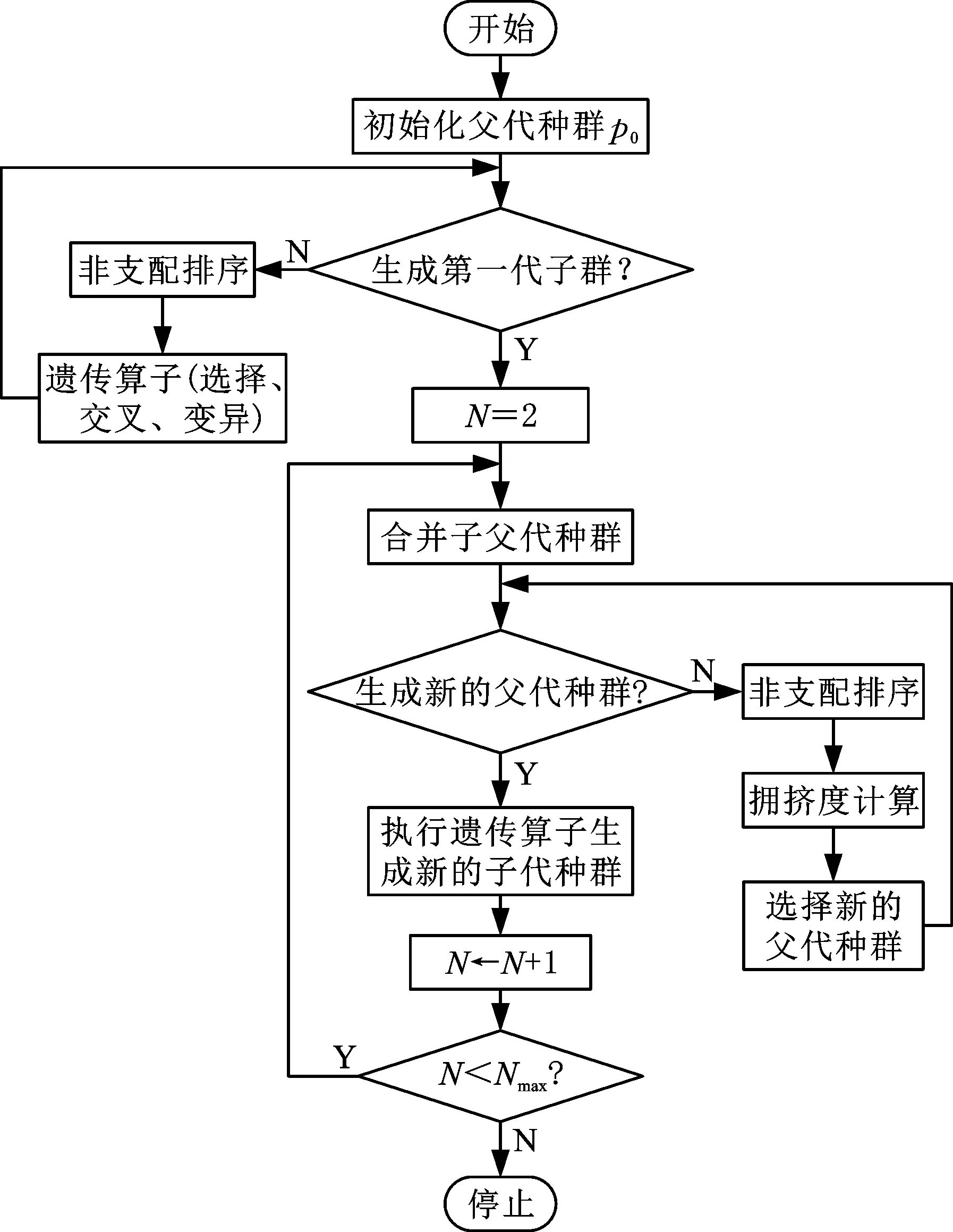
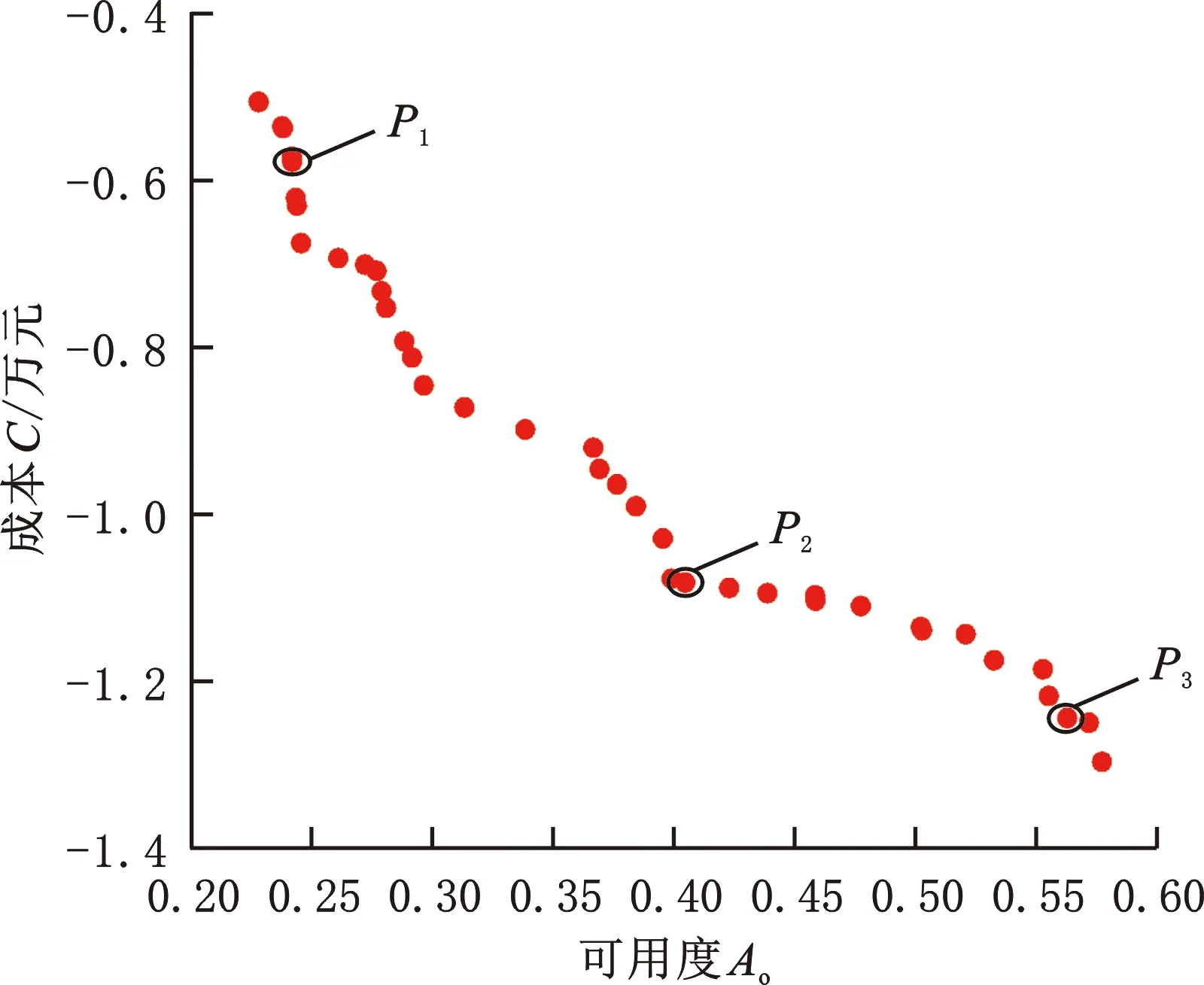
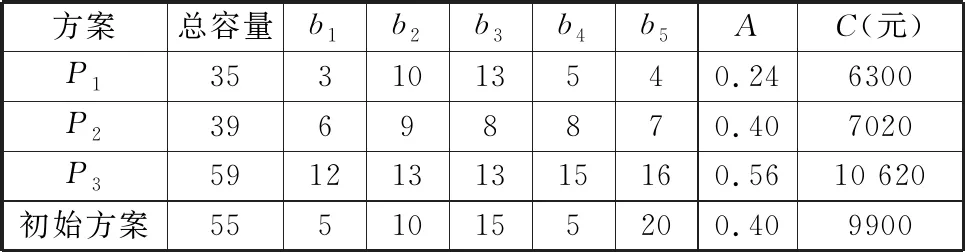
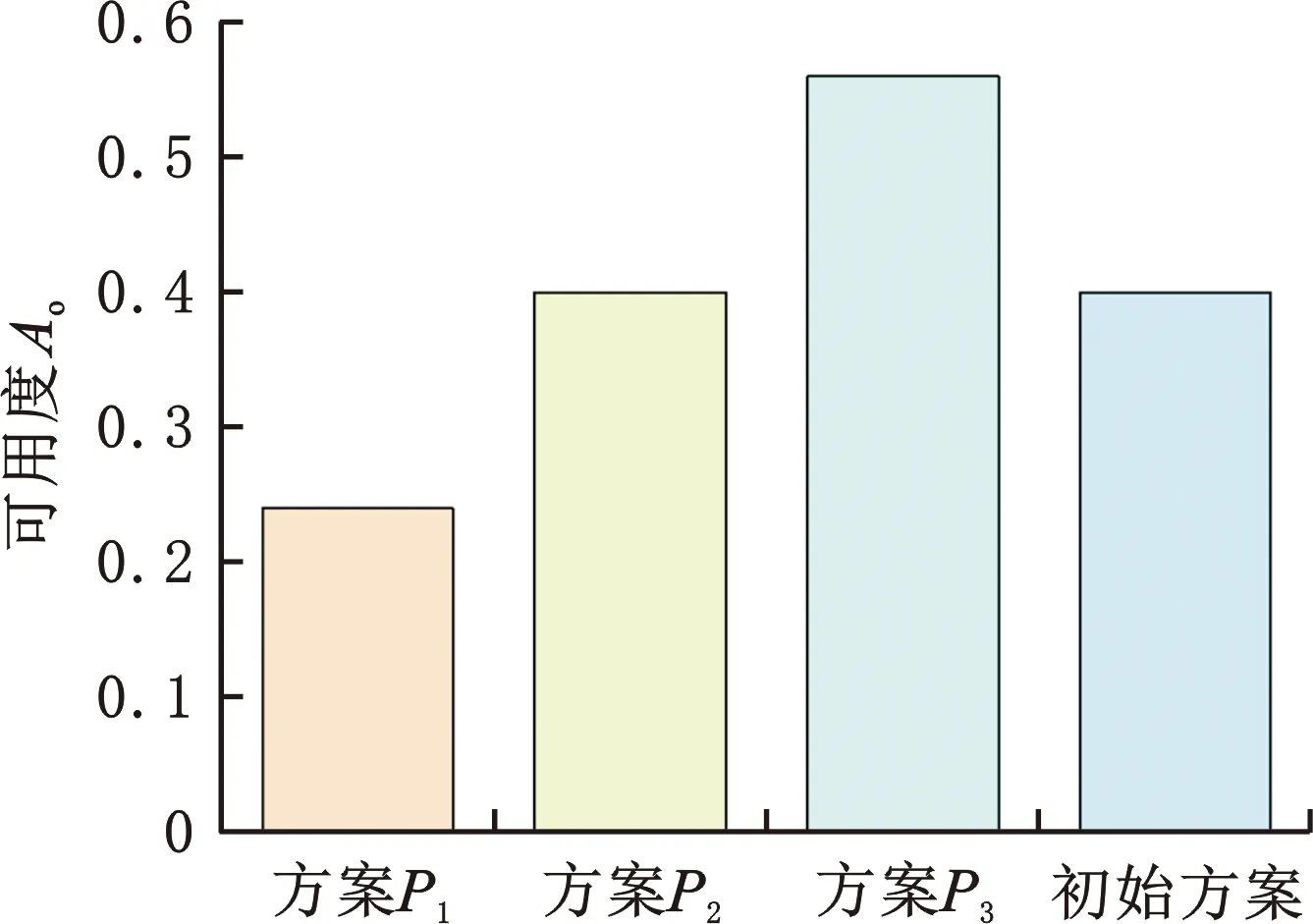
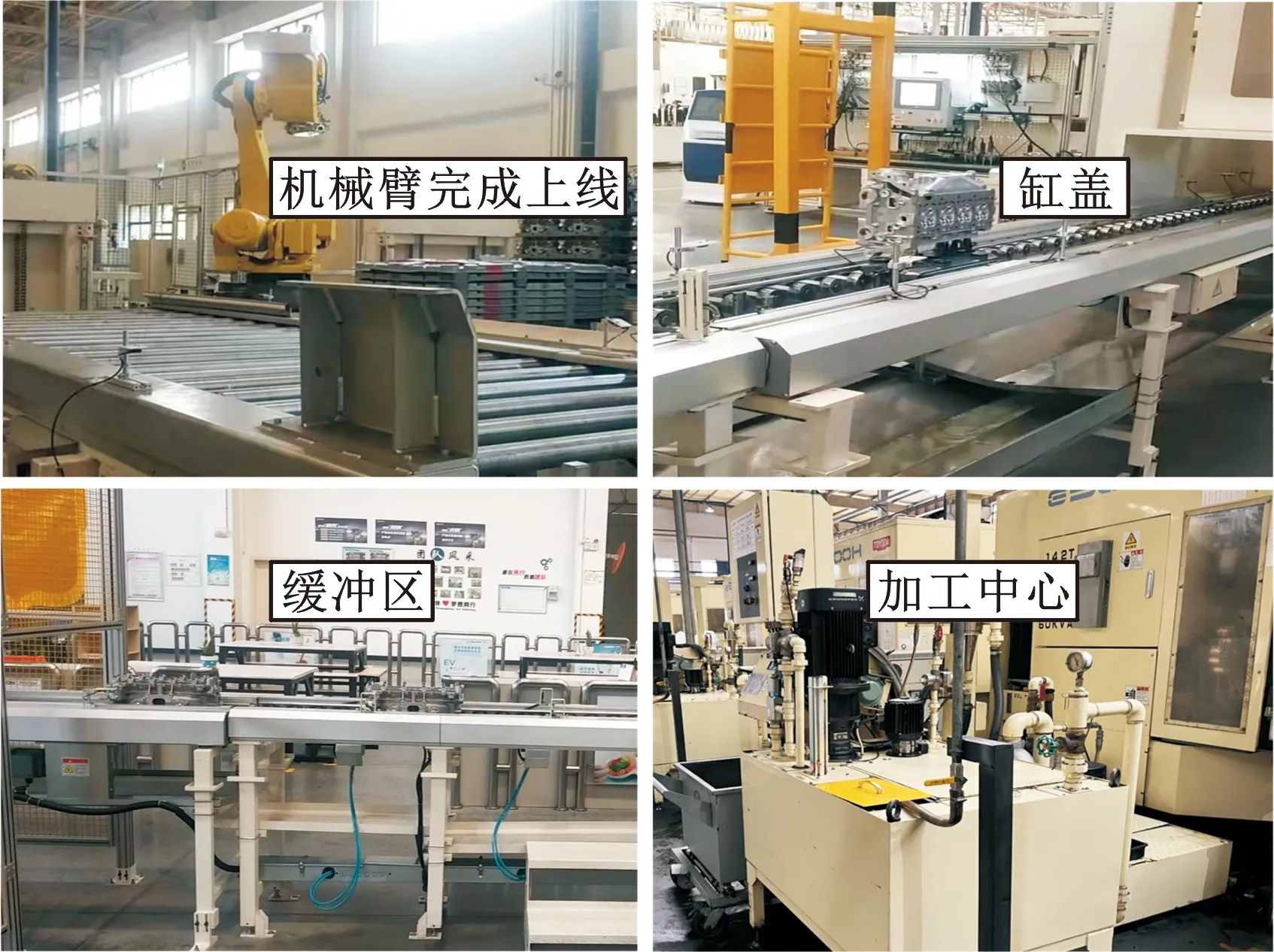
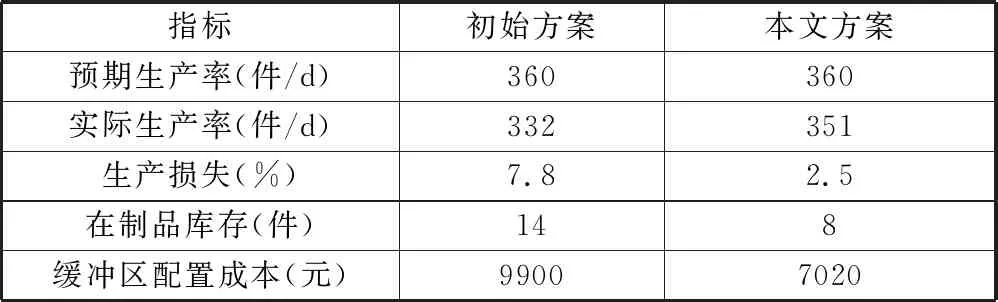
0 (20) 式中,bimax为缓冲区最大容量。 (2)总缓冲区容量约束。总缓冲区容量需在规定范围内,过大会超过实际需求空间,成本过高;过小则不能满足生产需求。总缓冲区容量的约束如下: Bmin≤Btotal≤Bmax (21) 式中,Bmin、Bmax分别为总缓冲区最小容量和最大容量。 (3)理论生产率约束。根据生产要求,生产线理论生产率需要进行约束: Emin≤E0≤Emax (22) 式中,Emin、Emax分别为生产线最小生产率和最大生产率。 (4)成本约束。据企业需求,缓冲区最大配置成本约束为 C≤Cmax (23) 式中,Cmax表示缓冲区配置最高成本。 某企业发动机缸盖生产线由5个工位和5个缓冲区构成,如图5所示,其中,工位OP10由3台设备并联,工位OP20、OP30先由两台设备串联再进行并联,工位OP40由3台设备并联,工位OP50仅有一台设备。 