
CFRP 薄壁圆筒壳端面磨削工艺研究
2022-12-03 16:38赵明昊康仁科史耀辉郝宗成鲍岩董志刚
上海航天 2022年5期
赵明昊,康仁科,史耀辉,郝宗成,鲍岩,董志刚
(1.大连理工大学 精密与特种加工教育部重点实验室,辽宁大连 116024;2.上海复合材料科技有限公司,上海 201112)
0 引言
复合材料具有比强度高、比模量高、抗腐蚀、阻尼特性好、热稳定性好等优点,在航空航天、船舶、车辆和医疗等领域应用广泛[1-2]。其中,碳纤维增强复合材料(Carbon Fiber Reinforced Polymer,CFRP)是一种树脂基复合材料,将基体相的聚合物树脂和增强相的碳纤维粘结在一起制成,具有高比强度和高比刚度、耐腐蚀等诸多优势,多用于需要降低重量同时保持高强度和高刚度的航空航天、车辆等领域[3-4]。蜂窝类型结构因制成的结构件比刚度、比强度高,因而成为了航空航天领域的热门结构[5-7]。
阵列碳纤维复合材料管是一种类蜂窝结构[8],该构件兼具CFRP 材料的低热膨胀系数和蜂窝轻量化、高轴向刚度的优良特性[9-11],是应用于航天卫星反射面板夹层结构的理想材料结构[12]。然而阵列碳纤维复合材料管的材料属性及其弱刚性非连续结构特征决定了其在加工过程时常发生加工损伤。磨削加工是CFRP 材料加工的常规手段[13],刘树良等[14]开展多向层铺CFRP 板端面磨削实验研究,通过单因素试验和正交试验发现主轴转速、进给速度、切削深度和工具粒度等工艺参数对工件表面粗糙度的影响规律,影响表面粗糙度各因素的主次顺序为主轴转速、进给速度、切削深度和工具粒度;周井文等[15]针对碳纤维复合材料层压板切边加工,采用单层钎焊金刚石磨头和金刚石涂层玉米铣刀2 种刀具分别对其进行磨削和铣削加工实验,发现磨削加工相比于铣削加工,加工质量更好,加工缺陷更少,更适用于CFRP材料的低损伤加工。国内外研究表明,切削力与CFRP 材料加工损伤具有相关性,切削力导致切削热的产生,若CFRP 材料的切削温度高于树脂的玻璃转化温度,使树脂约束纤维的能力下降,从而产生加工损伤[16],根据HU等[17]对CFRP 层合板的磨削试验,当切削深度增加时,磨削力和加工表面粗糙度均增加;SHEIKH-AHMAD等[18]的研究表明,选择较高的切削速度和较低的切削深度可以获得较小的切削力和加工表面粗糙度,因此控制CFRP 材料磨削力是实现其高效低损伤加工的关键。
在工艺参数对CFRP 材料磨削力的影响规律方面,胡安东等[19]研究传统磨削加工和超声振动辅助磨削加工CFRP 材料时进给率、切削深度对磨削力的影响规律,结果表明切削力均随进给率和切削深度的增加而增大;徐倩等[20]采用正交试验法对CFRP 材料进行了不同加工参数下的磨削加工实验,实验结果表明,影响磨削力各因素的主次顺序为磨削深度、砂轮线速度和工件进给速度。
目前缺少针对CFRP 薄壁结构的磨削加工研究,上述研究获得的结论不能应用到CFRP 薄壁圆筒壳。本文开展CFRP 薄壁圆筒壳磨削加工实验,通过设计正交试验,分别研究磨削深度、切出角度、磨削速度和进给率等工艺参数对CFRP 薄壁圆筒壳加工过程中磨削力的影响规律,比较各工艺参数对磨削力的影响程度,以期为阵列碳纤维复合材料管的磨削加工提供参考。
1 实验材料、设备、方法
1.1 实验材料
阵列碳纤维复合材料管为新型结构,由CFRP薄壁圆筒壳通过特殊的排布方式粘接制成,如图1(a)所示。CFRP 薄壁圆筒壳结构如图1(b)所示,内径40 mm,壁厚0.3 mm,由4 层预浸料USN07500 按照45°/-45°/45°/-45°的纤维方向铺设,预浸料参数见表1。

