
基于多场扰动的飞机装配工装目标精度机理探索
2022-12-09 04:10耿育科
航空制造技术 2022年18期
耿育科
(中航西安飞机工业集团股份有限公司,西安 710089)
飞机装配工艺装备(简称装配工装)是指在完成产品从组件到部件以及总装装配过程中,用于控制其几何参数并具有定位功能的专用装备[1–4]。装配工装目标精度是装配工装质量优劣的关键评判依据,合理的目标精度设计可以有效降低装配工装研制成本。装配工装目标精度主要根据产品设计精度、产品零组件精度、工装加工安装设备精度等进行综合评估。目前,装配工装目标精度设计基于经验设计原则,缺乏定性和定量的数据支撑和分析方法,缺少对目标精度影响因素的研究,尚未开展对目标精度影响重要程度的定量分析[5–10]。随着各种新型飞机技术要求的提高和数字化测量技术的发展,特别是高于0.1 mm/10 m精度的装配工装研制需要,结合工程实际经验和理论分析对装配工装目标精度设计进行定性定量分析显得尤为迫切。
本文主要针对目标精度的相关影响因素进行探讨,总结了目标精度的设计方法,对部分影响因素进行了定量分析。将影响因素按照重要程度排序后,分别进行了应对措施分析。本研究结果有助于飞机装配工装目标精度的定性定量分析,为实现飞机高精度装配提供支撑。
1 目标精度的设计方法
装配工装目标精度是与产品直接连接或接触的工装定位点、孔、轴、面、曲面等的结构精度,包含过程精度、转接误差、最终的目标测量精度。过程精度是最终安装测量前工装制造、安装误差的集合,而通常描述的装配工装精度指的是目标精度。根据飞机型号的性能需求和制造能力确定产品设计精度,根据产品制造过程、产品测量结果和工装性能进行容差分配以确定装配工装目标精度,根据装配工装最终安装测量结果和其他制造影响因素分配过程精度。对于装配工装特别是大型装配工装在设计中的各个目标精度影响因子,采用均方根法可能会遗漏部分极端情况,而最大值叠加的集合法更加适合工装精度控制要求。据此,装配工装精度公差设计过程可按照式(1) ~(3)进行表达。装配对象产品精度构成如式(1)所示。

目标精度构成及与装配对象产品精度分配关系如式(2)所示。

过程精度组成如式(3)所示。
式中,Tp为产品设计精度;fmax–as为装配应力变形;Tpr为产品零组件制造误差;Tpm为产品装配测量误差;Ttr为装配工装目标精度;Tc为过程精度;Tt为转接精度;Tm为安装测量精度;α为飞机产品制造容差分配系数;fmax–s为在工装自身载荷及产品动载荷情况下的工装结构最大变形;fmax–f为地基沉降引起的最大变形;Em为零组件制造误差;ET为温度影响的热膨胀误差;Ev为振动误差。
