空间基础零部件超精密抛光技术研究进展
2023-01-09 11:22江亮郑佳昕彭武茂李文辉韩艳君张韶华周宁宁卿涛钱林茂
表面技术 2022年12期
江亮,郑佳昕,彭武茂,李文辉,韩艳君,张韶华,周宁宁,卿涛,钱林茂
特邀综述
空间基础零部件超精密抛光技术研究进展
江亮1,郑佳昕1,彭武茂1,李文辉1,韩艳君1,张韶华2,周宁宁2,卿涛2,钱林茂1
(1.西南交通大学 牵引动力国家重点实验室摩擦学研究所,成都 610031;2.北京控制工程研究所 精密转动和传动机构长寿命技术北京市重点实验室,北京 100094)
轴承、齿轮、陀螺仪谐振子、反射镜等是实现航天器旋转支撑、动力传递、姿态控制、空间探测等功能的核心基础零部件,直接影响航天器的性能、寿命和可靠性。为了确保航天任务顺利进行,空间基础零部件必须拥有优异的使役性能、高的可靠性和长的寿命,其工作面的状态是关键影响因素。为此,基于制造角度,必须不断提高工作面的精度和表面质量。然而,空间基础零部件的工作面多为复杂曲面,且材料包含多种元素和金相组织,可控抛光难度大。从轴承、齿轮、陀螺仪谐振子、反射镜等4种空间基础零部件的特点出发,简要陈述了各自的超精密抛光需求及必要性,分类总结了现有的超精密抛光技术,如应用于轴承的双盘研磨抛光、电化学机械抛光、流变抛光,应用于齿轮的磨粒流抛光、流变抛光、电化学机械抛光,应用于陀螺仪谐振子的流变抛光、飞秒激光和离子束质量调平,以及应用于反射镜的磁流变抛光、计算机控制光学表面成型、气囊抛光、离子束修形抛光等,阐述了各种抛光技术的原理和效果,最后展望了超精密抛光技术的发展方向,以期为空间基础零部件的超精密加工提供借鉴。
基础零部件;轴承;齿轮;谐振子;反射镜;抛光;超精密
以空间站、人造地球卫星、太空望远镜及空间探测器等为代表的航天器对国家安全、国民经济和科学研究具有重要意义。如图1所示,在航天器中,轴承(文中指滚动轴承)、齿轮、陀螺仪谐振子、反射镜等基础零部件主要用于实现旋转支撑、动力传递、姿态控制、空间探测等功能,直接影响航天器的性能、寿命和可靠性[1-11]。随着我国航天强国建设的不断推进,航天器的发射频率和在轨时间日益增加,航天任务日益复杂,这就要求航天器具有高精度、低振动、低噪声、高稳定度、高可靠性和长寿命等。