六角形钢丝圈覆胶不良的影响因素分析
2022-11-30 07:17陆克健
轮胎工业 2022年11期
白 茹,杨 姣,党 飞,陆克健
(陕西延长石油集团橡胶有限公司,陕西 咸阳 712000)
钢丝圈是由包胶钢丝按一定断面形状排列制成的刚性环,其作用是赋予胎圈必要的强度和刚性,抑制胎圈部位的延伸,使轮胎牢固地着合于轮辋上[1-2]。钢丝圈断面形状有方形、圆形及六角形,方形钢丝圈主要用于斜交轮胎,也用于纤维胎体的子午线轮胎,圆形和六角形钢丝圈则只用于子午线轮胎[3-4]。钢丝圈的质量对成品轮胎质量有重大影响。在钢丝圈缠绕过程中最常见的质量缺陷包括覆胶不良、表面喷霜、排列结构不良、钢丝散丝和内周长不稳定等。
本工作主要分析影响六角形钢丝圈缠绕过程中覆胶不良的因素。
1 胎圈钢丝
胎圈钢丝在轮胎中要承受极其复杂的交变负荷和冲击负荷,对其性能要求很高。胎圈钢丝不仅要具有高强度、良好的耐疲劳性能、抗冲击性能及伸长率大、扭转次数高、扭矩低等特性;同时胎圈钢丝必须与橡胶具有良好的初始粘合性能,而且要求粘合力保持率高,在使用过程中不能过早分离;钢丝与橡胶的粘合性能也是轮胎生产过程中关键的控制指标之一。
胎圈钢丝本身性能或与橡胶的粘合性能不佳会造成覆胶不良,因此对胎圈钢丝有如下要求:(1)胎圈钢丝使用高碳钢,表面镀黄铜,钢丝镀层要求厚度为0.25~0.55 mm,实测一般为0.3~0.4 mm;钢丝破断力要求不小于2 850 N,实测通常为 3 000~3 200 N。(2)影响钢丝与橡胶粘合性能的主要因素是钢丝镀层,随着镀层质量的增大,粘合力增大。因此,在标准范围内,增大胎圈钢丝镀层质量,有利于提升胎圈钢丝粘合力。
2 覆胶胶料性能
2.1 配方
天然橡胶(NR) 50,丁苯橡胶(SBR)1500 50,炭黑N660 96,氧化锌 3,硬脂酸 1.5,不溶性硫黄OT20 7,促进剂TBBS 1,其他 8。
2.2 混炼工艺
胶料采用3段混炼工艺,一段混炼转子转速为45 r・min-1,混炼工艺为:生胶、小料→压压砣(10 s)→炭黑、油→压压砣(35 s)→提压砣→压压砣→排胶(160 ℃);二段混炼转子转速为45 r・min-1,混炼工艺为:一段混炼胶→炭黑→压压砣(35 s)→提压砣→压压砣→排胶(160 ℃);三段混炼转子转速为20 r・min-1,混炼工艺为:二段混炼胶、硫黄、促进剂→压压砣(30 s)→提压砣→压压砣(20 s)→排胶(105 ℃)→开炼机下片。
2.3 硫化特性和物理性能
胶料的硫化特性见表1。
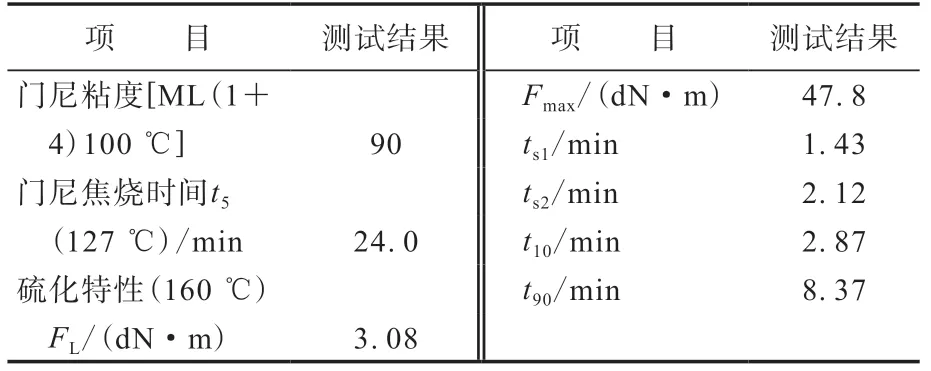