在装配工装目标精度的设计过程中,通常有α容差系数和Ttr目标精度设定两种方法,α容差系数主要用于精度不确定的通用设计,Ttr目标精度则是基于设备精度的经验设计。
1.1 容差系数α
在产品设计精度Tp确定情况下,Ttr主要通过容差系数α调整进行确定,即在容差分配阶段削减fmax–as、Tp、Tpm相对占比来调整α系数。根据测量关于对象与测量设备1/4的不确定度要求[11]及飞机制造装配工装公差设计要求[12]和各主机厂工装工程设计经验,可以认为α=1/3~1/5是一个合适的比值[13],该比值在装配工装设计过程中常用,但属于一个较为宽泛的界定值,在加工、安装、测量设备限制情况下的大尺寸高精度飞机产品装备中不完全适用,无法根据装配工装类别和实际工况对fmax–as、Tp、Tpm等影响因子进行量值调整。针对某型机开展的200余套部组件,在总装装配过程中为保证Tp,对最终目标的装配工装超差故障处理探索验证,获得了该机型的α参数设计取值范围,如表1所示。
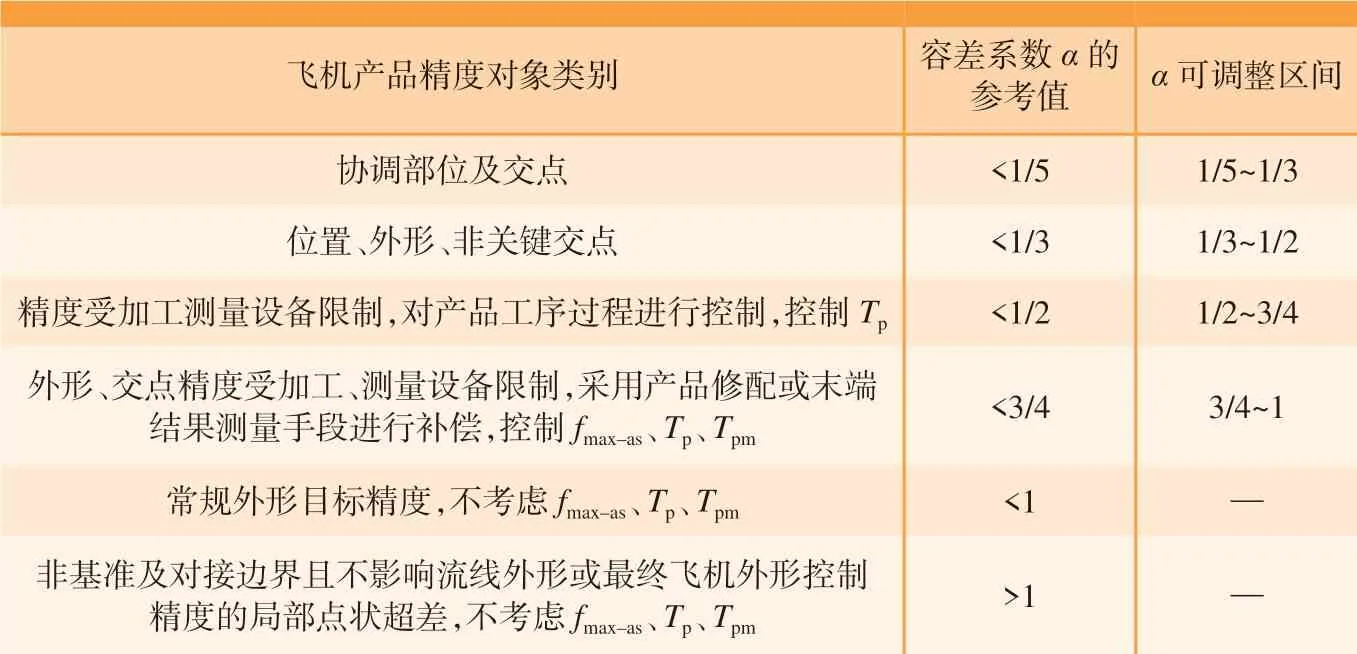
表1 不同场景下的容差系数α取值 Table 1 Values of tolerance coefficient α under different conditions
1.2 目标精度设定
Ttr确定的另一种方法,是以目前加工、测量设备所能达到的最大精度进行设定。Ttr设定大都参照双支梁最大许用挠度[14],这种目标精度设定一般在不考虑fmax–f、Em、Et、Ev情况下进行结构刚强度分析,有Ttr≈Tc≈fmax–s。一般情况下,目标精度设定值不能超出α容差系数分配所得的Ttr值,以图1的常见装配工装为例,按照工程经验及双支梁力学计算分析,其通用设定方法如表2所示。
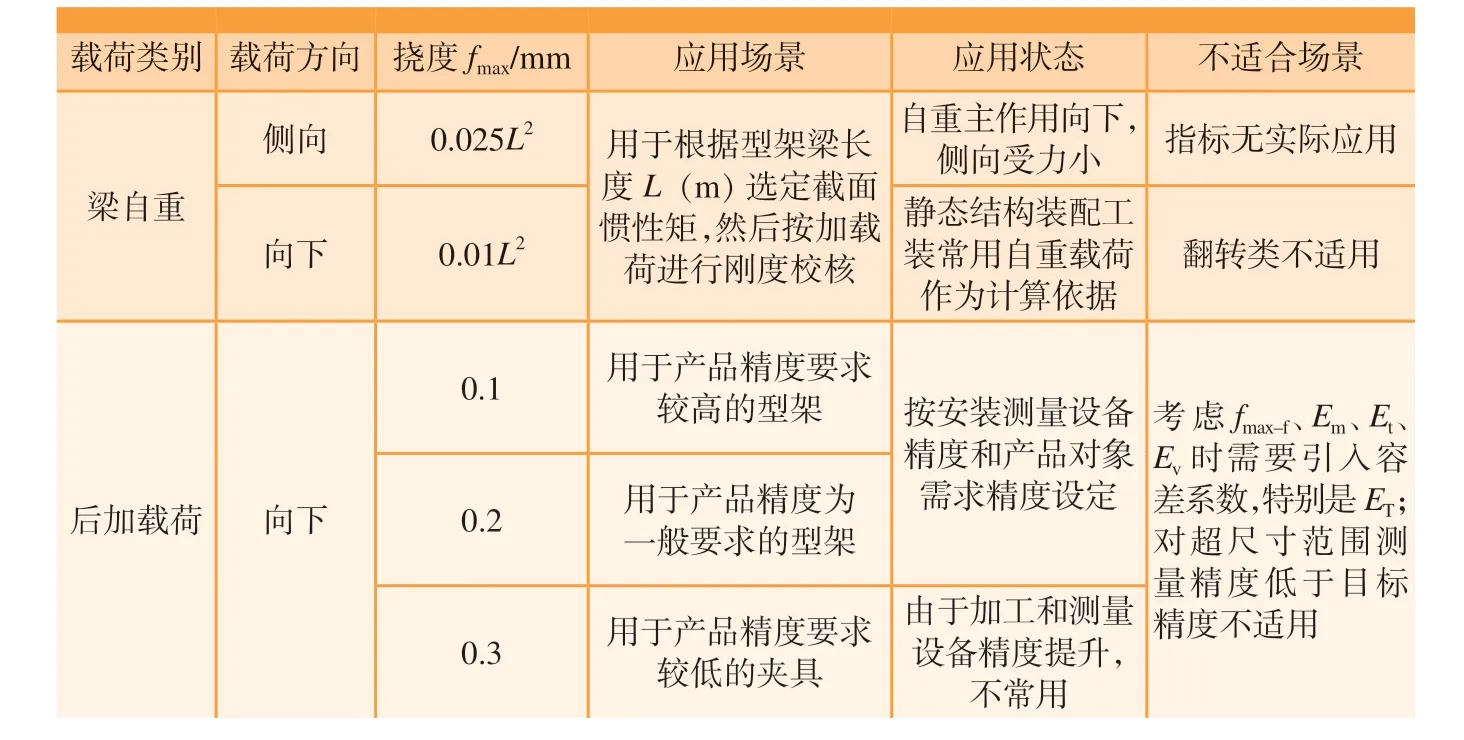
表2 双支梁fmax–s目标设定参数表(fmax≈fmax–s)Table 2 Target setting parameters table for double-supported beam fmax–s ( fmax≈ fmax–s )