以卫星为例,我国低轨遥感卫星的设计寿命已从之前的3~5年普遍提高到5~8年,高轨通信卫星的设计寿命已从之前的8年提高到12~15年,甚至更长。为了确保航天任务顺利进行,作为航天器的关键环节,空间基础零部件必须拥有优异的使役性能、高可靠性和长寿命。
空间基础零部件通常工作在真空、微重力、强辐射、高低温、高低速、高比负荷、多次启停、交变载荷、间歇操作等极端服役环境和工况下,高的精度和表面质量对获得优异的使役性能至关重要。张森等[12]对1975—2007年间的272次国内外卫星故障进行了统计分析,结果表明,53次为瞬时故障,219次为永久故障,37%的故障发生在姿态和轨道控制分系统,其中36%的故障与飞轮、控制力矩陀螺、陀螺仪等活动部件有关。轴承等的加工缺陷或机械磨损是引起上述部件故障的重要原因[13]。目前,工业界主要采用切削、磨削和研磨等传统技术来加工空间基础零部件。上述加工技术受到纯机械去除原理的限制,在去除时接触压力需要达到材料的屈服极限,最小去除厚度受限,精度和表面质量难以进一步提高,并且在热力耦合作用下不可避免地会产生各种形式的损伤,如微裂纹和划痕,极有可能影响空间基础零部件的使役性能。为此,必须发展超精密抛光技术,不断提高空间基础零部件的精度和表面质量,以保障航天器在空间环境中长寿命安全可靠运行。

图1 空间基础零部件及其在航天器中的应用[3-11](经SPIE同意后复制自参考文献[6])
超精密抛光通常被作为最后一道精加工工序,用以获得优异的精度和表面质量。目前,研究人员已经发展出各种各样的超精密抛光技术,依据材料去除原理,大致可以分为3类:主要利用单一的机械滚轧和刻划作用,如磨粒流抛光、磁流变抛光、电流变抛光、力流变抛光、射流抛光等;利用机械、化学、电化学等多源能量复合作用,如化学机械抛光、电化学机械抛光、计算机控制光学表面成型(Computer−Controlled Optical Surfacing,CCOS,又称数控小工具抛光)、气囊抛光(搭配能与工件发生化学反应的抛光液)、等离子体抛光等;利用微观粒子的物理溅射作用,如离子束修形抛光等。随着空间技术的高速发展,对空间基础零部件精度和表面质量的要求不断提高,这就需要深入理解现有超精密抛光技术的加工原理,在此基础上,不断发展新型的超精密抛光技术,将加工精度逐渐从亚微米级、纳米级提升至亚纳米级、原子级[14-20],以满足空间技术的发展需求。
