锅炉末级过热器进口集箱三通焊缝裂纹原因分析及处理措施
2022-12-06 12:10马振华
东北电力技术 2022年11期
马振华
(华电电力科学研究院有限公司,浙江 杭州 310030)
某火电厂配备1台型号为HG-1025/17.5-YM36的亚临界参数锅炉。锅炉主蒸汽设计压力为17.5 MPa,主蒸汽温度为540 ℃,锅炉的额定蒸发量为1025 t/h。整体采用单炉膛π型布置,受热面全部吊挂在钢结构大板梁上,过热器和再热器的受热面集箱主要布置在炉膛上部大包内[1],布置如图1所示。该锅炉于2007年10月正式投入运行,2021年9月大修时,累计运行时间约87 215 h。在2021年进行定期检验过程中,发现末级过热器进口集箱的三通与后屏过热器出口集箱连接管的焊缝存在多条横向裂纹。本文通过查找多方面原因对上述裂纹缺陷产生的机理进行分析,并提出合理的焊接及热处理工艺对缺陷进行修复。
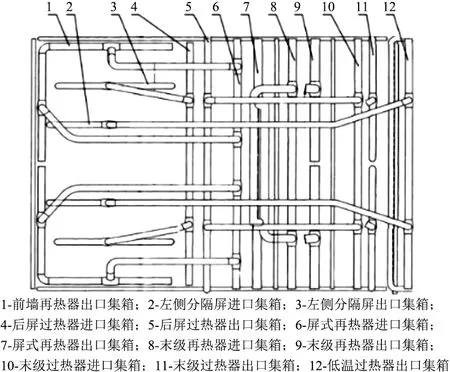
图1 炉顶集箱分布情况
1 裂纹缺陷情况
过热蒸汽由后屏过热器出口集箱通过2根Ф406 mm×70 mm,材质为SA-335P22的连接管引入末级过热器进口集箱三通,焊缝位置如图2所示。三通规格Ф406 mm×406 mm×406 mm,壁厚75 mm,材质为SA-234WP22CL1。
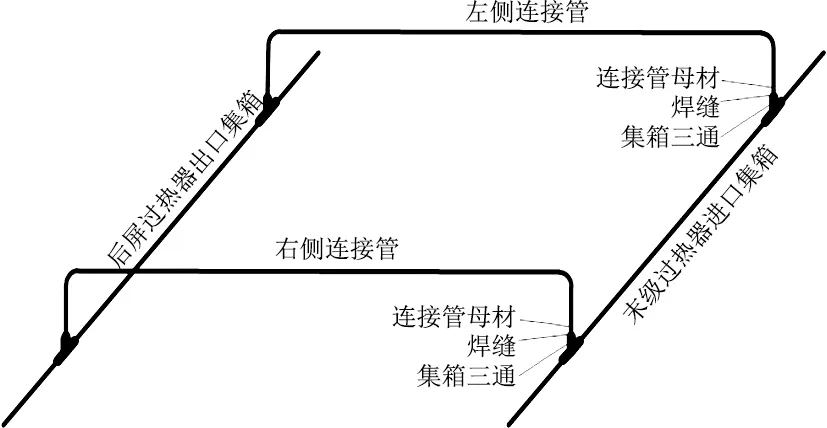
图2 集箱焊缝位置示意图
依据《锅炉安全技术规程》规定,当锅炉运行时间超过5×104h,应对高温过热器环焊缝进行表面无损检测,一般抽查不少于1条环焊缝。在对末级过热器进口集箱炉右侧三通与连通管对接焊缝磁粉探伤时发现,焊缝根部位置及焊道之间存在断续线性磁痕,其中最严重的裂纹已几乎横跨整个焊缝,结构及形貌如图3所示。通过宏观观察,此裂纹呈现断续状,裂纹开口较宽,焊接热影响区为裂纹起裂点。对缺陷分布进行检查,焊缝表面打磨平整后做磁粉探伤和渗透探伤复检,在焊缝内部表面又发现多处裂纹,如图4所示。对该集箱的左侧三通与连接管的对接焊缝进行磁粉检测扩检,发现同样存在多条密集横向裂纹。

图3 磁粉检测

图4 渗透检测
2 裂纹产生原因分析
由于此次进行消缺返修处理,而未进行整体焊接接头截取制样进行理化性能和电镜扫描分析。本文通过金相组织、硬度、材料化学成分、焊接工艺等几个方面研究裂纹产生的原因。
2.1 金相组织分析
现场通过对右侧三通裂纹附近位置的焊缝及连接管母材位置进行金相分析,金相组织如图5、图6所示。通过观察分析可判断该材料组织为铁素体+回火贝氏体,未见明显球化,球化等级为2~3级。焊缝区域晶粒细碎,母材区域晶粒粗大。焊接时形成不同组织之间的膨胀系数存在较大差异,将产生较大的组织应力和焊接应力,易导致冷裂纹产生。
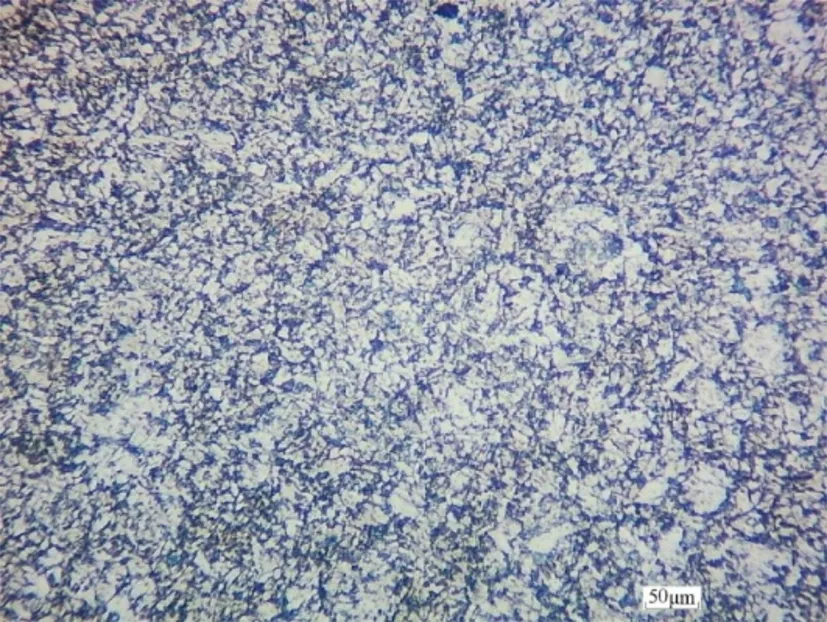
图5 右侧焊缝金相组织
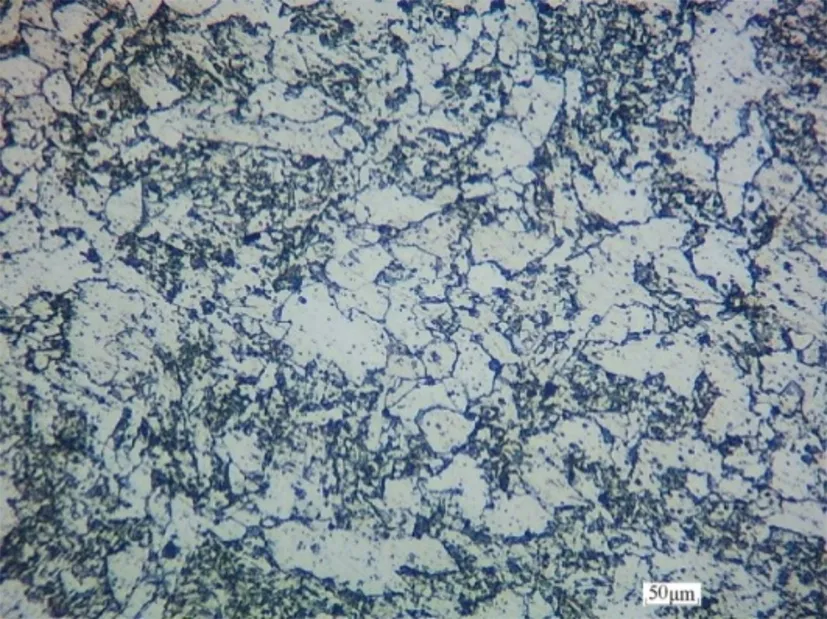