图5 发动机缸盖生产线布局图 每台设备在不同状态下的生产率如表1所示,不同工位设备的故障率和维修率如表2所示。根据发动机缸盖生产线的实际生产特性,给出了缓冲区、理论生产率、成本的约束参数,如表3所示。 表1 各工位不同状态下的生产率 表2 各工位不同设备的故障率和维修率 表3 缓冲区配置约束参数表 4.2.1发动机缸盖生产线性能分析与建立 (24) 根据式(4),当时间t趋于无穷时,稳态概率方程为 (25) 图6 设备状态转移图 图7 设备各状态动态概率 同理,得到其他工位设备的动态微分方程和稳态微分方程。不同工位不同设备的稳态概率如表4所示。 表4 各工位稳态概率表 根据生产率的定义和式(7),得到每个缓冲上游设备生产率和下游设备生产率之比,如表5所示。 表5 上下游设备生产率之比 (26) 根据式(15),使用并联复合算子对工位OP10进行求解。工位OP10共有9种性能状态,对应的UGF函数为 ⋮ 同理,工位OP20和工位OP30先执行串联复合算子,再执行并联复合算子,得到该工位的UGF函数,OP40、OP50分别执行并联复合算子,得到其UGF函数。 通过上述分析得到各个工位的UGF函数后,需对整条生产线进行求解。每个等效工作站串联的整条生产线共有15种性能状态,通过串联复合算子,可以得到整线的UGF函数: {90,85,80,75,65,60,50,45,40,35,30,20,15,0} ⋮ 该发动机缸盖生产线生产周期为80 s/台,每小时可生产45个工件。