文中选择轴承、齿轮、陀螺仪谐振子、反射镜为典型的空间基础零部件,简要总结相关的超精密抛光技术,包括抛光需求、必要性、原理、效果,最后对超精密抛光技术的下一步发展进行展望。
1 轴承超精密抛光技术
轴承是空间精密旋转机构的重要支撑件,它广泛应用于航天器中,如飞轮、控制力矩陀螺、太阳帆板驱动装置、机械陀螺仪等[1-2]。以飞轮为例,它是卫星姿态控制系统的重要执行机构,长期工作在较高转速或反复加减速等环境中。飞轮按照姿态控制系统指令,提供合适的控制力矩,校正卫星的姿态偏差或完成某种预定的姿态调整。如图2所示,轴承是飞轮的关键零件,直接决定飞轮的使役性能。
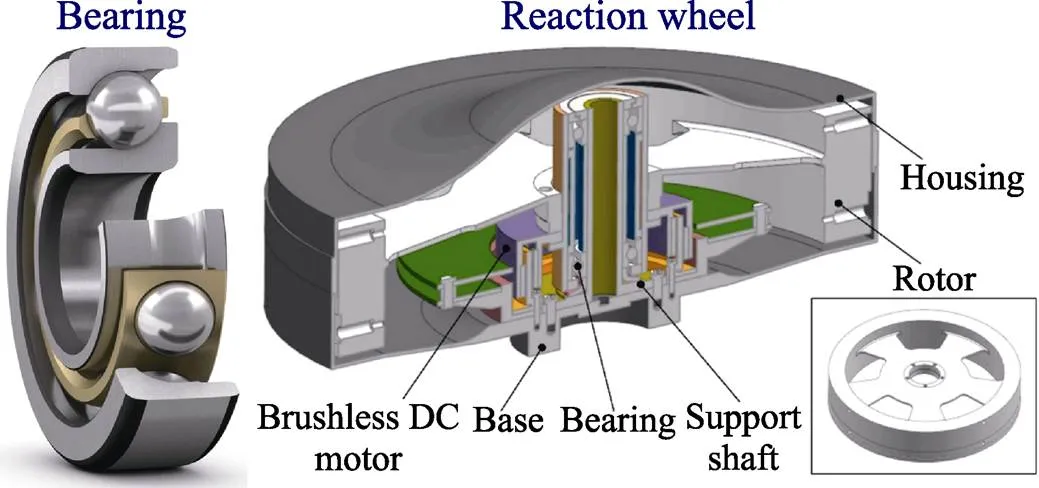
图2 轴承及其在飞轮中的应用[21-22](根据知识共享署名许可协议复制自文献[22])
轴承主要由滚动体(包括球、圆柱滚子、圆锥滚子等)、内外套圈和保持架等核心元件组成。核心元件的精度和表面质量直接决定轴承的使役性能。
1)摩擦磨损。为了获得稳定的摩擦力矩,空间轴承通常采用微量油进行润滑,此时油膜厚度非常薄,可能薄至0.1 μm[23]。如果轴承核心元件的表面粗糙度较大,膜厚比(油膜厚度与表面粗糙度之比)较小,当轴承工作时,其润滑状态可能为混合润滑或者边界润滑。如图3a所示,此时轴承表面粗糙度越大,摩擦因数越大,同时磨损也越严重[24-25]。
2)振动。轴承的振动水平与表面粗糙度密切相关,当轴承处于混合润滑乃至边界润滑状态时,表面粗糙峰会发生碰撞,从而引发振动[26],造成摩擦力矩波动。这可能引发控制精度的下降,甚至影响航天器的工作性能,如遥感相机精度。
3)噪声。振动会引发噪声[27],对于空间站的航天员,如果长期工作在噪声环境中,会影响其身心健康。