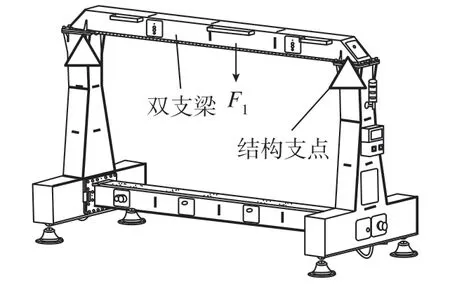
图1 工装双支梁场景Fig.1 Tooling double-supported beam scene
2 影响因素的定量分析
根据式(2)和(3)可知,影响装配工装目标精度的主要因素包含结构、地基、振动、温度、测量、转接、零组件制造等。以某飞机部件装配厂房的装配工装为例,不同结构类别的装配工装对Tc的影响因素控制需求也不同,该厂房的装配工装Tc的影响因素控制需求分析如表3所示,不同区域不同类型装配工装分布如图2所示,根据目前常见装配工装设计经验可以对部分因素进行定量分析。
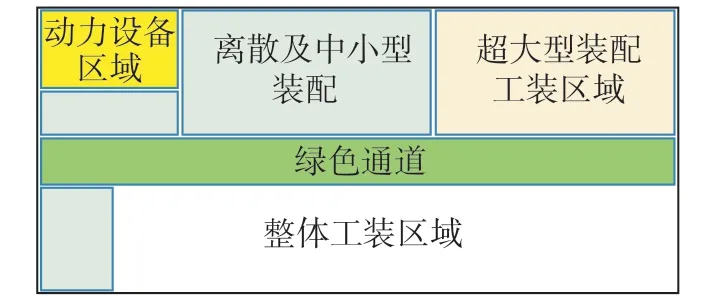
图2 某部装厂房不同区域不同类型装配工装分布Fig.2 Layout of different types of assembly tooling in different areas of an assembly plant
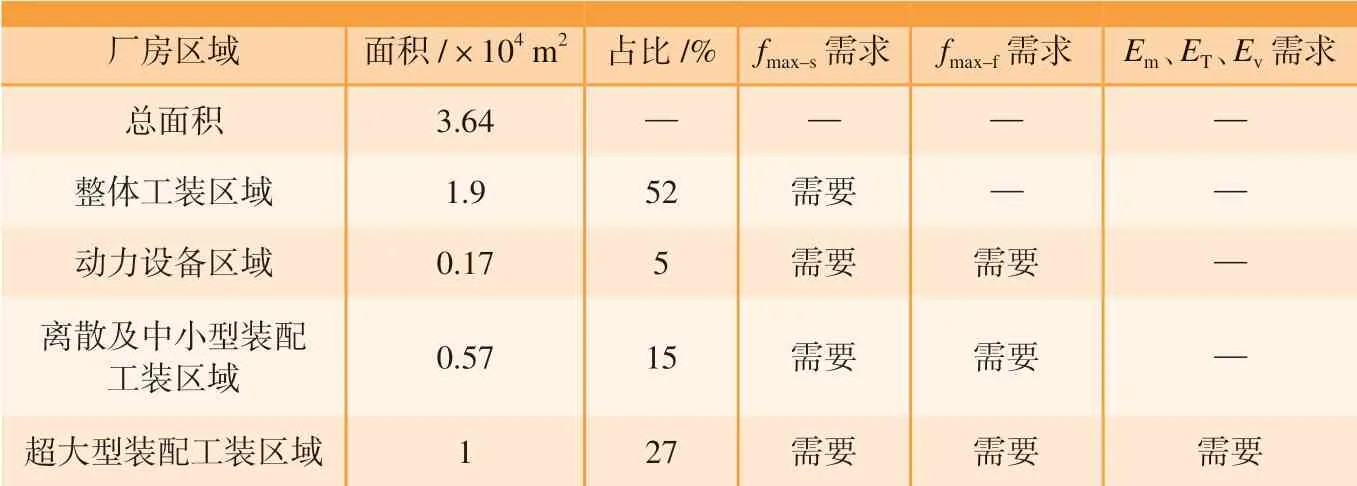
表3 某部装厂房不同类别装配工装Tc影响因素控制需求Table 3 Control demand of Tc influencing factors for different types of assembly tooling in an assembly plant
2.1 结构最大变形fmax–s
装配工装刚度设计相对较为成熟,目前主要设计手段是结构力学理论计算和有限元力学分析,但不同设计人员对边界条件和工况的理解、对理论知识掌握程度、工程设计经验不一,从而使计算结果存在差异。另外,由于研制阶段装配工装设计周期非常紧张,部分装配工装采用经验设计而不进行力学分析,也会造成结构变形超出设计预想范围。
以图3某机型装配工装静态框架、悬臂定位器、旋转框架结构等易出现结构变形的场景为例,根据某机型中受fmax–s影响的翼盒总装、框装配、襟翼装配等13项装配工装的结构变形和超差工装的测量结果,结合该机型的装配工装总量,统计获得如表4所示fmax–s超差概率。可知,由于在设计中采用经验公式并进行了有限元分析计算,因此一般情况下大多数装配工装满足fmax–s超差要求,飞机型号装配工装fmax–s变化超差属于偶发因素。受结构变形分析能力、设计预置的理论边界工况设定与实际边界工况差异、制造符合性等因素影响,在固定结构、翻转结构、复杂外载等方面的装配工装出现少量fmax–s超差情况,通过分类清晰的分析方法和个例数据统计,能够为分离实测fmax–s超差结果影响因素和量值提供一定参考依据。