为满足生产的需求,根据式(16)得到该生产线的可用度: 根据式(17),得到发动机缸盖生产线的理论生产率,并将其作为约束条件。 根据式(19),空间系数主要为缓冲区所占面积产生的成本,配置系数主要考虑人力和物力所产生的成本。该发动机缸盖生产线配置过程中,根据缸盖长度和缓冲带长度可得配置缓冲区单位面积花费为100元,平均配置成本为80元,即cV=100,cA=80。缓冲区配置成本为 4.2.2算法流程 如图8所示,NSGA-Ⅱ具体步骤如下: 图8 NSGA-Ⅱ算法流程图 (1)初始化算法参数,对缓冲区容量bi=(b1,b2,b3,b4,b5)进行编码操作,生成父代种群p0; (2)对父代种群进行非支配排序,建立其Pareto层级; (3)执行遗传算子包括选择、交叉和变异,生成第一代子群N1; (4)合并子父种群并生成新一代种群; (5)对新的种群进行非支配排序,建立个体等级,然后通过拥挤度计算选择新的父代种群p1; (6)执行遗传算子产生新的子代种群N2,判断是否满足终止条件,如果满足,则终止循环;否则跳到步骤4,继续执行操作。 4.2.3结果分析 发动机缸盖生产线缓冲区配置过程中,最大缓冲区总容量为75。优化算法设置参数如下:初始种群大小为50,交叉概率为0.8,变异概率为0.2,最优个体系数为0.4,迭代次数为500,通过NSGA-Ⅱ优化算法求解,最终得到40组Pareto解集,如图9所示。 