
基于图像模拟和支持向量机的复合非织造布孔隙尺寸预测
2023-01-06 07:11金关秀祝成炎
纺织学报 2022年12期
金关秀,祝成炎
(1.浙江工业职业技术学院,浙江 绍兴 312000;2.浙江理工大学 纺织科学与工程学院(国际丝绸学院),浙江 杭州 310018)
非织造布在多个产业领域得到了广泛的应用,而采用同种复合、异种复合、多层复合等手法制备的复合非织造布在包括过滤性能在内的各种性能方面将得到不同程度的改善[1-2]。作为多孔材料,非织造布性能与孔径及其分布密切相关[3-4],但复合后材料的孔径及其分布将发生较大幅度的变化,探明这种变化规律可为提升复合非织造布应用性能提供理论基础和实践依据。
按体视学理论,可以利用二维结构信息的统计结果来分析非织造布的三维结构,其前提是沿非织造材料厚度方向的孔隙几何结构是自相似的,而这已为相关的研究所证实[5-6]。业内学者在运用数字图像处理技术对非织造布的孔径及其分布进行研究分析方面进行了很多有益的探索。Aydilek等[6]运用图像处理技术以马尔科夫链进行了最小孔径模拟;Simmonds等[7]按照基平面网原理构建了非织造布孔隙分布的模型;潘莺等[8]基于纤维随机取向和纤维长度随机分布的原则对熔喷纤网的孔径分布进行了模拟;杨旭红[9]运用数字图像处理技术并基于分形理论进行了非织造纤网的模拟;Dimassi 等[10]运用数字图像处理技术模拟了非织造纤网的孔隙结构。但在运用数字图像建模对复合非织造布的孔隙尺寸进行分析方面迄今尚未见相关报道。
本文运用数字图像技术模拟非织造布纤维网,采用图像叠加的手法来模拟非织造布的复合加工,基于图像信息运用支持向量机对复合前后非织造布的孔径尺寸进行预测,并通过实验对预测精度进行验证,从而为研制符合过滤等相关领域应用孔径尺寸要求的多层复合非织造材料提供参考。