4)可靠性和寿命。以反作用轮(飞轮的一种)为例,其工作转速通常为±1 000 r/min[2]。当轴承工作面的表面质量不高时,反作用飞轮在转速过零时会产生一个较大的摩擦力矩冲击,这会对航天器产生较大的扰动。为了降低对航天器的摩擦力矩扰动,应尽可能避免反作用飞轮处于过零工作状态,采用多个反作用飞轮同时工作,且在高速模式下进行控制。然而,这会显著增加姿态控制系统的复杂性,降低系统的可靠性。
此外,如图3b所示,国际知名轴承厂商日本NSK公司的Ueda等[28]采用6206深沟球轴承进行了寿命测试实验。其中,滚道的表面粗糙度为0.039 μm,球的表面粗糙度从0.024 μm变化至0.007 μm。实验结果表明,随着球的表面粗糙度的降低,凹痕引发的剥落寿命(Dent initiated flaking life)得到了极大改善。这主要是因施加在滚道表面的切向力减小。综上所述,为了提高轴承的使役性能和寿命,亟须改善轴承核心元件的精度和表面质量。
目前,通常采用无心外圆磨削、无心外圆超精研、定心往复超精研等传统技术来加工轴承核心元件,其精度和表面质量有待进一步提高[29-30]。如前所述,空间轴承常常工作在高低温、高低速、多次启停等极端环境和工况下,此时润滑状态极有可能进入混合润滑乃至边界润滑状态,其精度和表面质量越差,轴承的使役性能越差。为此,研究人员发展了多种超精密抛光技术,如化学机械抛光、电化学机械抛光、力流变抛光、磁流变抛光等,以提高核心元件的形状精度和一致性,降低表面粗糙度,将膜厚比提高至4以上,避免了工作面粗糙峰的直接接触,实现了全膜润滑,降低了振动和噪音,提高了轴承的使役性能和寿命,最终保障航天器安全可靠运行。下面对相关的超精密抛光技术作简要介绍。
1.1 机械研磨和化学机械抛光
这里将机械研磨和化学机械抛光放在一起进行总结。在滚动体的成形原理上,双盘(或称双平面)机械研磨和双盘化学机械抛光基本一致,设备也可以共用,不同之处在于机械研磨主要利用机械滚轧和刻划作用,而化学机械抛光主要利用化学反应和机械力的协同作用,因此化学机械抛光需要将刚性研磨盘替换为柔性抛光垫,将硬质磨粒(如金刚石、氧化铝等)替换为由具有化学反应活性的软质磨粒(如二氧化硅、二氧化铈等)和化学试剂(如氧化剂、络合剂、缓蚀剂、表面活性剂、盐、pH调节剂等)组成的抛光液。
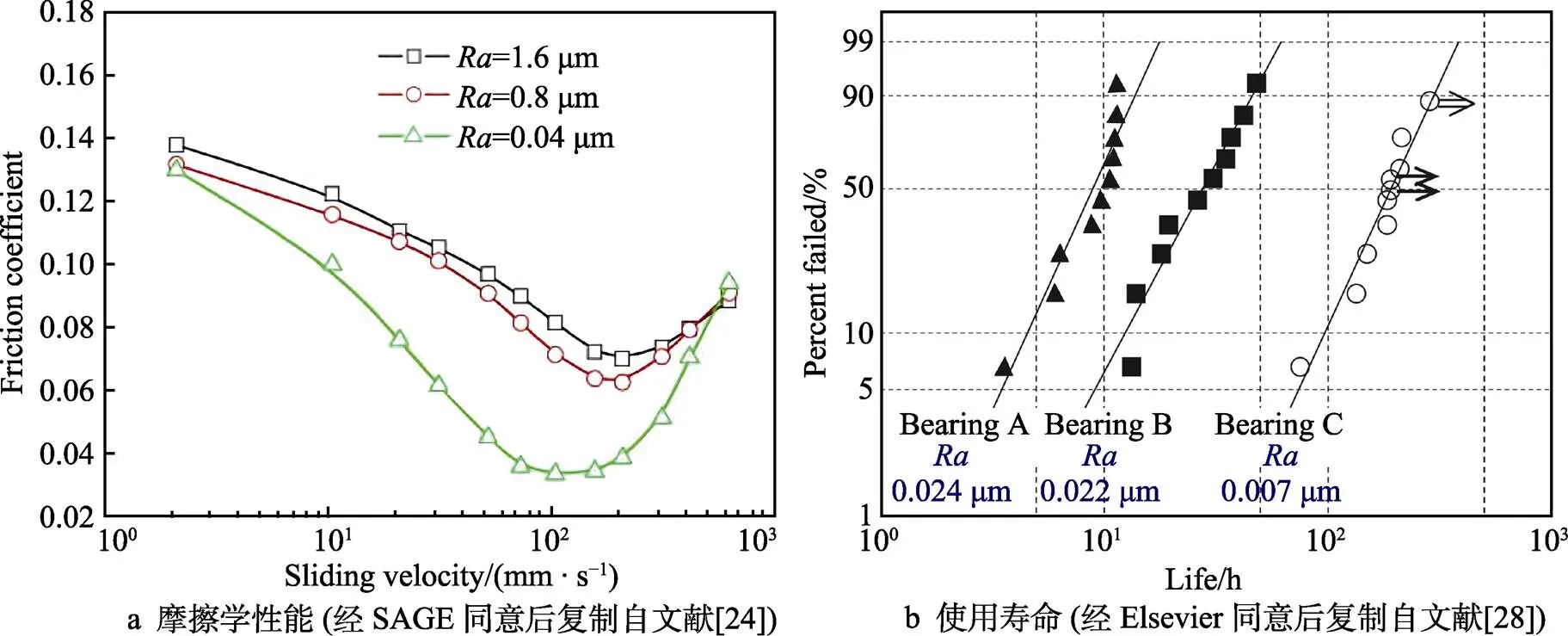
图3 表面粗糙度对轴承使役性能的影响