表1 CFRP 预浸料参数Tab.1 Parameters of the CFRP prepreg

图1 阵列碳纤维复合材料管Fig.1 Schematic diagram of the CFRP tube array
1.2 实验设备
CFRP 薄壁圆筒壳磨削加工实验在北京凝华NHM800 机床上进行,详细参数见表2。磨削刀具为电镀金刚石杯形砂轮,其直径为40 mm,金刚石粒度为100#。

表2 NHM800 机床技术参数Tab.2 Technical parameters of machine tool NHM800
1.3 实验方法
由于CFRP 薄壁圆筒壳厚度远小于其直径,所以可以忽略CFRP 薄壁圆筒壳的厚度,CFRP 薄壁圆筒壳与杯形砂轮之间可以看作是点接触。将磨削点处砂轮的磨削方向与CFRP 薄壁圆筒壳沿接触点未去除材料一侧的相切方向之间的夹角定义为切出角度ϕ。本实验设定主轴转速的正方向为顺时针方向,砂轮磨削轨迹如图2(a)所示。砂轮先沿直线AB进给至B点,然后沿以CFRP 薄壁圆筒壳轴心O为圆心的半圆弧BC进给至C点,最后沿直线CD进给至D点。砂轮沿上述刀具轨迹进给时,当砂轮位于半圆弧BC段时,此时CFRP 薄壁圆筒壳与砂轮的轴心距e为定值,切出角度ϕ保持不变,通过测量BC段的磨削力,便可获得在切出角度ϕ下的磨削力。
实验装置如图2(b)所示,使用Kistler 9119AA2测力仪对CFRP 薄壁圆筒壳磨削力的3 个方向的分力Fx、Fy、Fz进行测量,使用设备自带的滤波软件对磨削力数据进行均值滤波,滤波参数为2 000,并通过勾股定理计算水平面合力Fxy。
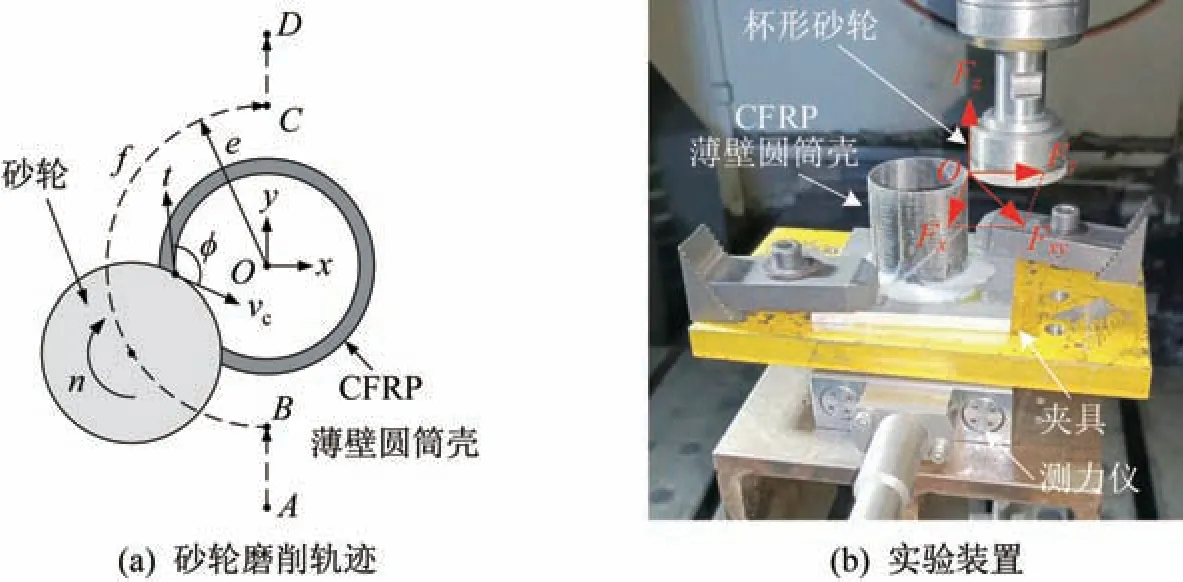
图2 CFRP 薄壁圆筒壳磨削实验Fig.2 Schematic diagram of the grinding test for the CFRP thin-walled circular shell
研究磨削深度h、切出角度ϕ、主轴转速n和进给率f等工艺参数对CFRP 薄壁圆筒壳磨削力的影响规律。选择上述4 个工艺参数为因素,每个因素选取4 个水平,以水平面合力Fxy和轴向力Fz为试验指标,采用L16(45)正交表开展4 因素4 水平正交试验,选用的16 组实验参数见表3。通过正交试验判断4 个参数分别对磨削力的影响程度,并分别对各个因素下的磨削力影响规律进行分析。

