制酸尾气酸雾治理工艺的改进研究
2022-12-10 13:15宋青松
中国资源综合利用 2022年11期
宋青松
(靖江市青鸟科技有限公司,江苏 泰州 214527)
硫酸是我国重要的化工原料,广泛应用于磷肥、农药、火药、染料、石油和冶金等行业。随着当前磷肥产量的迅速增长和其他工业硫酸用量的增加,我国硫酸工业产能以每年200 万t 的速度增长,2020 年我国硫酸产量为9 673 万t,同比增长4.6%,产量增速放缓。其中,硫磺制酸4 447 万t,同比增长10.1%.占硫酸总量的46.0%。硫磺制酸过程中,制酸装置尾气含有SO2、硫酸雾、烟尘颗粒等污染物,必须进行酸雾治理后才能向外排放[1]。
1 制酸装置尾气排放问题分析
当前,对于以硫磺为原料的制酸企业,其制酸装置(产品硫酸)主要采用先进成熟的“3+2”(五段转化)两转两吸工艺处理尾气,使用进口钒触媒作为催化剂,确保SO2转化效率大于99.75%,吸收率达到99.99%,尾气污染物含量较少。制酸工艺为:熔硫工序的液硫经硫磺泵加压,通过磺枪雾化后喷入焚硫炉中,在干燥空气助燃下燃烧生成SO2;净化后的炉气升温后进入转化器,SO2在钒触媒的催化下与炉气中O2反应生成SO3;SO3和水反应生成硫酸;化学反应产生的尾气经吸收装置后向外排放[2]。
随着环境保护理念的深入人心,国家对硫酸工业废水和大气污染物进行重点治理,制酸尾气的有害物质排放限值逐步降低。《硫酸工业污染物排放排准》(GB 26132—2010)规定[3]:京津冀地区SO2排放浓度不得大于200 mg/m3,酸雾排放浓度不得大于5 mg/m3,颗粒物排放浓度不得大于30 mg/m3。
当前,大部分以硫磺为原料的制酸企业改进制酸装置后,制酸尾气的SO2排放值控制在580 mg/m3以内,硫酸雾排放值控制在50 mg/m3以内,但仍然无法达到京津冀地区对硫酸工业企业制酸尾气的排放要求。因此,有必要采用超重力氨法吸收工艺对制酸装置尾气处理工艺进行改进,提高酸雾治理效果[4]。
2 超重力氨法吸收工艺设计
2.1 超重力氨法技术原理
制酸装置尾气中的SO2在超重力机中与氨水进行逆流接触,用氨水对尾气中的SO2进行洗涤,生成NH4HSO3溶液,可实现对SO2的较好吸收。其间主要发生4 种化学反应,如式(1)至式(4)所示。在超重力氨法吸收工艺下,可利用(NH4)2HSO3-NH4HSO3吸收液不断循环来保持(NH4)2HSO3浓度的稳定,同时要不断地抽出浓度达到一定水平的吸收循环液[5]。