1 非织造布数字图像建模与模拟复合
1.1 建模方法
以纤维根数、纤维平均直径、纤维直径变异系数这3个参数为变量,运用MatLab编程进行图像建模,模型尺寸确定为400像素×400像素(本文规定在尺度上1个像素表示1 μm),纤维长度方向呈连续状,取向角度随机分布。
单层非织造布的图像建模方案如表1所示,其中n为纤维根数,d为纤维平均直径,Vd为纤维直径变异系数。每个参数设定2个数值,其大小参照大宗非织造布(纺粘、熔喷、水刺、针刺等)结构参数的较具有典型性的数值(其中n是基于材料单位面积纤维长度来折算400像素×400像素单元中的纤维根数)。按照单因素法构建8个单层非织造布数字图像模型,称为复合单元。
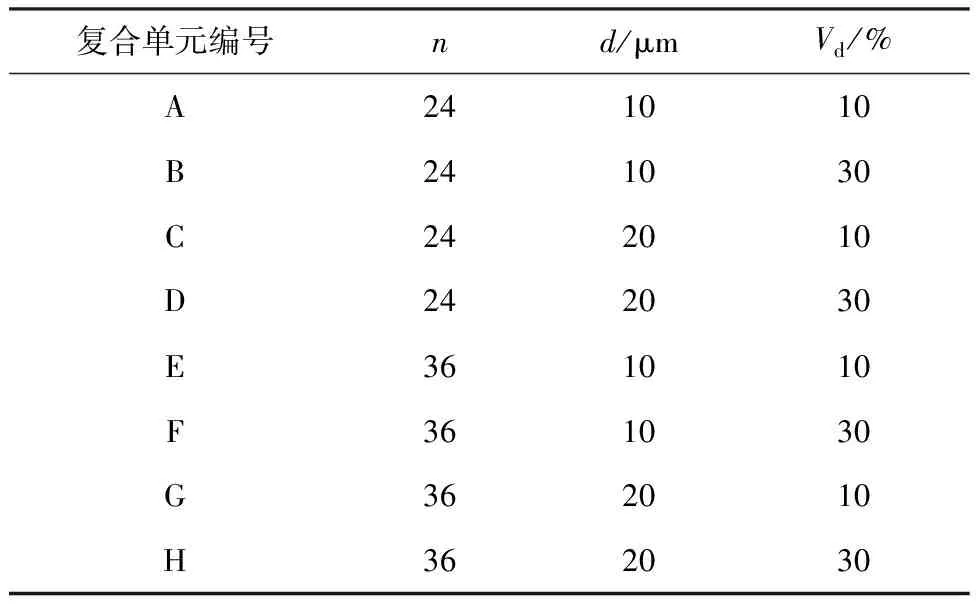
表1 复合单元建模方案
1.2 模拟结果与孔径及其变异系数的求取
图1示出复合单元数字图像模拟的结果,由图像可获取孔径及其分布的数据,本文采用孔径变异系数来表征孔径的分布。

图1 复合单元数字图像模拟结果
孔径即为孔隙区域的等价圆直径,其数值按照孔隙(白色部位)的像素数量计算,公式为
(1)
式中:P为等价圆直径,μm;Aarea为孔隙面积,μm2。为保证实验结果的客观性,在孔隙面积的测取/计算中剔除了图像边缘不完整的孔隙,由此求得每个图像中孔径的平均值并计算其变异系数,如表2所示。

表2 复合单元孔径及其变异系数的测定结果
1.3 图像复合实验及结果分析
本文采用图像叠加的手法来模拟非织造布的复合加工,对上述8个复合单元进行两两复合,其所有组合共计可得到28个复合图像。模拟复合方案如表3所示。
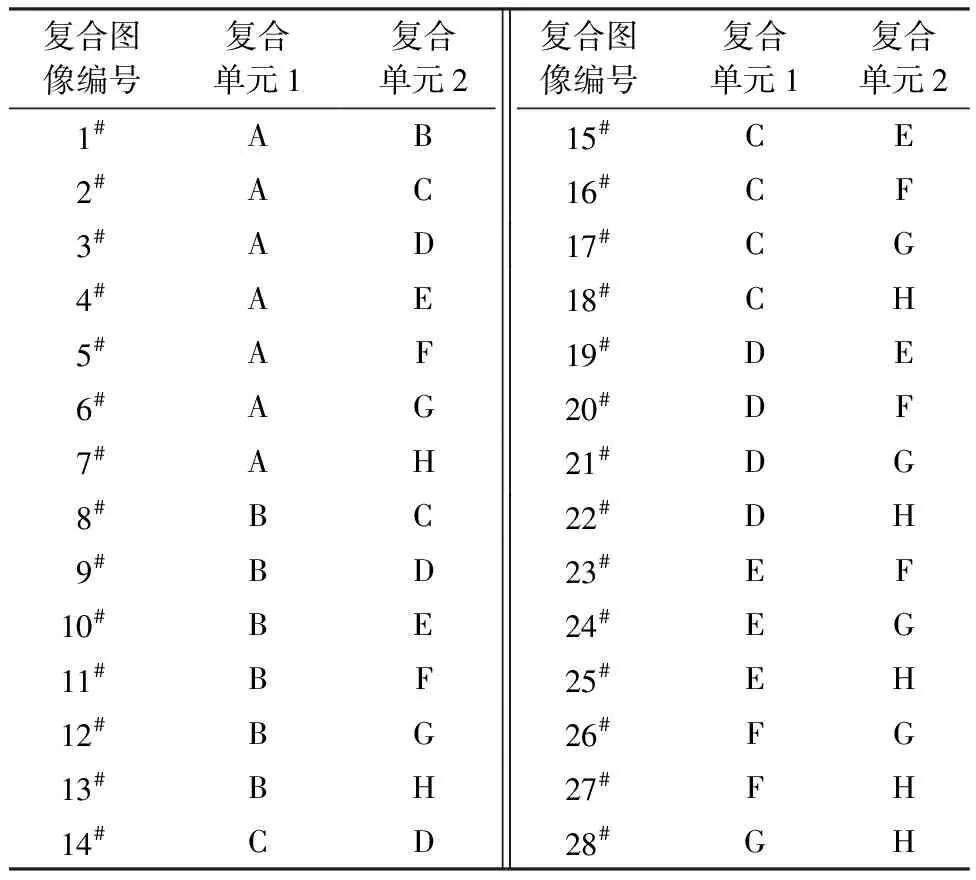
表3 模拟复合方案
运用数字图像处理技术对相应的2个复合单元进行图像叠加操作,可得到表3模拟复合方案的所有图像,如图2所示。