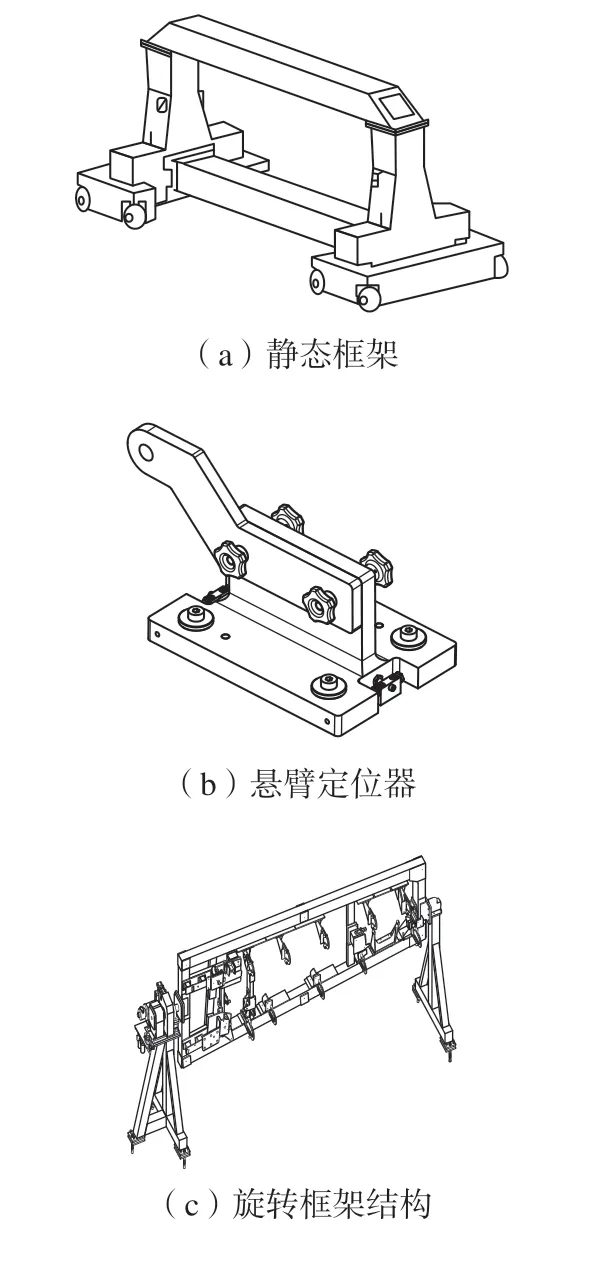
图3 某机型装配工装静态框架、悬臂定位器、旋转框架结构Fig.3 Static frame, cantilever positioner, rotating frame structure of aircraft assembly tooling
2.2 地基沉降最大变形fmax–f
类似切削加工机床,装配工装中的离散型、超大型装配工装精度受地基影响较大。地基与装配工装结构区别是其为混凝土、钢筋等组成的复合结构,其结构支撑受地下水、岩层等影响较大,其结构内部受混凝土冷凝、徐变等影响较大,其沉降变形受钢筋/水泥/鹅卵石比例、水泥牌号、地基结构等影响[15]。
以图4的某机型外翼架外站位整体尺寸区域350 mm厚度钢筋混凝土整体地基为例进行沉降试验数据观测。按照预设方案,外翼架外站位区域地面按照全翼盒形状共布置25个试验测量基准点,连续3 d选取温差较大的不同时段,采用莱卡激光跟踪仪AT960共进行4次测量,进行数据拟合比对分析得到fmax–f数值,如表5所示。根据该机型外翼架外装配工装1.2 mm的Tp,结合激光测量0.2 mm/30 m的设备精度,并按照系数α在1/5~3/4两个边界要求,可以得到Ttr的下限和上限分别为0.2 mm和0.8 mm,如图5所示。需要指出的是,该基础由于厚度较小、建设时间短且受地下水影响,多方面因素导致fmax–f数值变化呈不规律状态,近一半测点的fmax–f数值超过工装0.2 mm的Ttr设定。综合来看,虽然fmax–f与fmax–s都属于机械结构变形,但是当地基薄弱、混凝土养护期内处于非稳定状态时,将产生较大的fmax–f数值属于必然因素。
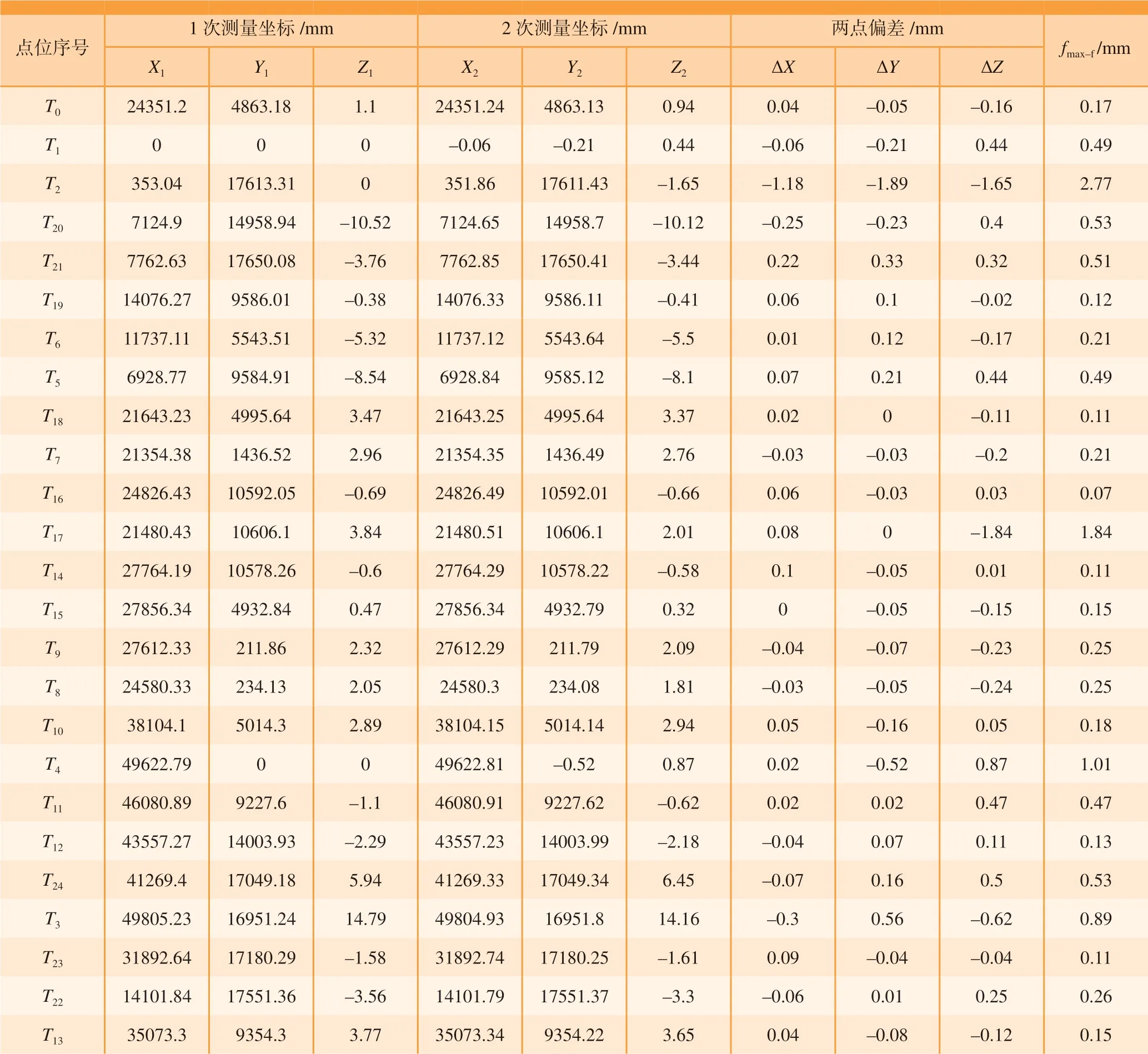
表5 外翼架外区域地基4次数据对比分析Table 5 Comparative analysis on four data for foundation of wing auxiliary assembly jig
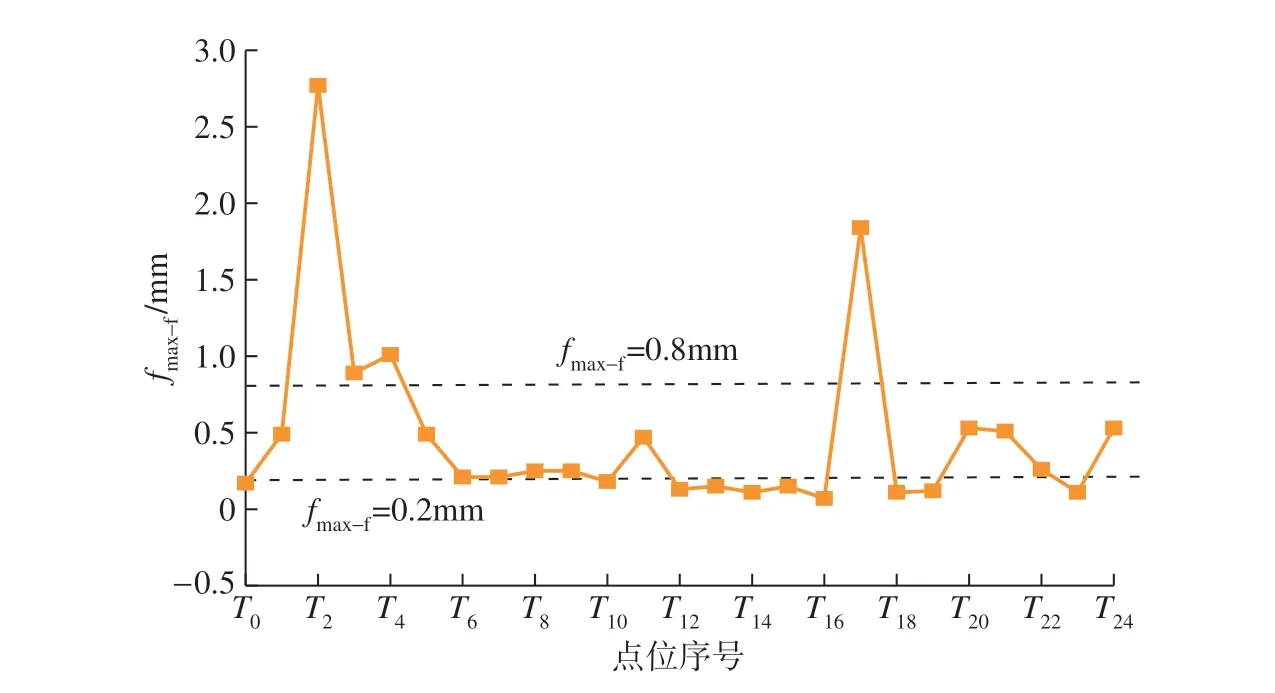