图6 右侧连接管母材金相组织
2.2 硬度分析
DL/T 438—2016《火力发电厂金属技术监督管理规程》要求:SA-335P22管道硬度为135~195(HB);DL/T 869—2012《火力发电厂焊接技术规程》规定:焊缝硬度不超过母材布氏硬度加100 HBW,且不超过300 HBW,同时不应低于母材硬度的90%。采用便携式里氏硬度计对焊缝及母材位置进行硬度检测,结果如表1所示。由表1可知,焊缝硬度较母材硬度高出100 HB且部分焊缝硬度点已超过300 HB。当两侧硬度差异较大时应力将会增加,最终导致裂纹的产生。

表1 焊缝及连接管母材硬度值 单位:HB
2.3 材料化学成分分析
通过查阅资料SA-234WP22CL1与SA-335P22是ASME规范中用于锅炉结构中的一种常用钢材,供货热处理形式为正火+高温回火。表2列出了ASME标准中规定的母材化学成分,根据其化学成分可知,其含有较多Cr、Mo等合金元素,而较多的合金成分在管材焊接后焊缝及热影响区存在较大的淬硬性倾向,导致冷裂裂纹倾向加大。加上管件壁厚较大,焊接性能较差,在焊接时如果输入的线能量过大时,焊缝内的晶粒将显著变大,使焊接接头的韧塑性降低。

表2 SA-335P22及SA-234WP22CL1的化学成分 单位:%
现场采用便携式光谱分析仪对焊接接头及附近的母材进行化学成分分析,如表3所示。通过与表1比较可知,该焊缝焊接接头的化学成分在标准规定范围内。

表3 焊缝及母材化学成分
2.4 焊接工艺分析
连接管道和集箱三通的连接焊缝为安装现场焊接口且厚度较大,采用手工钨极氩弧焊(GTAW)打底+手工电弧焊(SMAW)填充、盖面的多层多道焊接施工工艺[2]。这种焊接工艺在焊接时熔池凝固过程中,因不同层的熔敷金属凝固速度不同从而产生温差应力,应力释放不充分,导致焊接残余应力留存,这些焊接残余应力在焊后热处理后未能彻底消除。其次,在现场焊后热处理过程中,加热器布置不规范,不均匀的加热功率导致热处理区域产生新的残余应力[3]。在热处理过程中三通两端散热,同时还有与集箱连接的受热面小径管散热,使焊接预热和后期热处理过程中升温速度不同,产生温差应力。焊后进行高温回火热处理不仅不能消除焊接残余应力,还有可能形成新的热处理残余应力,而且残余应力在结构中会长期存在。
3 焊缝修复措施
ASME规范中SA-234WP22CL1与SA-335P22属于珠光体型耐热钢,通过添加Cr、Mo等合金元素来提高钢材的耐磨和抗高温性能,同时由于合金元素的添加使金属的淬硬性倾向明显增加,在焊接过程中如果温度控制不当会产生淬硬性马氏体组织。本次焊缝裂纹修复的重点在于控制再热裂纹的敏感区范围,减少焊缝内残余应力,控制好升温和降温速度以避免焊缝内粗晶区的产生。另外,在焊接过程中还可以使用尖头焊缝检验锤均匀锤击焊缝表面,使焊接残余应力得到有效释放。在进行焊后热处理时由于集箱三通结构的原因,温度较难达到标准要求,故在加热器的布置和升温速度与保温时间的控制要合理规划,避免焊件在热敏感区停留过长时间,主要工艺要点如下。