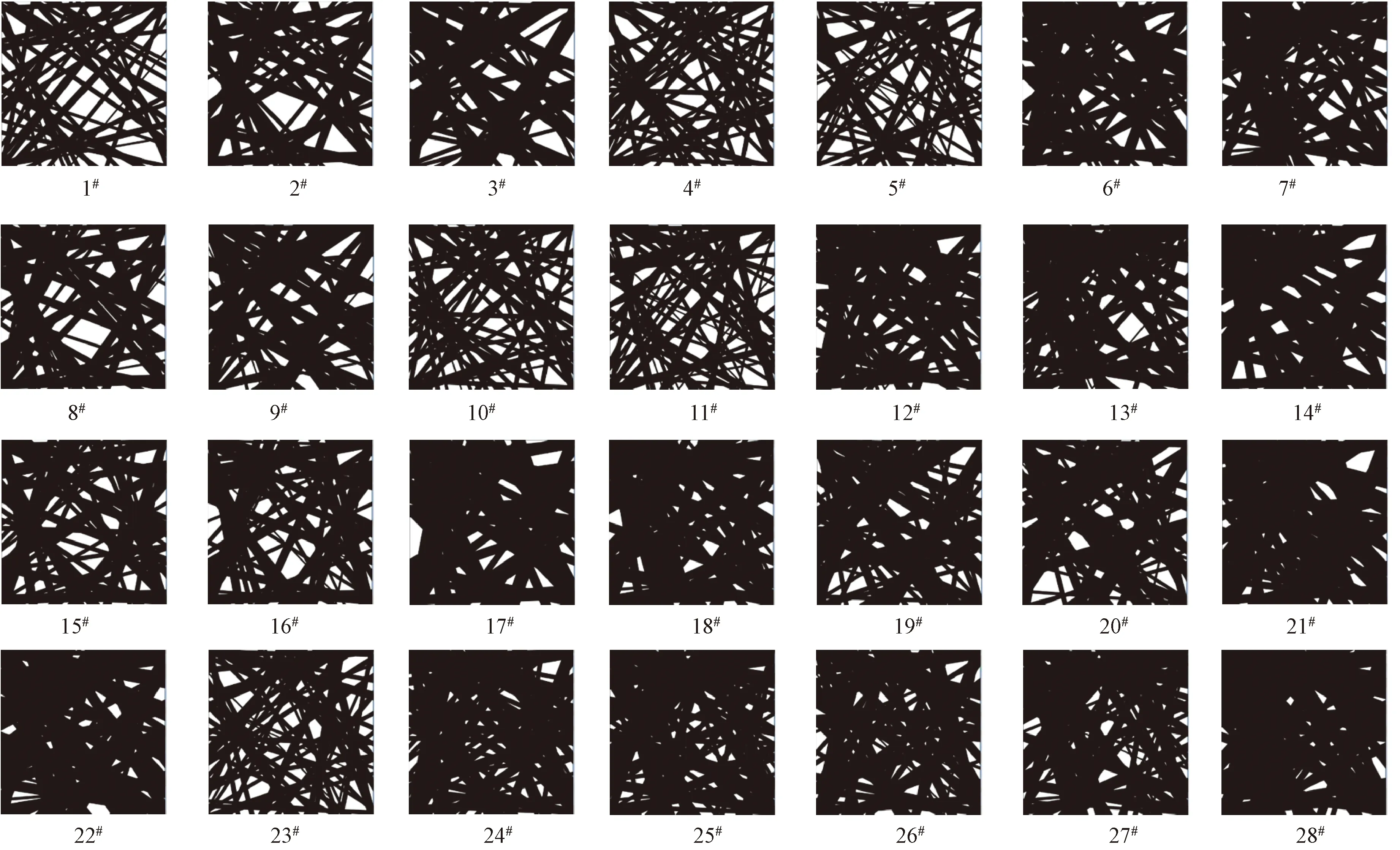
图2 模拟复合结果
与1.2节同理,按照图像孔隙(白色部位)的像素数量来测定上述各个复合图像中的平均孔径,并由此求得孔径变异系数,其结果如表4所示。
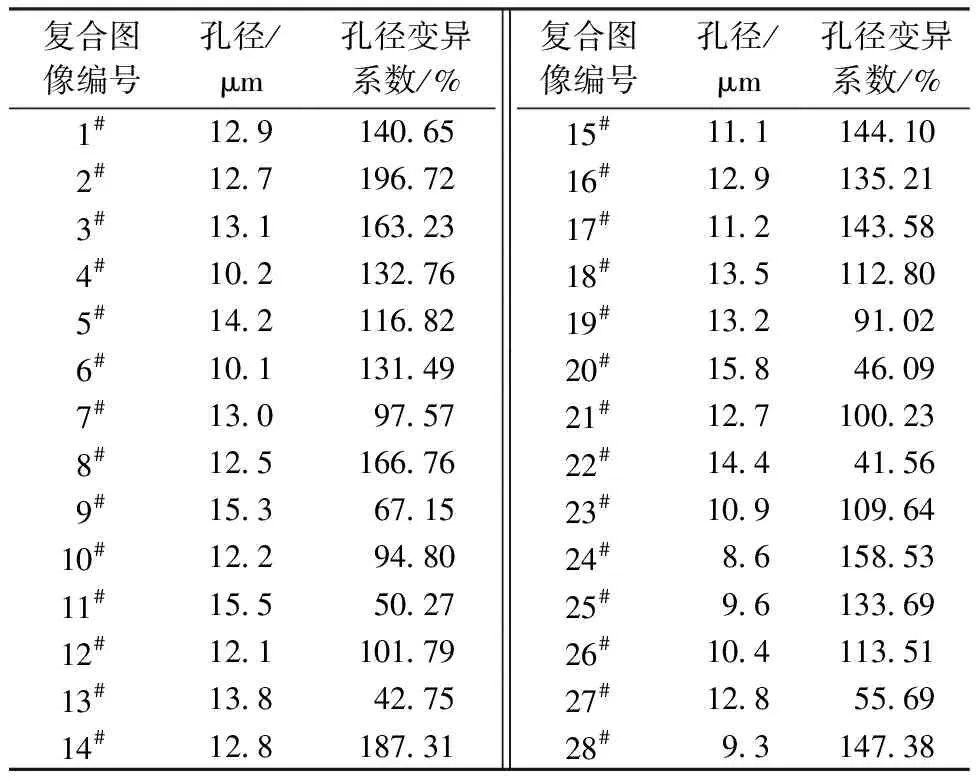
表4 复合图像孔径及其变异系数测定结果
本文设定4个相对性指标来表征非织造布复合前后的孔隙尺寸。
设2个复合单元中孔径数值较大者为PL,较小者为PS。2个复合单元中孔径变异系数较大者为VL,较小者为VS。PC为复合后孔径的数值,VC为复合后孔径变异系数的数值。
以2个复合单元的孔径差异百分比(Er)和平均孔径变异系数(MV)表征复合前孔隙尺寸。
Er值按下式计算:
(2)
MV值按下式计算:
(3)
以孔径复合指数(IP)和孔径变异系数复合指数(IV)表征复合后孔隙尺寸。
IP值上按下式计算:
(4)
由于PC在数值上必然小于PS,所以IP值介于0~1之间。
IV值按下式计算:
(5)
由表2、4可计算出2个复合单元的孔径差异百分比、平均孔径变异系数、孔径复合指数、孔径变异系数复合指数的数值,表5示出图像复合前后孔隙尺寸的变化情况。

表5 图像复合前后的孔隙尺寸
由表5可见,复合单元的孔径差异百分比、平均孔径变异系数值与复合后的孔径复合指数与孔径变异系数复合指数之间呈现复杂的非线性关系,以下基于多孔材料复合中的“孔径从低效应”进行原因分析。孔径从低效应指的是一个孔道如果在复合过程中遇到比自身宽大的孔道,则孔径最终数值还是自身,如果遇到更窄小孔道,则孔径最终数值是后者。
