
关于消除某车型仪表台异响问题的分析
2022-12-28 08:04邵科君
汽车电器 2022年11期
张 健, 邵科君, 张 彬
(杭州吉利汽车有限公司, 浙江 杭州 310020)
1 引言
2021年6~7月,在某车型SOP至今异响问题中,仪表台处异响问题占比总异响问题的47.8%,为异响问题的TOP1问题,已严重影响路试下线的一次通过率,单车返修耗时约30min,返修人数2人,浪费人力资源。从2020年11月至今,因仪表台异响导致的单台不良85例,整车合格率82.4%。主要异响源由横向排查7个步骤进行开展,本文将对这一系列问题进行专题讨论分析。
2 现状调查
笔者及质量小组成员首先对故障机理进行解析,测试道标准异响路普:共10种特殊路普。
如图1所示,主要异响有:仪表板前端与钣金敲击异响、照脚灯晃动异响、副仪表板前端共振异响、组合仪表/DVD大屏与仪表板共振异响、右下挡板异响、手套箱异响、仪表台右下与钣金搭接处异响、机舱盖开启拉索与手柄晃动异响、出风口异响、仪表板高温按压异响。通过分析和收集统计1周的不良数量,分析表明:异响主要集中在搓衣板路故障占比36%和比利时路故障占比31%,其中主要的异响部位是在左下挡板和出风口部分。故障占比的具体数据分析和统计结果如图2、图3所示。
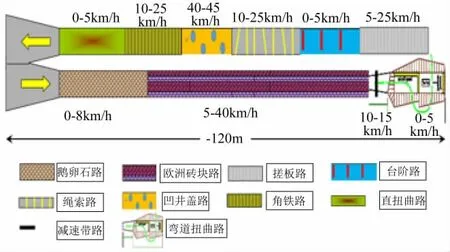
图1 测试道标准异响路普图
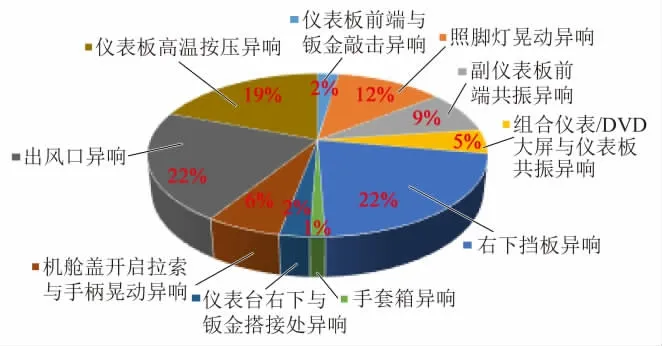
图2 仪表台NVH异响问题统计表
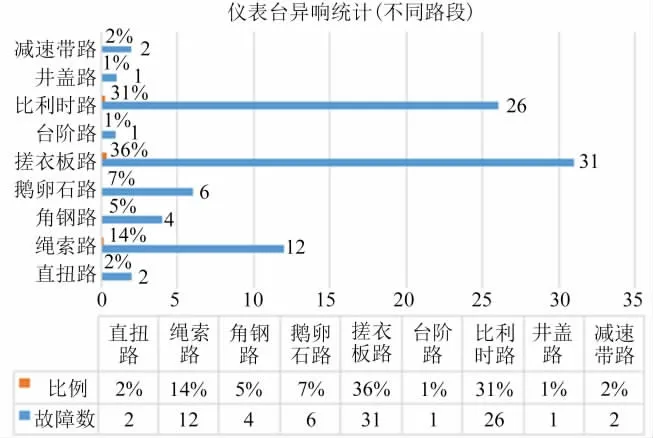
图3 仪表台异响统计(不同路段)
针对异响的环境进行调查,存在以下几种情况:①统计市场仪表台异响抱怨率,从故障更换的地点看,故障模式一般出现在较温暖地区;②故障里程无明显规律,但问题大多在温暖的地区;③路试问题仪表台异响统计,炎热的6~8月为异响高发季节。
小组成员对故障车进行确认,故障主要有:角钢路行驶时,仪表台前部有明显敲击响;搓衣板路行驶时,仪表台左下方听到哒哒声,以及听到主副仪表板之间共振异响;比利时路行驶时,仪表台右下方听到哒哒声;鹅卵石路行驶时,听到右侧出风口处金属音;绳索路行驶时,仪表板右下处有明显敲击响;气温升高时,仪表板饰板处按压吱吱声;台阶路行驶时,发现手套箱处敲击声;比利时路行驶时,仪表台右下方和前方听到哒哒声。
无异响是用户的基本需求,因此,用户对异响特别在意。小组根据卡诺模型分析发现:在基地MES问题统计中,仪表台处异响问题占比总异响问题的47.8%,为异响问题的TOP1问题。由于仪表台异响问题维修难度大、问题故障现象多、维修成本高,且该项目综合评价26分,需立项整改。仪表台异响问题,导致顾客抱怨率高,严重影响产品的市场口碑,故最终成立改善小组,对问题进行攻关改善。最终确认改善目标为:降低某车型仪表台异响,一次合格率大于98%,如图4所示。
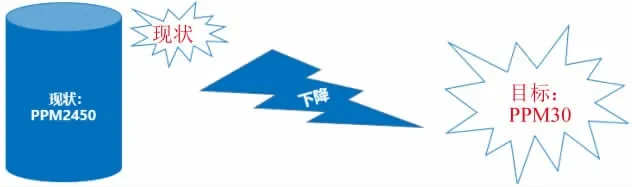
图4 异响改善目标
小组成员准备从以下几个方面对故障车进行拆解分析。
1) 拆解故障车,仪表板骨架异响,如图5所示。仪表板IMG饰板与仪表板骨架均采用PC+ABS材料,由于材料特性,高温按压时会产生吱吱异响。