图9 Pareto解集 从图9可以看出,在缓冲区配置过程中,提高生产线可用度的同时,成本也在不断上升。为更好选取最佳理想设计点,本文选择Pareto解集中的点(方案)P1、P2、P3与该生产线的初始缓冲区配置方案进行比较。各方案缓冲区容量及目标值如表6所示。 表6 方案对比表 从图9可以看出,与初始配置方案相比,P1方案的可用度比初始方案降低了0.16,成本降低了3600元;P3方案的可用度提高了0.16,成本仅提高720元;P2方案在可用度相同的情况下,成本降低了2880元。P3方案的可用度最大,但其成本也最高。与其他方案相比,P1方案的花费最低,但可用度最小。P2方案既有较高的可用度,也有较低的配置成本,最终选取P2方案作为本发动机缸盖生产线的缓冲区最佳设计方案。 用于验证的发动机缸盖生产线包含5个加工工位,加工设备为卧式加工中心,各个工位名称分别为加工排气侧及孔隙、加工缸盖前后端面、加工导管阀座底孔、加工挺柱孔和止推面,以及加工凸轮轴孔。该发动机缸盖生产线的缓冲区以缓冲带的形式运行,生产过程中,发动机缸盖通过缓冲带从上游工位传送到下游工位。通过调整缓冲带长度实现容纳不同数量的发动机缸盖件,即实现对缓冲区容量的配置,其具体现场加工如图11所示。 (a)可用度不同方案对比 图11 现场加工图 根据4.2节分析得到的优化结果(方案P2),分别对加工工位缓冲区容量进行调整,具体为b1=6,b2=9,b3=b4=8,b5=7。