3.1 裂纹的消除
由于裂纹分布比较广泛,故此次采取整体环切的方式进行消缺处理。在切割前应注意对末级过热器进口集箱的本体及相关管系进行加固工作,确保在三通处环焊缝在切削过程中整体受力合理、系统稳定、管道不产生移位以避免出现管系变形影响后续的焊接工作。在切割过程中要对焊口裂纹情况进行多次无损检验复查,在缺陷完全消除后即可停止切割,不可对焊缝切割过多导致不必要的焊接量。经表面无损检测确认裂纹彻底消除后,开始进行焊前的准备工作。对已消除缺陷的部位向两侧开坡口,为避免坡口两侧的杂物对焊接过程造成影响,在坡口两侧15 mm的范围进行打磨直到露出金属光泽,坡口宽度能够保证焊条摆动宽度,可有效控制母材和焊缝的熔合比,防止超标缺陷的出现。
3.2 焊接及热处理
根据锅炉热箱内高温集箱铸造三通裂纹具体情况,依据相关技术规程中返修焊件的相关标准制定了焊接及热处理工艺卡,焊接方面重点从预热温度、层间温度、焊接电流、焊接电压、焊层厚度等参数进行全面监控。焊接及热处理作业人员进行具备满足相应焊接方法的焊接资质并持证上岗。由于是返修焊接,焊缝裂纹的消除应边车削边检测至缺陷消失即可,无需一次性将焊缝车削到底。裂纹消除后再根据实际情况选择合适的焊接方法,焊接时加强对焊接过程中的质量管控,确保不出现焊接原因的返修问题。每完成一层进行自检合格后才能进行下一层焊接,并根据焊口的实测温度对预热温度进行随时调整。在焊缝的焊接修复过程中要用尖头锤均匀锤击焊道使整个焊层表面形成麻点,使焊接时的应力得到部分释放,焊接时每道焊缝最好能够一次性完成。当焊接过程中发现表面有咬边等缺陷时,应修磨至平滑过渡,以防止应力集中导致延迟裂纹和再热裂纹的产生。焊接完成后应将焊口表面影响热处理的异物打磨消除,如焊瘤、焊渣、金属飞溅物等,确保加热器能够焊接接头表面充分接触。整体焊接完成后如果现场条件允许应当立即进行焊后热处理工作。
焊前预热﹑焊后热处理方面重点从加热时间、升温速度、保温时间等参数进行监控。在预热过程中热电偶的布置应设置在焊缝坡口附近,除监控热电偶外,还要用远红外测温仪每隔一段时间测量坡口处温度,确保坡口处温度能够达到规定的热处理温度。在焊接的预热及焊后热处理的分区数量与控温热电偶的布置如图7所示。由于是修复焊接,需注意对加热器的合理布置,加热过程中温度散失的补偿工作。测温点应沿焊缝的12:00、3:00、6:00、9∶00位置均匀布置。其中控温热电偶布置于焊缝中心,其他监测热电偶布置于距焊缝边缘两侧70 mm处,以确保热处理温度准确、可靠[4]。

图7 热电偶布置示意图
根据管壁厚度,预热温度设置在200~300 ℃,达到设定温度保持恒定后开始焊接工作。焊后热处理的加热宽度从焊缝中心起单侧应不少于500 mm,加热范围内任意两测点的温差应不大于50 ℃。保温宽度从焊缝中心算起单侧应不少于650 mm。焊接热处理升温速率、降温速率应控制在90 ℃/h,焊后热处理的保温时间按焊缝的名义厚度δ′的2~3 min/mm计算,但最少不应低于30 min[5]。其中焊缝的名义厚度δ′应按照下列公式计算:
h<5 mm时,δ′=3h+5 mm;
h=5~10 mm时,δ′=2h+10 mm;
h>10 mm时,δ′=h+20 mm。
式中:h为返修焊缝厚度,mm。
3.3 焊后检验
为了进一步消除残余应力,应在焊接热处理完成后将焊缝的余高打磨至与管道母材齐平。由于此类钢材具有再热裂纹倾向,热处理完成后48 h再对焊接接头进行100%的目视检测、无损检测、里氏硬度检测。目视检测应使用10倍放大镜观察焊缝表面是否存在咬边、未熔合、未焊透、气孔等超标缺陷,焊接接头起弧和收弧位置的质量等。焊缝焊接接头无损检测按NB/T 47013《承压设备无损检测》要求进行表面和超声检测。使用便携式硬度仪对焊接接头进行硬度检测,沿焊缝周向检测4处,每处检测5点取平均值。
4 结论
本文从结构尺寸及应力、材料焊接性能及焊接工艺等方面分析了锅炉末级过热器进口集箱三通焊缝裂纹产生的原因,提出了合理的焊接及热处理工艺对裂纹缺陷修复。针对缺陷分析及处理过程,在后期的技术监督时提出建议。
a.该类型三通结构颈部较短、壁厚过渡明显,焊接时会增加内应力的产生,并且在现场施工时难以保证热处理温度的均匀度,故在机组检修期间要把此类型的三通列为监督部件,加强监督检验力度,如有缺陷再进行扩大性检验。机组启停和运行期间尽量避免温度压力的大幅度波动等,保证机组安全运行。
b.在修复此类三通焊缝缺陷时需要注意输入小的焊接线能量以及较高的预热温度。焊后每层都用锤子锤击焊道释放焊接应力,焊后热处理时要采用辅助加热、增加保温厚度和加热宽度,保证热处理效果。
c.焊接时每道焊的焊接接头应合理布置,相互错开一定距离,并且在焊接时应尽量一次连续施焊完成。焊接过程中,保证焊缝30~500 mm范围内母材温度在要求范围内,焊接层间温度控制在300 ℃以下。当焊接中断时,立即进行300~350 ℃,15~30 min的后热且缓冷处理。再次施焊时应对焊口进行100%表面检测,确认没有超标缺陷后再进行焊接作业。焊接完成后,对焊缝余高进行打磨至与母材齐平以减少焊接残余应力[6]。此类焊缝具有再热裂纹倾向,故需在焊缝热处理完成后48 h再进行所有检测项目,以确保无超标缺陷产生。
猜你喜欢
中国特种设备安全(2022年6期)2022-09-20
中国特种设备安全(2022年1期)2022-04-26
湖南电力(2021年4期)2021-11-05
化工设备与管道(2021年6期)2021-05-28
中国特种设备安全(2019年8期)2019-10-14
中国特种设备安全(2019年5期)2019-07-16
中国特种设备安全(2019年5期)2019-07-16
中国特种设备安全(2018年12期)2018-03-15
西夏研究(2017年4期)2017-08-17
新闻传播(2016年4期)2016-07-18