表3 CFRP 薄壁圆筒壳磨削实验参数Tab.3 Parameters of the grinding test for the CFRP thinwalled circular shell

续表3 CFRP 薄壁圆筒壳磨削实验参数Continued tab.3 Parameters of the grinding test for the CFRP thin-walled circular shell
2 实验结果与分析
2.1 正交试验结果分析
CFRP 薄壁圆筒壳在16 组实验参数下的水平面合力Fxy和轴向力Fz见表4。对正交试验结果分别进行极差分析和方差分析。

表4 正交试验结果Tab.4 Results of the orthogonal tests
2.1.1 极差分析
要判断各工艺参数对CFRP 薄壁圆筒壳磨削力的影响程度,依据正交试验对称性原理,需建立各个因素磨削力回应值,令

式中:Ki(i=1,2,3,4)为同一因素下第i个水平试验结果的均值;R0为同一因素下K1~K4中最大值与最小值之差(极差)。
水平面合力Fxy回应表见表5,轴向力Fz回应表见表6。其中,Xa为磨削 深度,Xb为切出角度,Xc为主轴转速,Xd为进给率。
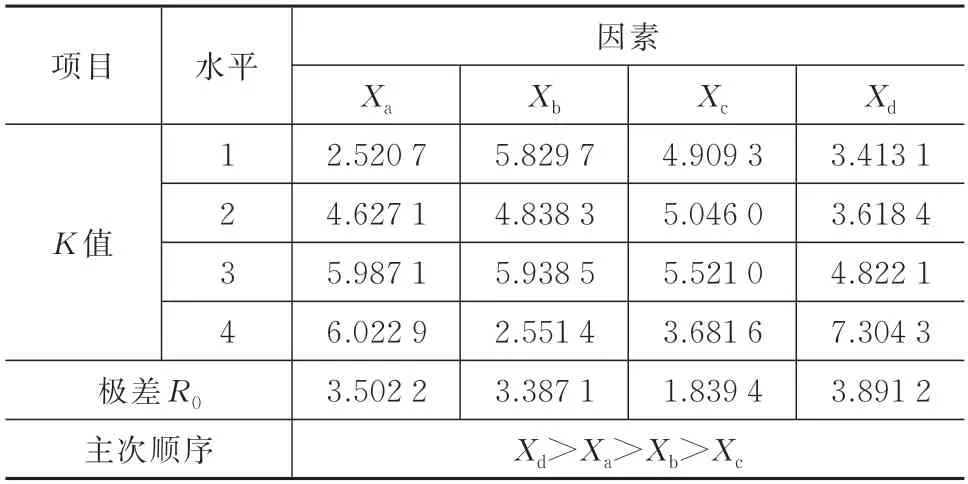
表5 水平面合力Fxy回应表Tab.5 Responses of the horizontal resultant force Fxy

表6 轴向力Fz回应表Tab.6 Responses of the axial force Fz
由回应表可知,各因素的极差R0之间的差异说明各因素随着水平改变对试验指标的影响是不同的。极差越大,说明这个因素随着水平改变对试验指标的影响越大。极差最大的一列,所对应因素随着水平改变对试验指标的影响最大,该因素便是在试验中需要优先考虑的因素。
由水平面合力Fxy回应表可知,在当前实验条件下,水平面合力Fxy最大的组合为Xa4Xb3Xc3Xd4,即当磨削深度为5 mm,切出角度为90°,主轴转速为5 000 r/min,进给率为0.3 mm/r 时,水平面合力Fxy最大。通过比较水平面合力Fxy回应表中各因素的极差R0可知,影响水平面合力的因素主次顺序为进给率、磨削深度、切出角度、主轴转速。
由轴向力Fz回应表可知,在当前实验条件下,轴向力Fz最大的组合为Xa1Xb1Xc3Xd3,即当磨削深度为2 mm,切出角度为30°,主轴转速为5 000 r/min,进给率为0.25 mm/r 时,轴向力Fz最大。通过比较轴向力Fz回应表中各因素的极差R0可知,影响轴向力的因素主次顺序为切出角度、主轴转速、进给率、磨削深度。
2.1.2 方差分析
对水平面合力Fxy正交试验结果进行方差分析,见表7。磨削深度、切出角度和进给率对水平面合力有显著的影响,主轴转速对水平面合力影响不显著。