孔径差异百分比值对孔径复合指数的影响。2个复合单元复合时,由于孔径从低效应,每个复合单元各自较小的孔一旦与对方较大的孔相遇,会将复合后的孔径数值拉低,孔径差异百分比值越大,即PL与PS的值差距越大,则在一定的孔径变异系数下,由于PS值原本就相对较小,因此PC在数值上会越趋近于PS,由式(4)可知,孔径复合指数将呈增大态势;反之如果孔径差异百分比值越小,即PL与PS的值越接近,复合后孔径PC数值相对于PL、PS下降的幅度会越大,由此孔径复合指数值也越小。
孔径差异百分比值对孔径变异系数复合指数影响会产生2个方面的效应:一方面,在给定的孔径变异系数下,随着孔径差异百分比数值的下降,2个复合单元的孔径数值相互趋近或重叠的概率增大,复合后孔径分布范围趋于缩小,从而会导致VC数值的减小,由式(5)可知,孔径变异系数复合指数值将下降;另一方面,根据上述孔径差异百分比值对孔径复合指数的影响规律可知,孔径差异百分比值减小会导致复合后孔径下降趋势相对更显著,从而使得VC数值随之增大,由此孔径变异系数复合指数值将增大。
平均孔径变异系数值对孔径复合指数的影响也呈现出2个方面的趋势:一方面平均孔径变异系数值越大,表明小尺寸孔径数量相对越多,根据孔径从低效应,复合后孔径PC数值就越小,从而孔径复合指数数值趋于减小;另一方面,由于任一复合单元中尺寸小于另一复合单元最小孔径的那部分小孔有可能无法对准对方的孔径通道而变成闭合孔,从而复合后的平均孔径PC数值呈增大趋势,由此孔径复合指数数值会相对增大,而平均孔径变异系数值越大,这个趋势就越明显。
平均孔径变异系数值对孔径变异系数复合指数的影响为:由于复合时会出现大孔遇大孔、小孔遇到更小的孔的极端现象,使得孔径数值的分布范围更宽,造成VC数值的增大,从而孔径变异系数复合指数的数值随之增大,这一趋势会随着平均孔径变异系数值的增大而更加显著。
综上所述,复合后孔径复合指数与孔径变异系数复合指数的数值是上述多种影响因素交互作用的结果,而孔径差异百分比、平均孔径变异系数值与孔径复合指数与孔径变异系数复合指数之间的非线性关系无法利用传统的数据处理技术进行分析,本文运用支持向量机进行孔径复合指数与孔径变异系数复合指数数值的预测及精度验证。