在传统的滚动体批量加工中,球主要采用基于传统V形槽方式的球体概率法研磨,圆柱滚子主要采用贯穿式无心外圆磨削。上述加工方法从成形原理上决定了滚动体表面各点去除概率具有随机性,难以获得高的形状精度一致性,在加工完成后需要通过分选获得高形状精度一致性的滚动体,存在成本高、效率低等缺点[29-30]。为此,浙江工业大学袁巨龙研究团队提出了滚动体加工轨迹均匀包络成形原理,通过控制研磨盘的转速来改变滚动体的自转角,调整滚动体的运动姿态,使加工轨迹均匀包络加工面,实现滚动体表面各点的等概率去除。基于该成形原理,如图4a所示,针对球发明了双自转式球体加工方法,包括双自转盘同心方式[31]、双自转盘偏心方式[32-34]。如图4b所示,在此基础上提出了变曲率沟槽球体加工方法,通过沟槽滚道曲率的变化来改变球体的运动姿态,实现球的高一致性精密加工[35-38]。周芬芬等[37-38]研制了变曲率沟槽球体加工实验平台,采用研抛工艺,使钢球的批直径变动量达到0.25 μm,球度误差均值达到0.122 μm,表面粗糙度均值达到11 nm;陶瓷球的批直径变动量达到0.19 μm,球度误差均值达到0.115 μm,表面粗糙度均值达到12 nm,优于G5级的精度指标,如图4d所示。如图4c所示,针对圆柱滚子,发明了偏心转摆式双平面圆柱加工方法[39-42]。姚蔚峰等[41-42]研制了双平面圆柱外圆加工实验平台,采用研抛工艺加工圆柱滚子,获得了良好的圆度和表面质量,如图4d所示。
天津大学任成祖研究团队[43-44]提出了圆柱滚子和圆锥滚子双盘研磨技术。陈洋等[43]研究了圆柱滚子在双盘直槽研磨下的自转运动,获得了可实现圆柱滚子稳定且连续自转的最优参数组合。梁磊等[44]对圆锥滚子双盘研磨螺旋槽工作面进行了求解与形面分析,研究表明,螺旋槽工作面1和工作面2的轴截面廓形都是相对于基准直线的内凹曲线。
在机械研磨技术的基础上,袁巨龙研究团队引入了化学机械抛光技术,对氮化硅陶瓷球进行了超精密低损伤加工。袁巨龙、朱从容等[45-47]采用二氧化铈作为磨粒,利用其与氮化硅之间的摩擦化学固相反应,实现了氮化硅陶瓷球的超光滑近无损伤抛光,表面粗糙度达到4 nm。