图5 不同测点处地基沉降引起的最大变形Fig.5 Sedimention induced deformation at different measuring points
2.3 振动误差Ev
振动是影响装配工装精度的重要因素,可以通过结构和空气传播。装配工装存在内外部相关的铣切、制孔、人员走动、运输车辆行驶、吊运等振动影响。通过激光跟踪仪定检或出现故障时的测量,以某制孔机器人及切削机床区域的装配工装运行1年的振动统计数据为例,该区域各类振动对装配工装的影响Ev概率和量值如表6所示。根据该个例分析来看,振动传播的实体结构距离越远、振动频率越小,对工装精度影响越小,而且在振动消除时Ev也随之消失。但在装配或测量过程中,可能出现振动不可逆转的Ev变化,所以在装配工装精度设计时振动是必然考虑因素。

表6 某机型装配工装Ev概率Table 6 Ev appearance probability of assembly tool of a certain model
2.4 温度影响ET
飞机装配厂房面积一般在5000~50000 m2之间,空间净高度在10 m以上,采用常规空调控制温度变化难度较大。2020年全年在某地两个采用射流空调进行温度控制的布置装配工装的厂房,针对两个不同机型封闭区域的翼盒装配工装(图6)进行了测量点位置的温度观测,按照该翼盒装配工装61个测量点同时段最低、最高温度进行数据统计的测量数据如表7所示。分析两套翼盒装配工装61个基准点全年21次的温度变化数据,其中一个翼盒装配工装全年最大高低温差14.8 ℃,同时段13 m高度范围内最大高低温差7 ℃;另一个翼盒装配工装全年最大高低温差15.8 ℃,同时段6 m高度范围内最大高低温差1.6 ℃。
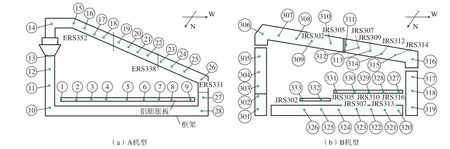
图6 某两型飞机翼盒装配工装温差测量试验布置Fig.6 Experiment layout of temperature measurement of two types of aircraft wing box assembly tooling
根据表7试验数据可分析得出,装配工装温度变化是必然存在的,且其在该两项试验装配工装中存在以下规律性变化。
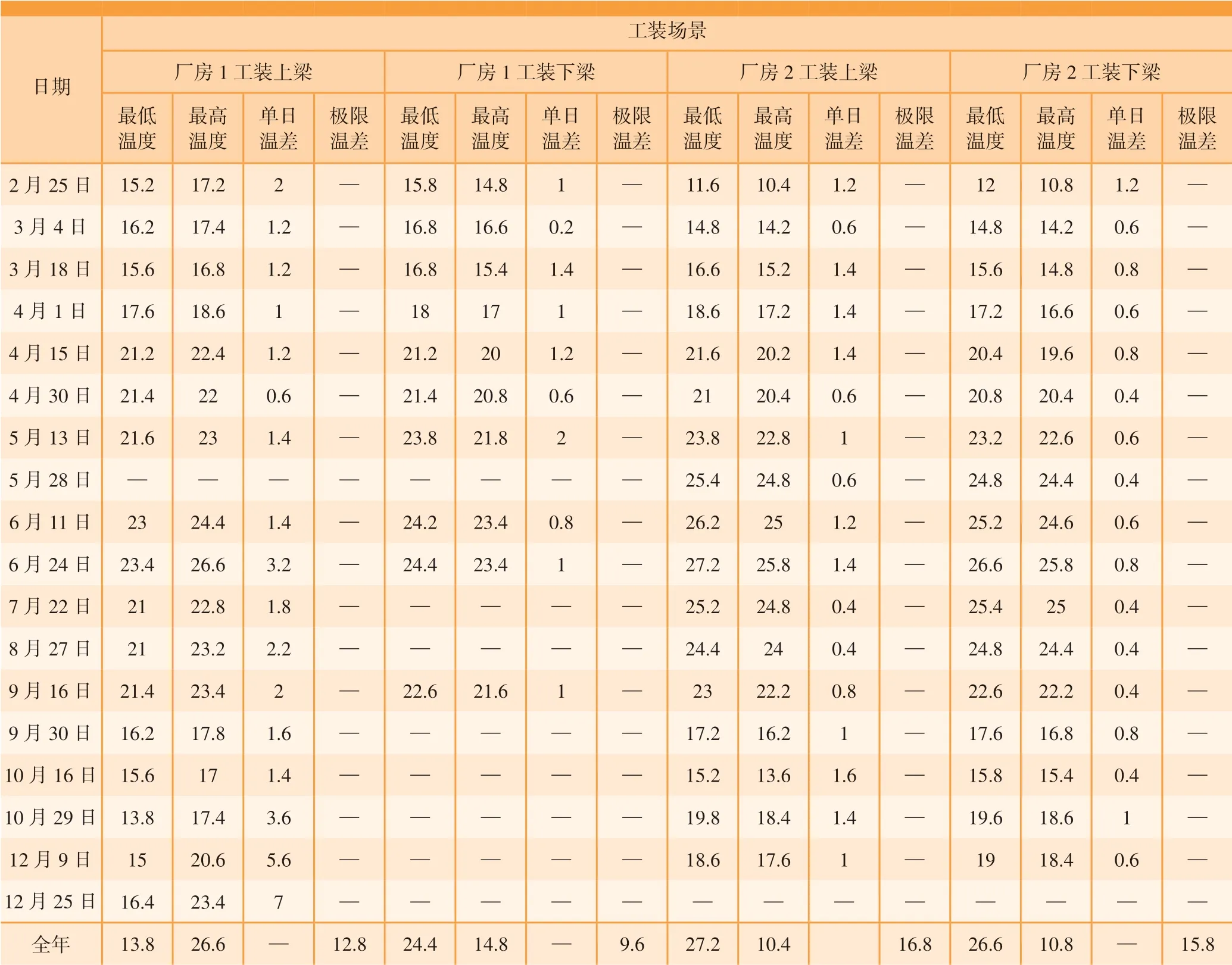