2 支持向量机预测
2.1 模拟复合图像孔隙尺寸预测
支持向量机(SVM)是在统计学习理论基础上发展起来的一种新的模式识别方法,以结构风险最小化替代了传统模式识别中的经验风险最小化,从而有效地解决了小样本、非线性及高维模式识别问题[11]。本文选用RBF(径向基函数)作为SVM的核函数,以Er和IP这2个参数作为预测模型的输入,对IP与IV的数值进行预测。运用7折交叉验证法对模型的结构参数(RBF核函数的宽度W、惩罚因子FP和不敏感系数ε)进行优化,即表5中28个样本数据被随机平均分成7组,每组分别充当一次验证集,剩余6组数据作为训练集,则每个模型可得到7个预测精度数值,求其平均值作为该模型最终的预测精度指标值,最高预测精度所对应的模型结构参数即为优化值。
本文采用平均绝对百分比误差来表征模型的预测精度,计算方法如下:
(6)
式中:U为平均绝对百分比误差;oi为样本实测值;qi为样本预测值;m为测试样本数量。一般认为U低于10%被认为预测精度较高。本文支持向量机结构参数的优化结果与预测准确度如表6所示。

表6 SVM模型结构参数的优化结果与预测准确度
由表6可见,SVM模型具有很高的预测准确性,其对IP与IV预测的U值均低于2%,表明基于2个复合单元的孔径百分比误差和孔径变异系数平均值能够对复合非织造布的孔隙尺寸进行准确的预测。
2.2 应用验证实验
2.2.1 非织造布样品及复合方案
将上述模型应用于非织造布生产实践,以检验其预测精度。熔喷非织造布过滤效率高,但强度低、耐磨性差[12];纺粘非织造布过滤效率较低,但其力学性能优良[13]。由此虽然纺粘或熔喷非织造布均不宜单独用作滤材,但将二者进行复合可在提高材料强度和耐磨性的同时,也具有良好的过滤性能,因此对纺粘/熔喷复合非织造布的孔隙尺寸进行预测具有现实意义。