超重力氨法吸收工艺的主要设备为Φ2 400×2 800 mm 型超重力机,其结构如图1 所示,主要由外壳、填料、转子和轴等部分组成。超重力机转子由变频驱动电机通过皮带传动,旋转工作。
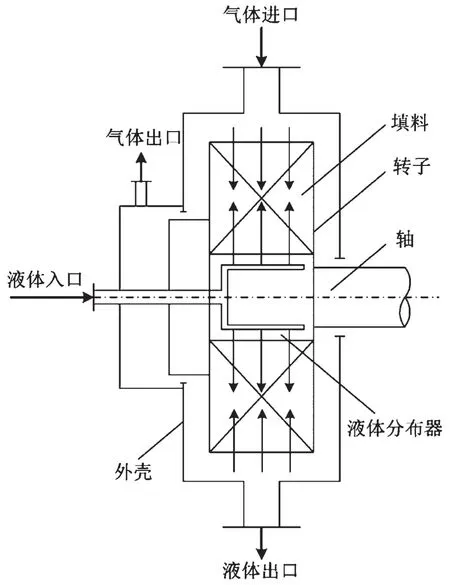
图1 超重力机结构
超重力机工作原理如下:酸雾装置尾气经气体入口引入超重力机外腔,在气体压力作用下由转子外缘进入填料;吸收液由液体入口管引入转子内腔,经喷头淋洒在转子内缘上;进入转子的吸收液受到转子内填料的作用,周向速度增加,产生的离心力将其推向转子外缘;在此过程中,吸收液被填料分散、破碎,形成极大且不断更新的表面积,曲折的流道加剧了吸收液表面的更新,其在该状态下与含SO2的尾气以极大的相对速度逆流接触,以极强的传质过程完成吸收;吸收完SO2的吸收液被转子甩到外壳,汇集后经液体出口管离开超重力机,尾气自上部气体出口离开转子,引至烟囱排放[6]。
2.2 运行情况
超重力氨法吸收工艺系统设计完成后,从2017年起在天津渤大硫酸工业有限公司投入实际使用。2017—2021年,该系统主要设备运行稳定,脱硫效果达到设计要求,经超重力氨法吸收工艺系统处理,制酸装置尾气排放数据如表1 所示。
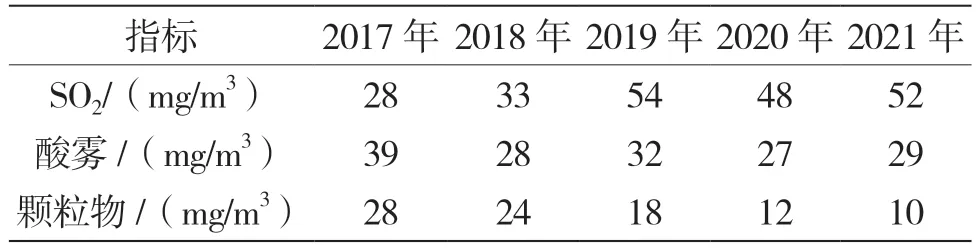
表1 处理后制酸装置尾气排放数据
由表1 数据可知,采用超重力氨法吸收工艺对尾气进行治理后,尾气中的SO2、颗粒物浓度得到较好的控制,排放浓度符合京津冀地区限值要求,但是近5 年来酸雾的排放浓度介于27~39 mg/m3,远大于5 mg/m3的排放要求,必须对该工艺进行改进。
3 制酸尾气处理系统的优化
制酸尾气经超重力氨法吸收工艺系统后,该系统对SO2具有较好的吸收效果。但是,超重力氨法吸收工艺系统需要不断加入循环液,使得干烟气变为湿烟气,排空烟气中含有水雾,夹带部分盐类[7-9]。这使得排放尾气中的酸雾浓度居高不下,针对这一情况,从工艺和设备两方面着手,对超重力氨法吸收工艺系统进行优化,进一步降低酸雾浓度。
3.1 原理改进
本设计采用NaOH 碱法吸收装置,进一步治理尾气中酸雾。其间以超重力氨法吸收工艺系统设备为基础,对局部管线进行改造,并使用浓度20%的NaOH溶液替代以往的氨溶液,采用NaOH 碱法实施脱硫。主要反应如式(5)、式(6)所示,总反应如式(7)所示。
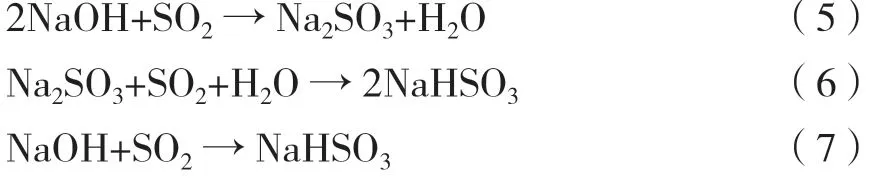
在实际生产中,可以补加NaOH 溶液,进一步控制吸收液的pH,保障尾气中酸雾的吸收效果。采用超重力机实施碱法吸收后,会产生NaHSO3溶液,后续需要进行环保处理。