该发动机生产线生产周期设定为80s/台,生产的发动机缸盖系列为DK15,具体产品型号为307B,卧式加工中心的型号为JE50S和JE80G。为保证一定的运行效果,并考虑现场实际和效益,使该生产线工作15 d,每天工作8 h。 本文考虑设备长期运行时的性能退化导致的多状态性能对生产线可用度的影响。可用度反映生产线正常运行的程度,但短期试验并不能直接记录该指标性能。缓冲区在制品库存反映工位的输入输出情况即缓冲区可用性水平。预期生产率和实际生产率能体现该生产线的生产损失量。生产损失是生产线正常运行的综合性能指标,可能由设备性能降低或缓冲区的缸盖工件数量变化引起。因此本文以缓冲区在制品库存、生产线生产损失等指标表示该生产线的可用性水平。 调整前后的生产线性能指标如表7所示。在给定生产周期下,该生产线每天预期生产360件缸盖,初始方案下的实际生产率为每天332件,生产损失为7.8%。本文方案设定的预期生产率也为每天360件,但平均实际生产率达到了每天351件,比初始方案实际生产率提高了19件;生产损失为2.5%,比初始方案降低了5.3%。在制品库存方面,本文方案为8件,相比初始方案减少了6件。这表明本文方案的缓冲区在运行过程中能减少生产线堵塞和饥饿,提高缸盖生产线正常工作时间。本文方案在理论可用度基本相同的情况下,总缓冲区容量减少了16,缓冲区配置成本也随之降低。 