清华大学雒建斌研究团队与袁巨龙研究团队合作,将化学机械抛光技术应用于圆柱滚子加工。如图5所示,通过机械研磨和化学机械抛光两步工艺,其中,机械研磨采用球墨铸铁盘和4000#氧化铝磨粒,化学机械抛光采用IC1010/Suba Ⅳ聚氨酯抛光垫和抛光液,精抛的抛光液组分(均用质量分数计)包含胶体二氧化硅(4.0%)、氨基乙酸(0.75%)、过氧化氢(1.0%)、苯并三氮唑(0.12%),pH=4,将轴承钢圆柱滚子的圆度(RONt)从0.97 μm降至0.40 μm,将表面粗糙度从76 nm降至16.6 nm[48-49]。
近年来,西南交通大学钱林茂研究团队[50-59]对轴承钢的化学机械抛光机理和工艺进行了深入研究。在微观去除机理方面,仲夏[56]的研究结果表明,轴承钢的化学机械抛光是一个典型的纳米腐蚀磨损过程,机械犁沟效应在材料去除中占据主导地位,为此,可以通过调节抛光液的腐蚀效果来改变轴承钢表面反应膜的致密性和强度,进而调控其抛光速率和表面质量。在抛光工艺方面,刘进伟等[51]选择含有疏水基团的5−甲基苯并三氮唑作为缓蚀剂,替代之前的苯并三氮唑,使GCr15轴承钢的表面粗糙度达到了1.5 nm。在此基础上,刘进伟等[58]选择5−甲基苯并三氮唑和噻唑作为复合缓蚀剂,利用两者的物理和化学协同吸附效应,使GCr15轴承钢的表面粗糙度达到了0.8 nm(扫描范围97.9 μm × 97.9 μm)和0.3 nm(扫描范围1 μm × 1 μm),亚表面晶格完整,无加工损伤,并且发展了“两步法”抛光工艺,在抛光21 min后,将GCr15轴承钢的表面粗糙度从263 nm降至0.8 nm,如图6a所示。刘进伟等[57]发展了绿色环保的“两步法”抛光工艺,选择乙二胺二琥珀酸作为络合剂,选择1,2,4−三唑作为缓蚀剂,通过优化抛光工艺,在抛光
16 min后,将GCr15轴承钢的表面粗糙度从287 nm降至1.8 nm。随后,刘进伟等[59]利用羧基对铁离子的强络合效应,通过优化草酸和过氧化氢的协同作用,发展了“一步法”抛光工艺,中间无需更换抛光液,在抛光14 min后,将GCr15轴承钢的表面粗糙度从249.3 nm降至约2.0 nm,如图6b所示。此外,钱林茂研究团队还研发了9Cr18Mo不锈轴承钢的化学机械抛光工艺,通过调控铁和铬元素的腐蚀磨损去除,其表面粗糙度可以达到亚纳米级。上述抛光工艺有望与双盘机械研磨工艺相结合,或者将化学机械抛光与数控相结合,发展数控−化学机械抛光技术,并应用于轴承核心元件的高质高效加工。