图5 故障车仪表板骨架异响
2) 拆解故障车,确认仪表前端与车身钣金4个搭接点黏贴毛毡过薄(毛毡厚度为1mm),当仪表装配后毛毡受力压缩后实际厚度只有0.2mm,当颠簸路时仪表前端与钣金搭接点Z向弹跳导致与钣金碰撞异响,如图6所示。
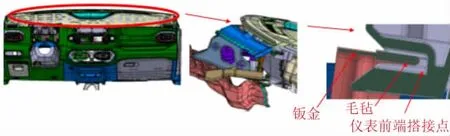
图6 仪表前端与车身钣金4个搭接点异响
3) 故障车异响来源于手套箱阻尼转轴与阻尼配合间隙大,通过数据测量手套箱阻尼转轴为10.4mm,实际尺寸为10.2mm,如图7所示。因为是活动件,在零下30℃下间隙问题会更加放大,在手套箱开启及关闭状态过程中,间隙过大就会造成晃动异响。

图7 手套箱阻尼转轴与阻尼配合间隙大产生的异响
4) 故障车搓衣板路仪表板下方照脚灯振动产生响声,如图8所示。孔位尺寸要求13mm,实测13.3mm,偏大不满足要求,迎宾灯设计要求13mm,实测12.9mm满足要求。
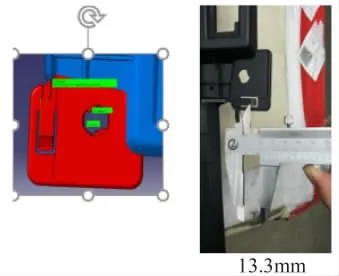
图8 搓衣板路仪表板下方照脚灯振动响声
5) 故障车比利时路仪表板右下挡板与仪表板本体振动产生响声。如图9所示,①仪表板右下挡板前部卡角原定义粘贴毛毡厚度为3mm,现实物粘贴毛毡厚度为1mm,比利时路与空调孔位搭接处共振产生异响;②仪表板右下挡板与仪表板本体搭接处单边预留间隙0.1mm,现间隙0.4mm,X向晃动量较大,导致异响。
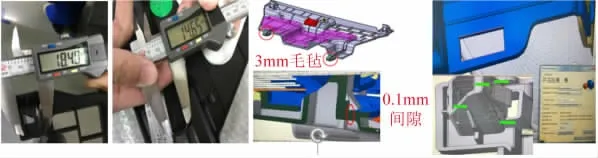
图9 仪表板右下挡板与仪表板本体振动产生响声
6) 故障车在比利时路面行驶时,发动机罩锁开启把手位置异响,如图10所示。①发动机罩锁开启拉索空行程(5mm) 偏大,发动机罩锁开启拉索安装在开启把手中过于松动,整车在比利时路面行驶时,开启拉索在开启把手中高频率振动产生响声;②发动机罩锁开启拉索连接线总成尺寸A+B公差为±1.5mm。