表7 方案性能指标对比 发动机缸盖生产线案例表明,本文优化方案能提高生产线的正常运行效率并降低生产成本,证实了本文方法的有效性和适用性。 本文以串并混联发动机缸盖生产线为对象,考虑生产设备生产过程中出现的性能多状态,建立了生产线缓冲区配置多目标的优化模型。在以生产线可用度为优化目标的基础上,考虑缓冲区配置带来的成本,以某发动机缸盖生产线为案例,求解得到优化后的生产线缓冲区配置方案,验证了所提出的方法能保证可用度并降低缓冲区配置成本。 考虑到企业生产实际,本文案例仅进行了15天的验证,后续研究可进行长期研究。同时,本文尚未考虑设备性能退化后的维修策略,因此考虑设备维修和缓冲区联合优化是下一步的研究重点。4 案例分析与验证
4.1 发动机缸盖生产线描述

4.2 案例分析


4.3 案例验证
5 结语
猜你喜欢
柴油机设计与制造(2022年2期)2022-08-16
数字技术与应用(2022年3期)2022-04-14
北京航空航天大学学报(2021年4期)2021-11-24
汽车实用技术(2020年15期)2020-10-20
意林(2020年10期)2020-06-01
汽车电器(2019年7期)2019-07-23
北京汽车(2018年4期)2018-09-08
汽车工程师(2018年2期)2018-07-24
中国新通信(2017年3期)2017-03-11
时代人物(2014年10期)2015-01-28