表1 胶料的硫化特性
从表1可以看出,胶料的t90和焦烧时间可以保证胶料的加工安全性。门尼粘度表征胶料的加工性能,在内控标准内,可以保证现场工艺性能,如覆胶厚度和口型挤出等。控制胶料的门尼粘度和门尼焦烧时间,有助于解决钢丝圈覆胶 不良问题。
硫化胶的物理性能见表2。
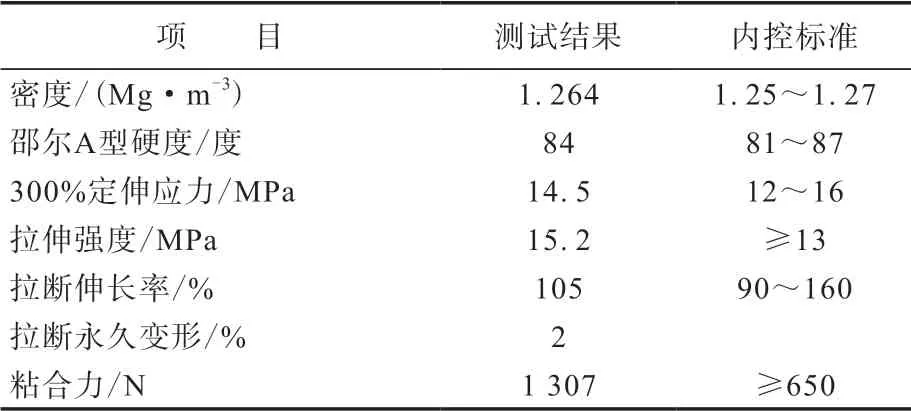
表2 硫化胶的物理性能
从表2可以看出,硫化胶的硬度、100%定伸应力、拉伸强度和拉断伸长率均在内控标准范围内,且位于标准的中值。胶料的粘合力远高于内控标准要求,保证了覆胶效果。
3 挤出机温度控制及钢丝预热
3.1 挤出机温度控制
钢丝圈缠绕多采用冷喂料式挤出机,所喂入的胶料既冷又硬,因此挤出机的温度控制直接影响挤出胶料的性能和质量。挤出机温度设定过高则会导致胶料焦烧,造成口型堵胶,钢丝覆胶不良,大面积漏铜等现象;挤出机温度设定过低则使得胶料塑化效果变差,均一性差,造成钢丝圈覆胶不均匀等。
为保证覆胶质量,对挤出机温度控制有以下要求:(1)作业开始前必须先打开挤出机自动温度控制装置,确保温度升高至预设温度后方可作业,严禁将胶料投入尚未升温加热的冷挤出机中; (2)在生产操作过程中,必须对温度设置、压力指示和安全倍数进行监视,发现超出允许值时及时调整;(3)出胶温度应不高于100 ℃,防止温度过高导致胶料预硫化或自硫化;(4)每次工作完毕必须及时将机头和机身中的残余胶料清除,特别是溢胶装置(指直角机头)应清理干净。
3.2 钢丝预热
钢丝预热分为非接触式电流预热和接触式电阻预热两种(见图1),主要是通过减少对挤出机绝缘头的热冲击,来改善胶料与钢丝的粘合性能。如果钢丝未经过预热或预热效果不佳,则会导致钢丝与胶料的粘合力下降,使钢丝挂不住胶或钢丝圈缠绕成型后包胶层脱落等(见图2)。
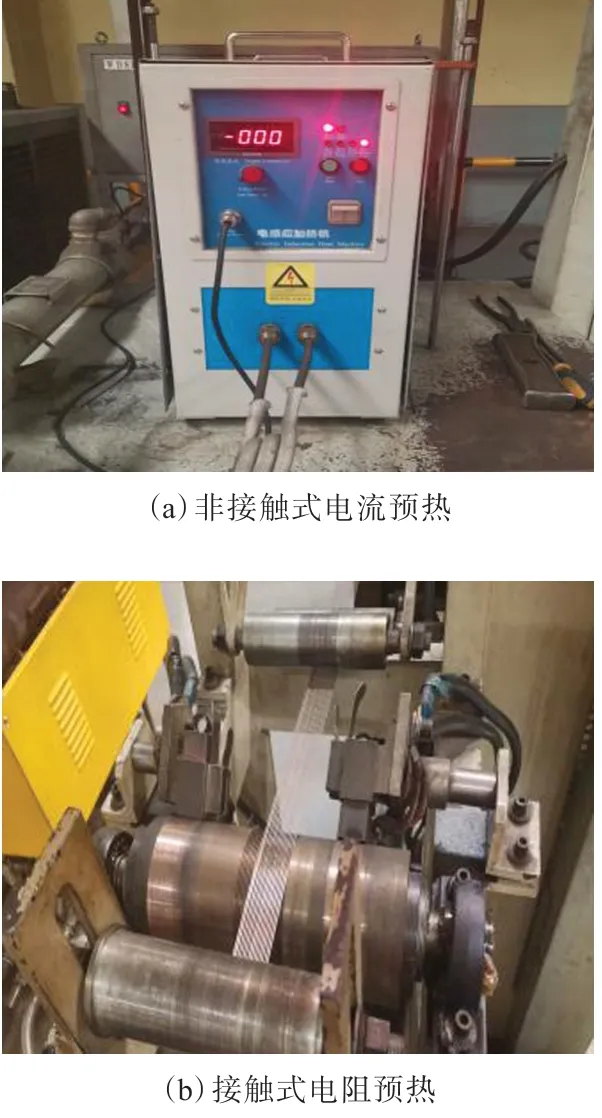
图1 钢丝预热方式
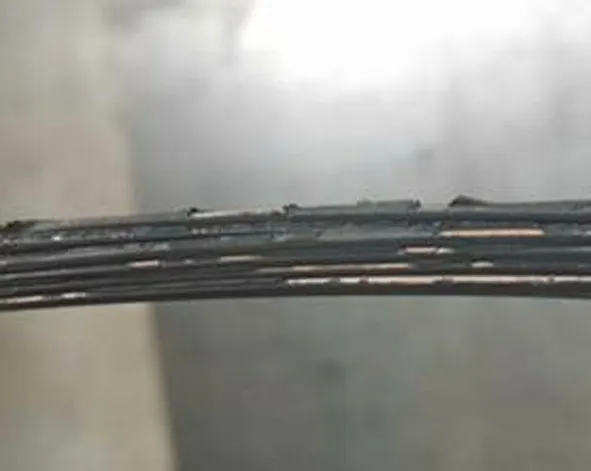
图2 钢丝圈覆胶层脱落
钢丝预热要求:调整钢丝预热温度,钢丝电感预热温度控制在40~60 ℃时可有效解决钢丝覆胶不良、覆胶层脱落等问题;应注意的是当钢丝处于静止状态时不应有电流通过,以防止烧坏钢丝。
4 钢丝圈缠绕机口型
钢丝圈缠绕机口型一般由导丝板和覆胶板两部分组成,导丝板用于定位,覆胶板用以控制覆胶厚度。在设备高速运转过程中,由于钢丝震动导丝板极易与钢丝剐蹭致使钢丝表面镀层脱落,从而影响钢丝圈覆胶质量和轮胎性能。
覆胶板内径决定钢丝圈覆胶厚度,覆胶板内径设计过小,则覆胶厚度太小,易出现漏铜等不良现象;覆胶板内径设置过大,则钢丝圈整体结构相对松散,影响轮胎性能。