表7 某两型飞机翼盒装配工装全年温度变化数据 Table 7 Year-round temperature data of two types of aircraft wing box assembly tooling ℃
(1)不同时段温度变化较大,工装区域温度受春夏秋冬环境温度影响较大,夏冬最大温差约15 ℃。
(2)同一时段温度变化平缓,工装区域地面及同层高温差在1 ℃左右。
(3)同一时段,工装区域不同层高空调以下控温较好,温差变化约0.3 ℃/m,空调以上高度控温较差,温差变化约0.8 ℃/m。
飞机部件结构常用材料为铝合金、碳纤维,由于成本原因装配工装常规材料为碳钢,针对这些装配厂房内工装温度的变化,其ET也必然产生变化。当部件产品长度超过30 m,温度变化超过10 ℃,以铝合金、碳钢为例,温度影响结构末端变化,ET=3×104m×(2.3×10–5/℃–1.2×10–5/℃)×10℃=3.43 mm;以碳纤维T800、碳钢为例,温度影响结构末端变化,ET=3×104m×(1.2×10–5/℃–5.6×10–7/℃)×10℃≈3.43 mm。虽然对装配工装有一些相应的补偿手段,但对于尺寸大、结构不规则、精度要求高的产品结构装配及其装配工装设计,ET变化影响成为考虑的重要因素。
2.5 安装测量精度Tm
测量设备是保障装配工装安装精度的必需手段,一般采用光学工具坞、型架装配机、激光跟踪仪等进行安装测量,但根据距离长短每类测量设备有其自身误差,如表8所示。以目前常用的激光跟踪仪为例,其存在标定建系误差、对象测量误差、测量转接件误差、操作误差等,这些误差综合因素叠加即是Tm。在实际工程中,保证工装定位基准相对固定的情况下,装配产品时对局部位置的相对误差要求较高,对全局的绝对误差则要求相对宽松一些,此时可能会忽略标定误差,而直接将设备自身精度作为Tm计算安装精度;而在0.1 mm/15 m的大尺寸高精度测量,特别是需要进行测量精度定量分析时,应针对Tm的各类子项误差进行评估及取舍。

表8 以激光跟踪仪为例的Tm变化Table 8 Variation of Tm using laser tracker as an example
2.6 转接精度Tt
对于安装测量对象不是直接在产品定位型面或交点上的情况,需要通过基准轴、孔、面进行转接后安装测量工装定位件。该过程存在产品定位型面、交点与工装安装基准之间的转接误差。图7给出了常见装配工装的定位卡板,其测量基准孔OTP与产品直接定位面的卡板外型存在机械加工误差,根据尺寸链传递长短及传递面、孔特征差别,Tt约等于数控加工精度。根据转接尺寸大小、机床加工精度不同,转接精度Tt≈0.02~0.15 mm。