图10 发动机罩锁开启把手位置异响
7) 故障车搓衣板路行驶时,听到主副仪表板之间共振异响,如图11所示。主要是因为副仪表和主仪表板之间存在间隙。

图11 主副仪表板之间共振异响
笔者及质量小组成员对仪表板异响问题实物故障车解析发现:故障车仪表板骨架异响;仪表前端与车身钣金4个搭接点异响;手套箱阻尼转轴与阻尼异响;仪表板下方照脚灯振动产生响声;仪表板右下挡板与仪表板本体振动产生响声;发动机罩锁开启把手位置异响;主副仪表板之间共振异响。小组通过人机料法环等方面进行进一步分析,推测出可能造成仪表板异响的5个因素。
3 原因分析
3.1 人员资质确认
对人员资质进行确认,如图12所示,核对人员技能矩阵图,左右两侧员工均达到要求,完全胜任此工位,且近2月仪表台装配工位无人员变化,可确定人员资质无问题,非要因。路试检验指导书,检验顺序明确,且均有上岗资质,可确定路试检验员工资质为非要因。

图12 人员资质确认
3.2 零部件尺寸确认
笔者及质量小组成员对零部件尺寸偏差进行确认,如图13所示。首先,两零部件搭接,在路试时易共振产生异响;其次,对零部件匹配是否存在晃动进行确认,间隙也导致异响产生。如发动机罩锁开启拉索空行程(5mm) 偏大,拉索在开启把手中振动,与开启把手碰撞产生响声。由以上确认,零部件尺寸偏差存在间隙会导致异响为要因。

图13 零部件尺寸确认
3.3 零部件材料确认
笔者及质量小组成员对零部件材料进行确认,如图14所示。实车在高温环境验证,证明在高温时,异响发生几率增大;如仪表板饰板及IMG骨架均采用PC+ABS材料,极易出现材料黏滑现象,导致按压异响。由以上确认,零部件材料设计不合理会导致异响为要因。

图14 零部件材料进行确认
3.4 搭接处设计确认
笔者及质量小组成员对零部件搭接处进行确认分析,如图15所示,当两个零件搭接没有固定,路试时可能存在异响,根据异响的原理分析,避免共振有效的措施是固定或采用隔绝的方法。

图15 零部件搭接处进行确认
经过设计数据进行校核和实物确认。梳理搭接处可能存在异响的点,并实物确认是否异响。因结构无法更改,故采用毛毡隔绝可以消除异响。由以上确认,零部件搭接设计不合理会导致异响为要因。
3.5 零部件匹配情况确认
小组成员对换挡面板与仪表板右下本体进行确认,如图16所示。
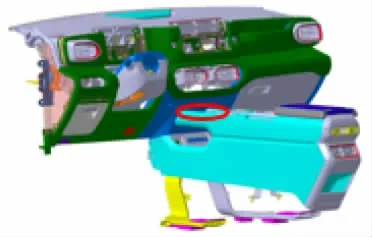
图16 对换挡面板与仪表板右下本体进行确认
1) 材料:换挡面板材料为PC+ABS,仪表板右下本体材料为PP+EPDM-T20。
2) 搭接处尺寸:换挡面板为7.358×12.635(2处),仪表板右下本体为7.453×16.987(2处)。
3) 搭接方式:间隙配合。
4) 工艺:注塑。
5) 异响原因:因两零件属于间隙配合,且没有隔离介质,当路试组合路面时,产生高频振动,导致异响产生。
综上分析,通过对人机料法环等方面进行分析,针对以上5个影响因素(路试异响检验人员、仪表台装配人员岗位技能资质符合要求、其中零部件尺寸存在偏差、搭接处设计不合理,零部件材料不合理),其中4个为要因。
通过统计分析,零部件尺寸存在偏差导致异响的占比30%,零部件材料导致异响的占比40%,零部件匹配导致异响的占比15%,搭接处设计不合理异响的占比15%。
4 对策制定及实施
4.1 对策1:针对尺寸偏差的零件进行修正(图17)
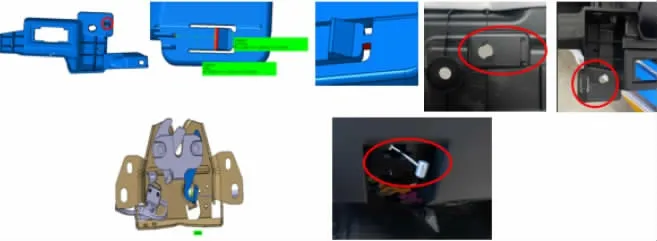
图17 对尺寸偏差的零件进行修正
为解决OBD支架与仪表板右下挡板变形问题,增加1根1.5×4mm的筋,解决晃动异响问题,将开口由13.1mm更改为12.8mm,使灯单边干涉0.05mm。发动机罩锁开启拉索空行程为2.5mm,即发动机罩锁开启拉索连接线总成钢丝绳缩短2.5mm,公差调整为±1mm。完成时间为2021年5月30日。
4.2 对策2:仪表板材料调整改善(图18)