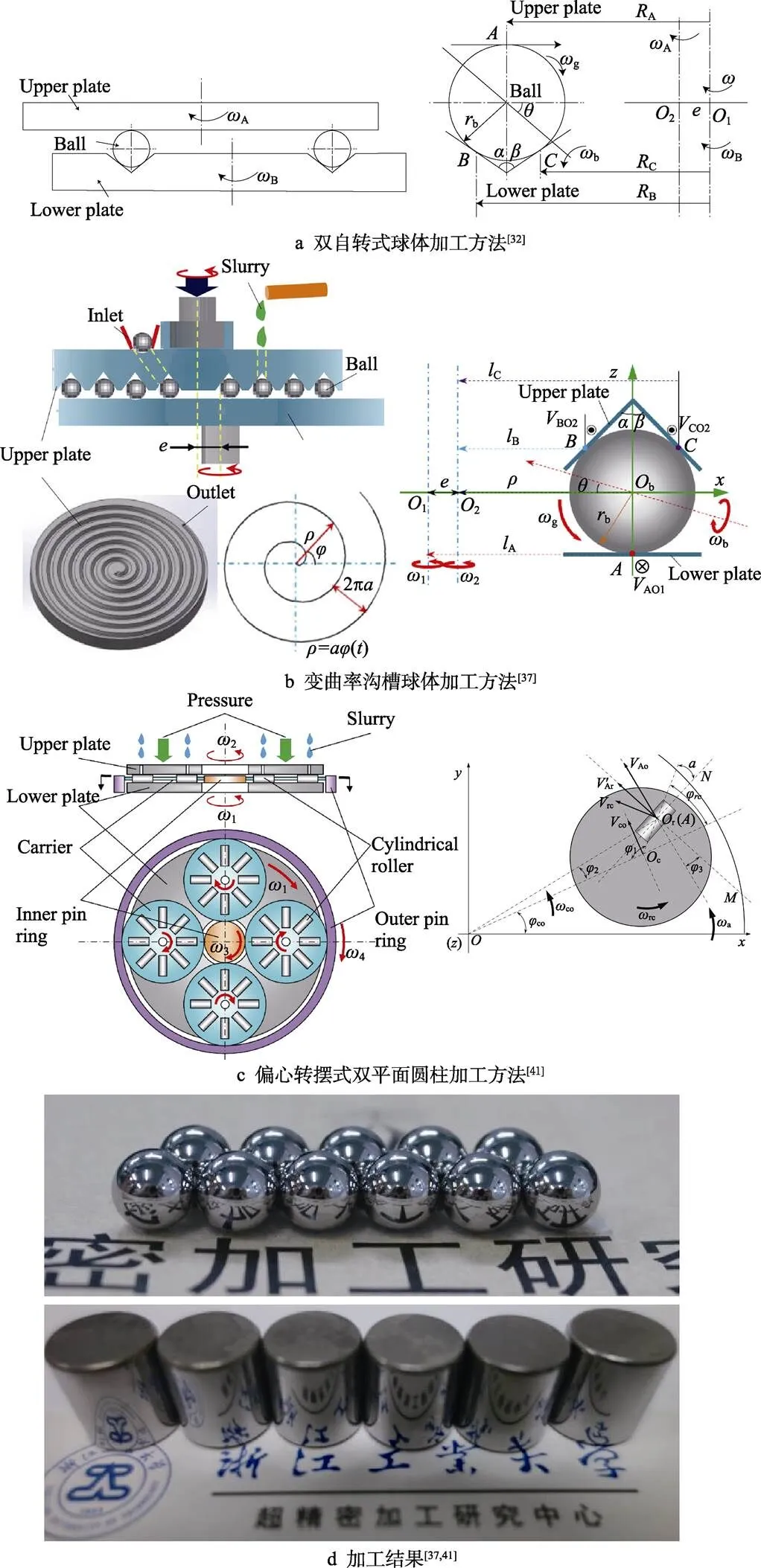
图4 轴承滚动体双平面机械研磨
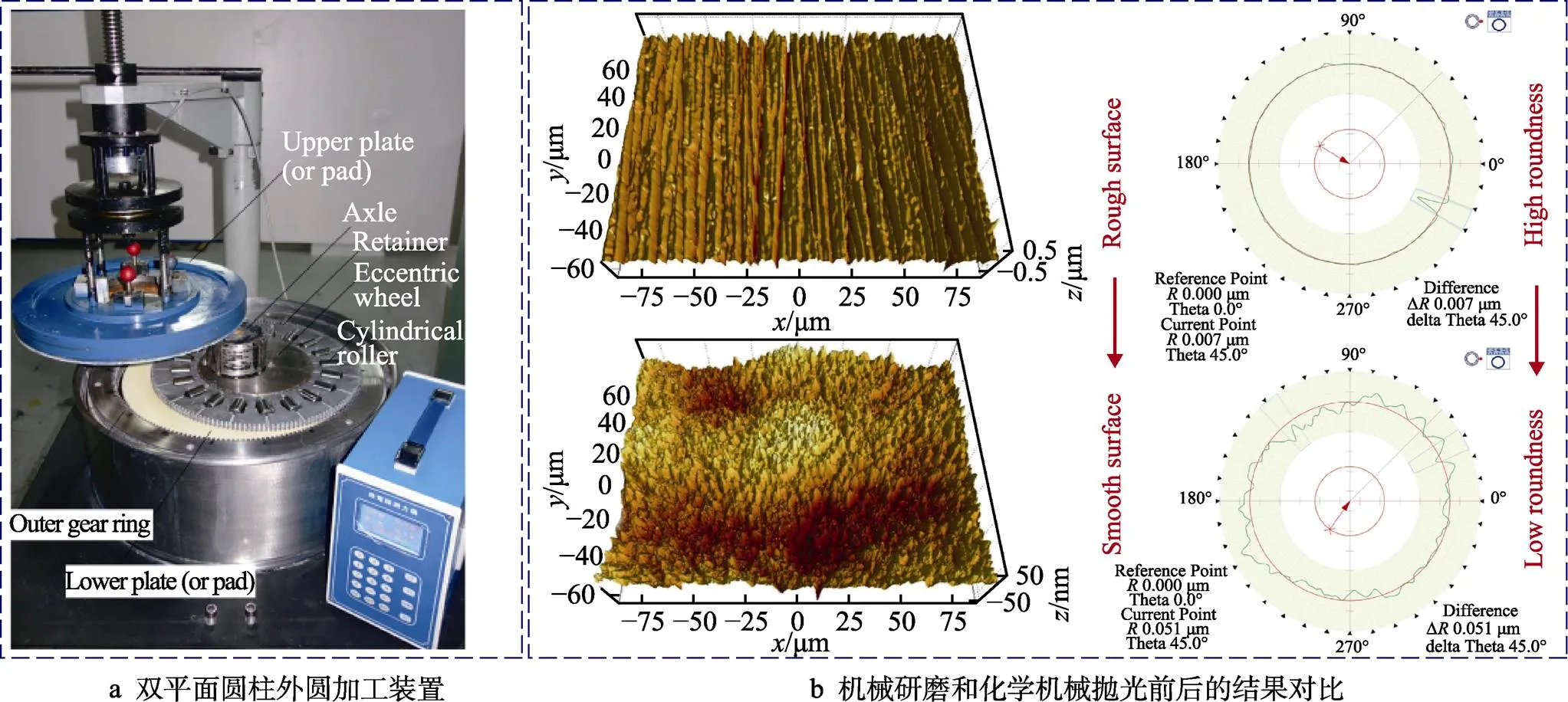
图5 圆柱滚子双平面机械研磨和化学机械抛光(经Springer Nature同意后复制自文献[49])
1.2 电化学机械抛光
电化学机械抛光技术主要利用电化学、化学和机械的协同作用实现表面超精密加工。电场的引入,一方面可以提高金属的氧化溶解速率,实现高效去除;另一方面,可以精准调控金属的表面状态,包括氧化物的种类和比例,实现高质去除。在抛光过程中,阳极工件表面在电化学和化学作用下生成了一层薄的反应膜,然后在磨粒的机械作用下实现去除,同时暴露新鲜表面,继续生成反应膜,反复交替实现材料的去除。大连理工大学徐文骥、魏泽飞等[60-61]将电化学机械抛光技术应用于轴承核心元件的超精密加工。徐文骥等[60]开展了轴承圆柱滚子的电化学机械抛光研究,建立了预测模型。将铜作为阴极,将圆柱滚子作为阳极,在驱动轮带动下进行旋转运动,并与磨削工具接触,从而实现材料的去除。通过优化工艺参数,在抛光后材料的表面粗糙度降至0.023 μm,圆度(RONt)降至0.39 μm。魏泽飞等[61]开展了轴承凸度滚道的电化学机械抛光研究,将套圈作为阳极,随着主轴旋转,将具有凸度的铜块作为阴极,将砂带作为加工工具,在抛光4 min内,将滚道的表面粗糙度从0.58 μm降至0.03 μm,并且获得了良好的凸度。
1.3 流变抛光
流变抛光技术利用外场作用(如力、光、电、磁等)改变抛光液的流变特性,使其从液体瞬时转变为类固体,把持磨粒,形成柔性抛光头,剪切去除工件表面材料,实现超精密低损伤加工。对于子口径抛光方式(如磁流变抛光),可以通过控制抛光区域的去除函数和驻留时间,实现确定性抛光。目前,研究人员发展了多种流变抛光技术,并应用于轴承核心元件的超精密加工,如力流变抛光、磁流变抛光等[62]。