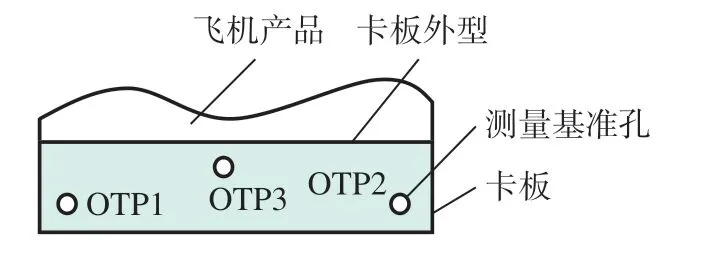
图7 定位卡板转接示意图Fig.7 Schematic diagram of positioning board transfer
2.7 零组件制造误差Em
零组件制造误差Em包含零组件加工误差和测量误差。其中,的测量误差与Tm类似,只是Tm用于装配工装的最终安装环节,Em的测量是Tm的输入条件;加工误差主要包含端面、孔位等的机械加工、组合装配产生的零组件结构误差。对于依靠直接尺寸传递保证Ttr的装配工装,Em需要按照Ttr进行严格的尺寸链容差分配和保证;对于在装配过程中通过修配、协调安装进行补偿以保证Ttr的装配工装,非最终定位关系的Em变化影响一般可以忽略,而直接与产品发生定位关系的定位器孔、面则需要综合装配位置的Tm、Tt、Em以保证Ttr。
3 影响因素排序
根据Ttr、Tc两种变量影响的组成因素,以各变量因子在某机型装配工装中出现影响问题的频率和影响程度进行统计分析,具体如图8所示。当装配工装出现故障时,根据图8占比可以对Ttr影响因素进行等级分类,即根据装配工装实际工况按照fmax–s、Tm、fmax–f、Tt、Em、Ev、ET依次进行定性分析排除,重点针对fmax–s、Tm、fmax–f、Tt4项影响占比较大的因子进行分析。
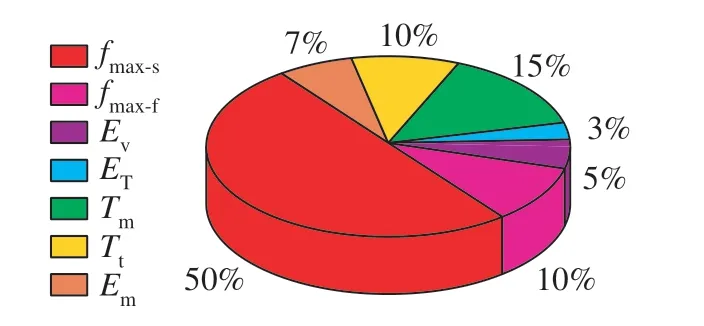
图8 某机型装配工装精度影响因素占比Fig.8 Proportions of influencing factors of assembly tooling accuracy of certain model
4 影响因素的应对措施
对装配工装Ttr影响因素定性定量后,应制定合理的改进措施。以某机型装配工装研制过程为参照背景,按照装配工装设计常规方法对fmax–s、Tm、fmax–f、Tt、Em、Ev、ET进行影响程度分级和措施分类,具体如表9所示,根据结果可知,对于现有装配工装设计,应按照目标精度影响因素占比次序即fmax–s、Tm、fmax–f、Tt、Em、Ev、ET依次进行因素分析。对于装配工装故障状态,应按照影响因素清查由易到难顺序即fmax–s、Tm、fmax–f、Tt、Em、Ev、ET依次进行因素排除及改进。需要指出的是,本文是通过控制变量法将不同影响因素解耦后开展分析以保证工程中Ttr的要求,因此给出的应对措施是针对独立的影响因素所提出的,并未考虑不同影响因素之间的耦合作用。考虑各类影响因素耦合后,需要进一步开展多影响因素的全耦合试验研究。