表7 水平面合力Fxy方差分析Tab.7 Variance analysis of the horizontal resultant force Fxy
对轴向力Fz正交试验结果进行方差分析,见表8。磨削深度、切出角度、主轴转速和进给率对轴向力的影响均不显著。

表8 轴向力Fz方差分析Tab.8 Variance analysis of the axial force Fz
2.2 各工艺参数对磨削力的影响规律
2.2.1 磨削深度对磨削力的影响规律
水平面合力随着磨削深度增大的变化趋势如图3 所示。由图可见,水平面合力随着磨削深度的增大而增大。这是因为当磨削深度增大时,CFRP薄壁圆筒壳与砂轮的接触面积同比增大,砂轮侧面有效磨刃数显著增多,导致磨削力的增大。
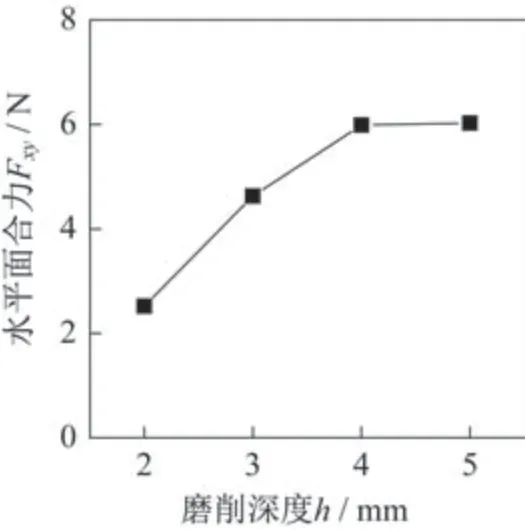
图3 磨削深度对水平面合力的影响Fig.3 Effects of the grinding depth on the horizontal resultant force
2.2.2 切出角度对磨削力的影响规律
水平面合力随着切出角度增大的变化趋势如图4 所示。当切出角度小于90°时,水平面合力随着切出角度的增大的变化幅度较小;当切出角度大于90°时,水平面合力随着切出角度的增大而迅速减小。

图4 切出角度对磨削力的影响Fig.4 Effects of the cutting angle on the horizontal resultant force
2.2.3 进给率对磨削力的影响规律
水平面合力随着进给率增大的变化趋势如图5所示。由图可见,水平面合力随着进给率的增大而增大。因为随着进给率增大,磨削过程中砂轮侧面活跃磨粒的最大未变形切屑厚度增大,单颗磨粒需去除更多材料而导致单颗磨粒的磨削力增加,同时砂轮侧面有效磨刃数不变,最终导致总磨削力增大。

图5 进给率对磨削力的影响Fig.5 Effects of the feed rate on the horizontal resultant force
3 结束语
本文研究了CFRP 薄壁圆筒壳磨削过程中磨削深度、切出角度、主轴转速、进给率等工艺参数对磨削力的影响规律,通过正交试验分析各工艺参数对磨削力影响程度,同时分别对磨削力随各工艺参数的变化趋势进行了研究,结论如下:
1)影响水平面合力的各工艺参数主次顺序依次为进给率、磨削深度、切出角度、主轴转速,进给率、磨削深度和切出角度对水平面合力的影响显著,主轴转速对水平面合力的影响不显著;水平面合力随进给率和磨削深度的增大而增大,随着切出角度的增大先减小后增大。
2)影响轴向力的各工艺参数主次顺序依次为切出角度、主轴转速、进给率、磨削深度,主轴转速、切出角度、进给率和磨削深度对轴向力的影响均不显著。
3)水平面合力均随着磨削深度和进给率的增大而增大,若需要减小阵列碳纤维复合材料管磨削的水平面合力,同时考虑到提高生产率,应优先选取较低的进给率,可以选取较大的磨削深度。
研究对CFRP 薄壁圆筒壳和阵列碳纤维复合材料管高效低损伤加工工艺的制订具有参考意义。
猜你喜欢
陕西画报(2021年1期)2021-04-22
数学大王·低年级(2020年8期)2020-08-14
环球时报(2019-11-14)2019-11-14
当代工人(2019年11期)2019-07-10
作文中学版(2018年11期)2018-11-29
中学数学杂志(高中版)(2016年6期)2017-03-01
焊接(2015年8期)2015-07-18
中国工程咨询(2015年10期)2015-02-14
新高考·高一物理(2014年1期)2014-09-18
中国火炬(2014年3期)2014-07-24