钢丝圈缠绕机口型要求:(1)在导丝板钢丝进口方向设置1个倒角(见图3);(2)半钢子午线轮胎用六角形钢丝圈采用Φ1.2和1.3 mm两种钢丝[5],覆胶后分别达到Φ1.5和1.6 mm。
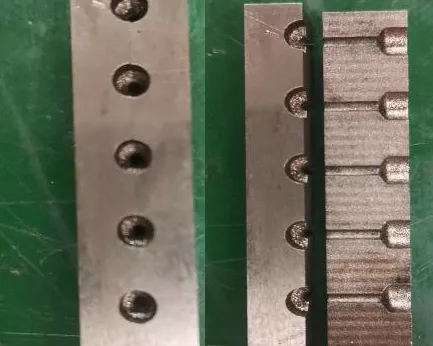
图3 导丝板设置倒角后效果
5 机头送料架及排线轮
钢丝圈缠绕机总成由5个钢丝圈成型瓦和一个夹紧钳瓦片组成,各瓦片都带有凹槽,每个凹槽上方均有用作控制钢丝横移排列的排线轮(见图4),每个导向辊后方均有一个送料架(见图5)。当钢丝穿过导向辊、裁断装置、送料架、排线轮时,如果钢丝排列不在同一直线上,则极易出现钢丝与送料架剐蹭导致包胶层脱落。值得注意的是,由送料架导致的覆胶不良病象多表现为钢丝两侧或底部划伤且夹杂有淤积胶料,具有明显的可辨识性;而由排线轮导致的覆胶不良病象主要表现为钢丝两侧割伤,且多出现在钢丝跳线部位(见 图6)。

图4 排线轮

图5 送料架

图6 排线轮割伤导致露铜
机头送料架及排线轮要求:(1)机头送料架料夹间隙不能太小或太大,间隙太小会剐蹭造成包胶层脱落,间隙太大则难以对钢丝料头进行有效定位,造成钢丝排列不良;(2)排线轮上的沟槽宽度应适中,沟槽宽度太小易割伤包胶层导致露铜,沟槽宽度太大则易导致钢丝圈排列散乱; (3)必须保证钢丝经过导向辊送料架后,牵引到成型盘上为一条直线;(4)根据所使用的钢丝直径,选择对应配套的送料架小料夹和排线轮规格; (5)开机前检查排线轮沟槽边部是否有卷边、毛刺等,一经发现及时更换。
6 结语
六角形钢丝圈覆胶不良主要受到胎圈钢丝、覆胶胶料、挤出机温度控制及钢丝预热效果、钢丝圈缠绕机口型、机台送料架及排线轮等因素的影响,生产过程控制中需要从以上几个方面入手,降低该缺陷的发生率。本文只针对我公司六角形钢丝圈缠绕工艺运行过程中遇到的钢丝圈覆胶不良问题进行了初步研究探讨,在今后的工作中还需进一步探索更优化的问题解决方案。
猜你喜欢
国际纺织导报(2022年4期)2022-11-04
橡胶工业(2022年7期)2022-07-19
轮胎工业(2020年1期)2020-07-28
轮胎工业(2020年7期)2020-03-01
轮胎工业(2020年12期)2020-02-28
天津冶金(2018年2期)2018-06-14
橡塑技术与装备(2018年5期)2018-03-17
计算机测量与控制(2017年6期)2017-07-01
纺织器材(2016年5期)2016-11-22
纺织器材(2016年1期)2016-09-14