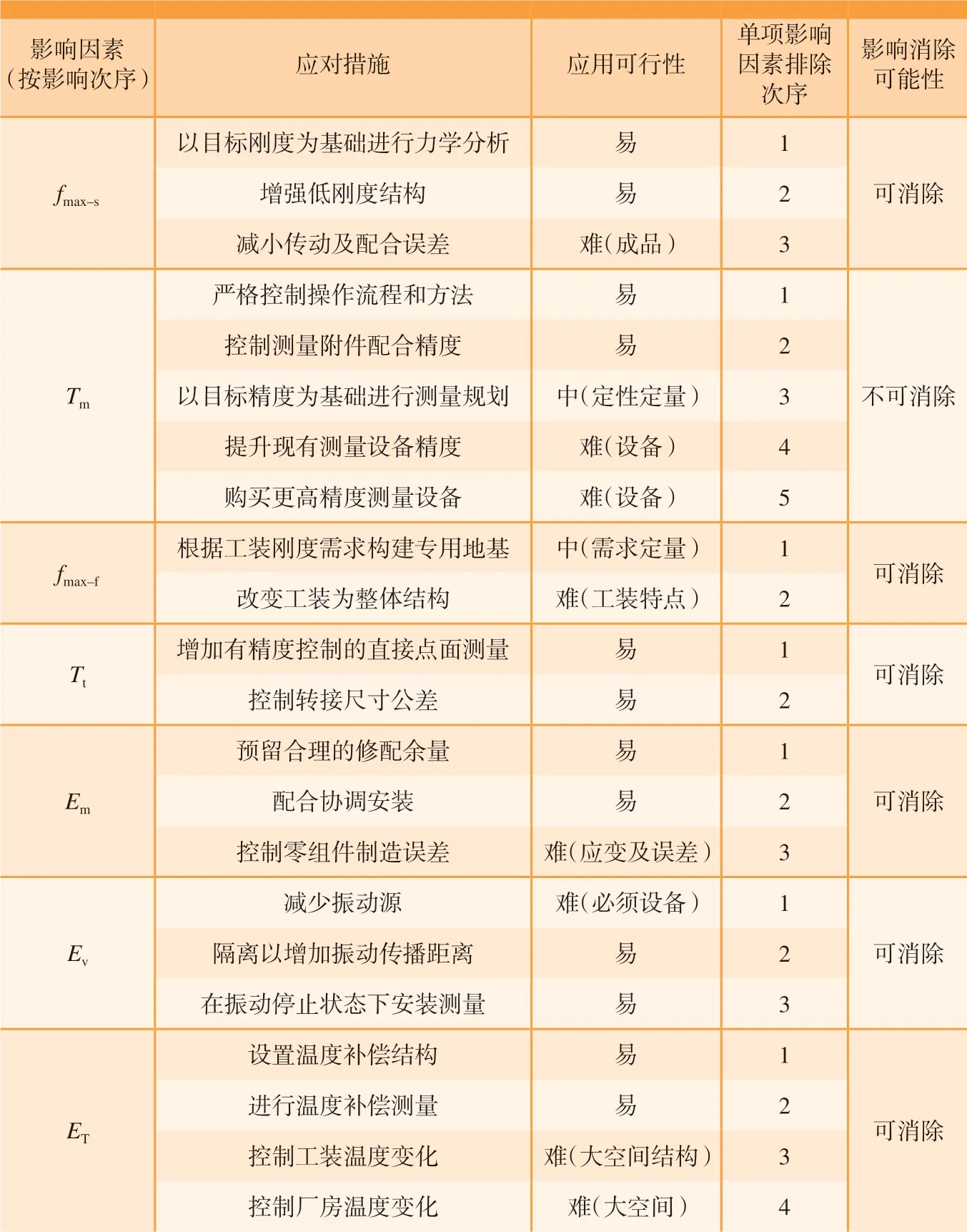
表9 某机型Ttr影响因素及应对措施Table 9 Influencing factors on Ttr and countermeasures for a certain aircraft
5 结论
随着装配工装数字化、智能化发展,研制环节的定性定量分析成为必然。目标精度只是其中的一个环节,设计方案及其目标精度设计是否合理是工装设计是否成功的关键。本文以某机型部、总装装配工装研制实例为切入点,按照装配工装精度影响因素分类分项进行了定性定量分析,初步给出了装配工装各环节fmax–s、Tm、fmax–f、Tt、Em、Ev、ET等影响因素的误差范围,针对各项影响因素制定了应对措施并进行了可行性分析和应对次序分级。项目内容在某新机型装配工装研制中进行了应用,虽然很多影响因素的数据仍然需要试验证实,但本文研究内容证明了装配工装目标精度定性定量分析的可行性,有效支撑了基于激光跟踪仪的装配工装理论精度和工程精度相关分析软件开发,为飞机装配工装目标精度设计的定性定量分析、工装故障问题处理提供了参考案例。在本研究的基础上,下一步需针对各影响因素进行更加细化的定量试验,积累更多Ttr影响因素定量分析的工程数据,形成Ttr耦合影响因素关系的算法,开发基于Ttr的装配工装稳定性设计软件,支持对装配工装设计阶段的Ttr预测分析和故障处理阶段的Ttr影响因素分析。
猜你喜欢
导航定位学报(2022年5期)2022-10-13
模具制造(2022年5期)2022-06-27
仪器仪表用户(2022年4期)2022-04-01
一重技术(2021年5期)2022-01-18
家庭影院技术(2020年4期)2020-05-21
智富时代(2018年5期)2018-07-18
智富时代(2018年5期)2018-07-18
中学生数理化·七年级数学人教版(2016年6期)2016-05-14
华人时刊(2016年16期)2016-04-05
山东青年(2016年2期)2016-02-28