3.2 设备改进
在现有超重力机进行碱法吸收的基础上,本设计在超重力机后方增设高效纤维除雾器,其结构如图2 所示,主要包括吸收塔、折流板除雾器等部件。
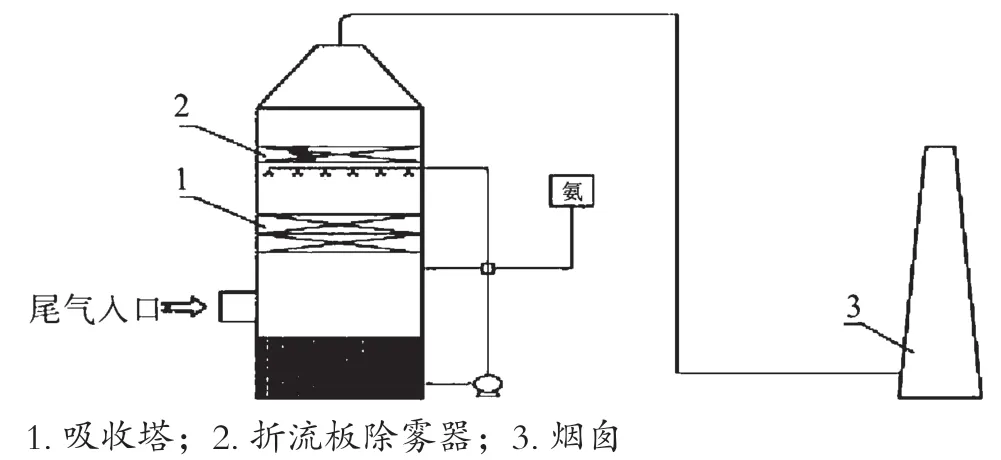
图2 高效纤维除雾器结构
从图2 可知,高效纤维除雾器的工作原理为:含有酸雾的混合气体进入除雾器时,混合气体先行通过除尘塔进行洗涤和除尘;装置中设计的成组喷淋器对混合气体进行洗涤,设计的不同规格除沫器进行除尘,进而去除混合气体中酸雾。该高效纤维除雾器对混合气体中酸雾的去除效果较好,但是体积较大,设备安装占地面积也较大。
3.3 改进效果分析
2022 年2月,天津渤大硫酸工业有限公司按照设计方案,从原理和设备两方面对制酸尾气超重力氨法吸收工艺系统进行优化,其于2022 年3 月投入实际生产。改进后,主要设备运行稳定,处理后的制酸装置尾气排放数据如表2 所示。
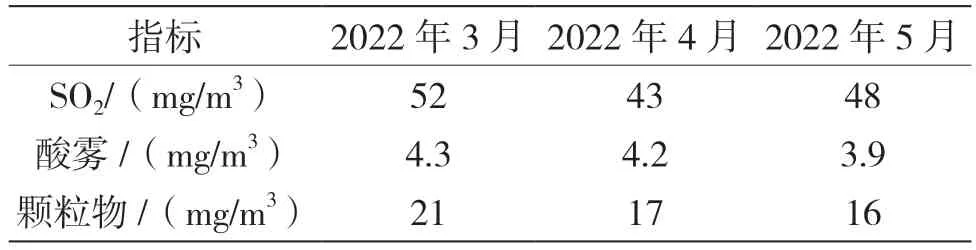
表2 系统优化后尾气排放数据
从表2 数据可知,超重力氨法吸收工艺改进后,对制酸尾气进行治理,尾气中的SO2、颗粒物浓度控制得仍然较好,酸雾排放浓度也显著降低,为3.9~4.3 mg/m3,小于京津冀地区的排放要求(不大于5 mg/m3),治理效果理想。
4 结语
天津渤大硫酸工业有限公司采用超重力氨法吸收工艺处理制酸尾气,2017—2021年,尾气中的SO2、颗粒物浓度得到较好的控制,排放浓度符合京津冀地区的限值要求,但是酸雾排放浓度为27~39 mg/m3,必须对工艺进行改进。局部管线改造后,采用NaOH 碱液代替以往的氨水,同时在超重力机后方增设高效纤维除雾器。运行结果表明,制酸尾气治理后,尾气中的SO2、颗粒物浓度控制得仍然较好,酸雾排放浓度显著降低,为3.9~4.3 mg/m3,小于京津冀地区的排放要求,酸雾治理效果理想。
猜你喜欢
矿业工程(2022年3期)2022-06-22
湿法冶金(2021年6期)2021-12-09
建材发展导向(2021年7期)2021-07-16
昆钢科技(2020年5期)2021-01-04
环境与发展(2020年6期)2020-07-17
硫酸工业(2020年12期)2020-03-01
有色冶金节能(2019年1期)2019-03-04
中国有色冶金(2017年4期)2017-08-23
中国学术期刊文摘(2016年8期)2016-02-13
中国工程咨询(2016年11期)2016-01-31