本文选取作为复合单元的非织造布实样为2块聚丙烯纺粘非织造布S1(面密度为68.1 g/m2,厚度为0.417 mm)、S2(面密度为85.3 g/m2,厚度为0.479 mm)和2块聚丙烯熔喷非织造布M1(面密度为25.8 g/m2,厚度为0.271 mm)、M2(面密度为19.2 g/m2,厚度为0.206 mm)。样品均来自浙江理工大学先进纺织材料与制备技术教育部重点实验室。按表7方案进行叠合,得到4个复合非织造布样本。
表7 非织造布复合方案
2.2.2 孔径的测定和孔隙尺寸表征值的计算
本文采用目前最为常用的非织造布孔径测试方法——泡点法进行测定,测试仪器为德国Topas GmbH公司的PSM165孔径测试仪。表8示出非织造布复(叠)合前后孔径及其变异系数的测试结果。

表8 非织造布复(叠)合前后孔径及其变异系数测试结果
根据表8可求得2个复合单元的孔径百分比误差(记为ErT)和孔径变异系数的平均值(记为MVT)以及孔径复合指数(记为IPT)和孔径变异系数复合指数(记为IVT)的数值,如表9所示。
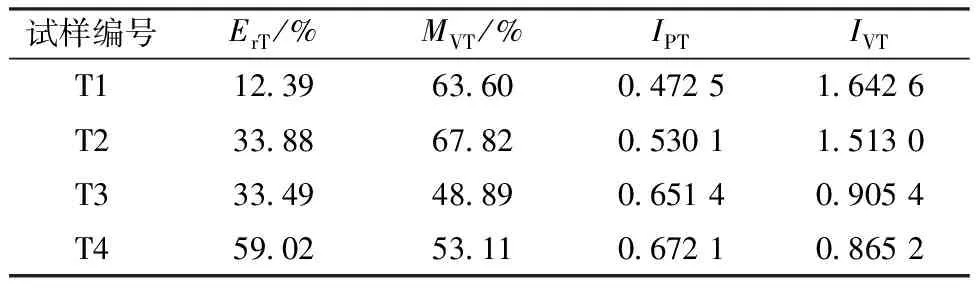
表9 非织造布复(叠)合前后的孔隙尺寸
2.2.3 验证结果与分析
运用上述结构参数已优化了的支持向量机模型,输入验证实验中的ErT、MVT和IPT、IVT的数值,对孔径复合指数和孔径变异系数复合指数进行预测。由于模型采用了7折交叉验证法,可得到每个复合非织造布样本的孔径复合指数和孔径变异系数复合指数各7个预测值,由此可求得各自的U数值并取平均,其结果如表10所示。由表可见,支持向量机模型对所有4个复合非织造布样品的孔径复合指数和孔径变异系数复合指数的数值进行预测的平均绝对百分比误差均小于5%,其中孔径复合指数预测的绝对平均百分比误差的平均值为2.53%,孔径变异系数复合指数预测的绝对平均百分比误差的平均值为1.77%,表明基于支持向量机的预测模型具有很好的预测性能,可满足生产实践应用的要求。