图18 仪表板材料调整改善
仪表板装饰面板材料由PC+ABS改为PP+EPDM-T30,扶手箱本体材料由PC+ABS改PP+EPDM-T30。完成时间2021年6月30日。
4.3 对策3:搭接处设计改善
产品搭接处产生异响,故增加隔离。仪表板下本体、仪表板左下护板、换挡面板出风口和仪表板本体等增加毛毡进行隔离。
4.4 对策4:配合尺寸改善(图19)
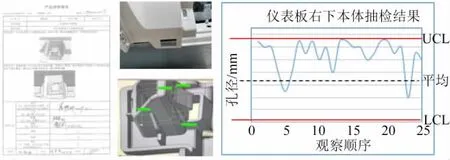
图19 配合尺寸改善
仪表板右下挡板卡角处加胶6.5mm,防止装配过程中卡角变形,仪表板右下本体与仪表板右下挡板卡接处加胶0.5mm,增加两零部件配合时的干涉量。完成时间2021年5月25日。
5 效果验证
1) 所有措施体现后,零部件按对策检验合格后进行装车验证,装车20台后间隙面差满足要求,路试无异响。
2) 为了科学性和有效性验证,所有对策实施后统计分析,合格率从84%提升到98%。合格率统计表如图20所示,满足要求。小组连续验证3个月,问题无复发,故障百分百消除,因此小组判定改善有效。
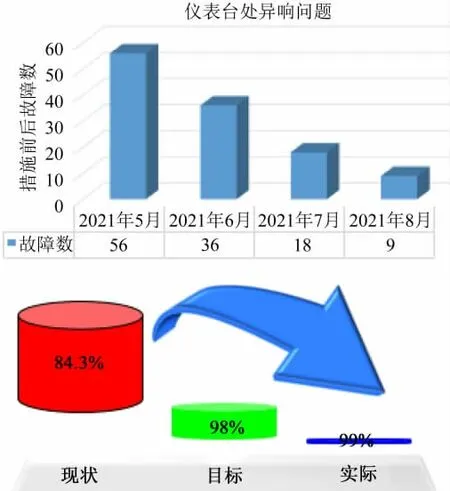
图20 合格率统计表
6 防止再发
为了预防,可以通过模具进行修改、增加图纸尺寸检测管控、来料检测、材料变更、匹配结构优化、搭接处增加隔离等措施,并签订样件,按样件进行检验。同时,相关尺寸和毛毡等增加到异响一元管理表里面,也要对每批次来料进行管控。
7 横向排查
对车内存在零件的尺寸和材料以及搭接匹配关系进行确认和横展,重点尺寸列入管控表,对每批次来料进行检验,数据每批次进行检测,并专人监控尺寸稳定性和走向,可以每周进行统计分析和调整,这样就可有效避免类似问题发生。
8 结语
通过对某车型仪表板异响问题故障的解决,找到了仪表板异响的根本原因,对仪表板异响制定了相应的整改措施,经验证后证实有效,并找到监控仪表板异响的有效流程。通过此项目改善,对尺寸、材料设计、搭接关系、尺寸匹配影响点、尺寸链有了更深一步了解。遇到问题要系统分析,对零部件进行拆解及故障再现分析,挖掘问题真因,制定整改计划,整改完成后,试验进一步验证,确保方案的有效性。针对本次改善项目活动,小组完成了预定的目标值,将该车型仪表板异响问题有效改善,合格率从84%提升到98%。针对其他零部件依然存在一些品质问题,通过此次改善横向推广、排查,切实根据客户使用实际工况、驾驶习惯等优化零部件,提升国产汽车的整车品质及市场形象。
猜你喜欢
南方农机(2022年20期)2022-10-20
中学生天地(A版)(2021年9期)2021-10-25
中国自行车(2018年12期)2019-01-29
汽车文摘(2017年2期)2017-12-04
发明与创新·大科技(2017年1期)2017-01-14
汽车维护与修理(2015年5期)2015-02-28
汽车维护与修理(2015年1期)2015-02-28
汽车零部件(2014年5期)2014-11-11
汽车维修与保养(2014年12期)2014-04-18
初中生世界·七年级(2014年2期)2014-03-24