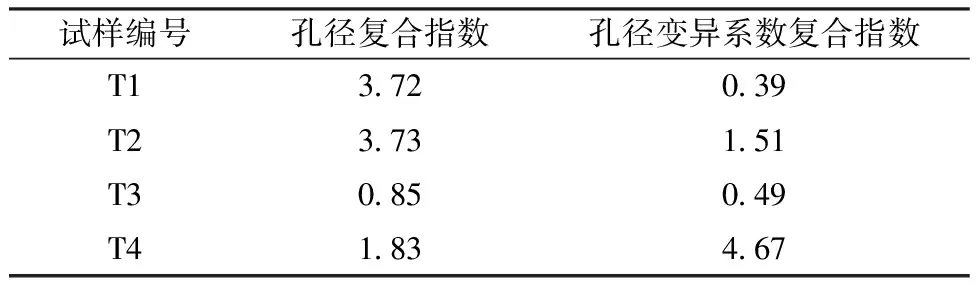
表10 验证实验结果
3 结 论
1)基于体视学原理,运用数字图像处理技术对单层以及复合后非织造布纤维网细观结构进行模拟发现,非织造布经复合后其孔径及其分布发生了较大幅度的变化。
2)设定相对性指标来表征非织造布复合前后的孔隙尺寸,以2个复合单元的孔径差异百分比和孔径变异系数的平均值来表征复合前孔隙尺寸,以孔径复合指数和孔径变异系数复合指数来表征复合后孔隙尺寸,从而使研究结论更具有普遍性。
3)模拟实验结果表明,非织造布复合前与复合后的孔隙尺寸呈复杂的非线性关系。本文运用支持向量机,以复合前孔隙尺寸指标值为模型的输入,对复合后孔隙尺寸进行预测,结果表明预测精度达到很高的水准。以非织造布实样对模型预测的精度进行验证,验证实验的结果进一步印证了上述结论。将数字图像模拟和支持向量机结合是进行复合非织造布孔隙尺寸预测的有效途径。
猜你喜欢
生活用纸(2022年8期)2023-01-06
纺织学报(2022年2期)2022-03-18
纺织科学研究(2021年6期)2021-07-15
纺织科学研究(2021年1期)2021-03-19
空间科学学报(2020年3期)2020-07-24
CHINESE JOURNAL OF AERONAUTICS(2017年5期)2017-11-17
雷达学报(2017年1期)2017-05-17
电子制作(2017年20期)2017-04-26
安徽医科大学学报(2015年9期)2015-12-16
股市动态分析(2015年29期)2015-09-10