袁巨龙研究团队[63-71]提出了力流变抛光技术,构建了力流变抛光的材料去除模型和表面粗糙度预测模型,形成了力流变抛光工艺,并应用于轴承核心元件的超精密加工。如图7a所示,从原理上来讲,力流变抛光技术主要利用非牛顿流体在剪切应力作用下的增稠效应把持磨粒,形成柔性固着磨具,剪切去除工件表面材料。抛光液通常采用多羟基聚合物作为非牛顿流体,采用金刚石或氧化铝作为磨粒,通过改变水的含量将抛光液的黏度调节至合适范围。如图7b、c所示,李敏等[64,68]自主搭建了力流变抛光实验平台,对轴承钢圆柱滚子进行了抛光。在抛光过程中,工件通过固定轴和夹具进行夹持固定,并与抛光液保持一定的接触深度,抛光液在主轴带动下相对于工件进行运动。在抛光90 min后,工件的表面粗糙度从105.95 nm降至5.99 nm,材料去除速率高达2.1 μm/h,实现了圆柱滚子的高效高质抛光。李敏等[70]对陶瓷圆柱滚子进行了力流变抛光,在抛光120 min后,圆度误差RONt从初始的1.418 μm降至0.360 μm,表面粗糙度从初始的107.2 nm降至6.5 nm。如图7d所示,王旭等[72]对内外套圈进行了力流变抛光,在抛光15 min后,其表面粗糙度从初始的300 nm左右降至20 nm左右。
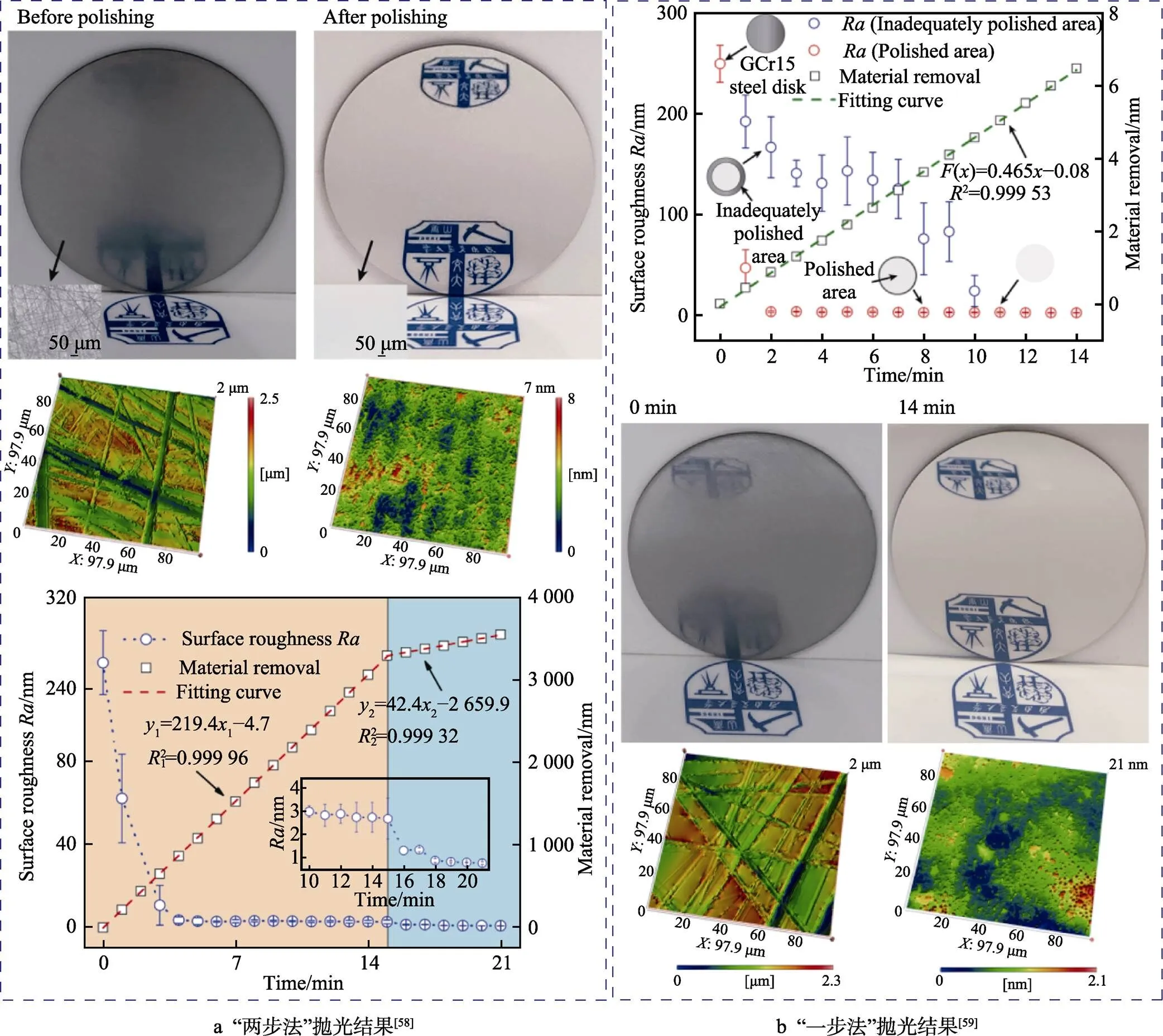
图6 轴承钢化学机械抛光(经Springer Nature同意后复制自文献[58-59])
如图8所示,广东工业大学阎秋生研究团队[73]提出了集群磁流变抛光技术,并应用于陶瓷球的超精密加工。从成形原理上讲,集群磁流变抛光技术与双盘机械研磨技术类似,不同之处在于集群磁流变抛光技术将刚性研磨盘替换为磁流变柔性抛光垫。实验结果表明,当加工间隙为0.8 mm,偏心距为10 mm,旋转比为3/4时,在抛光60 min后,陶瓷球的表面粗糙度从63 nm降至4.35 nm,球度从0.18 μm降至0.11 μm。
河南科技大学张占立等[74]将磁流变抛光技术与超声振动技术相结合,将钻铣床改装成滚子抛光机,并在主轴单元中加装超声振动装置。通过优化工艺参数,陶瓷滚子的表面粗糙度从0.26 μm降至0.025 μm。
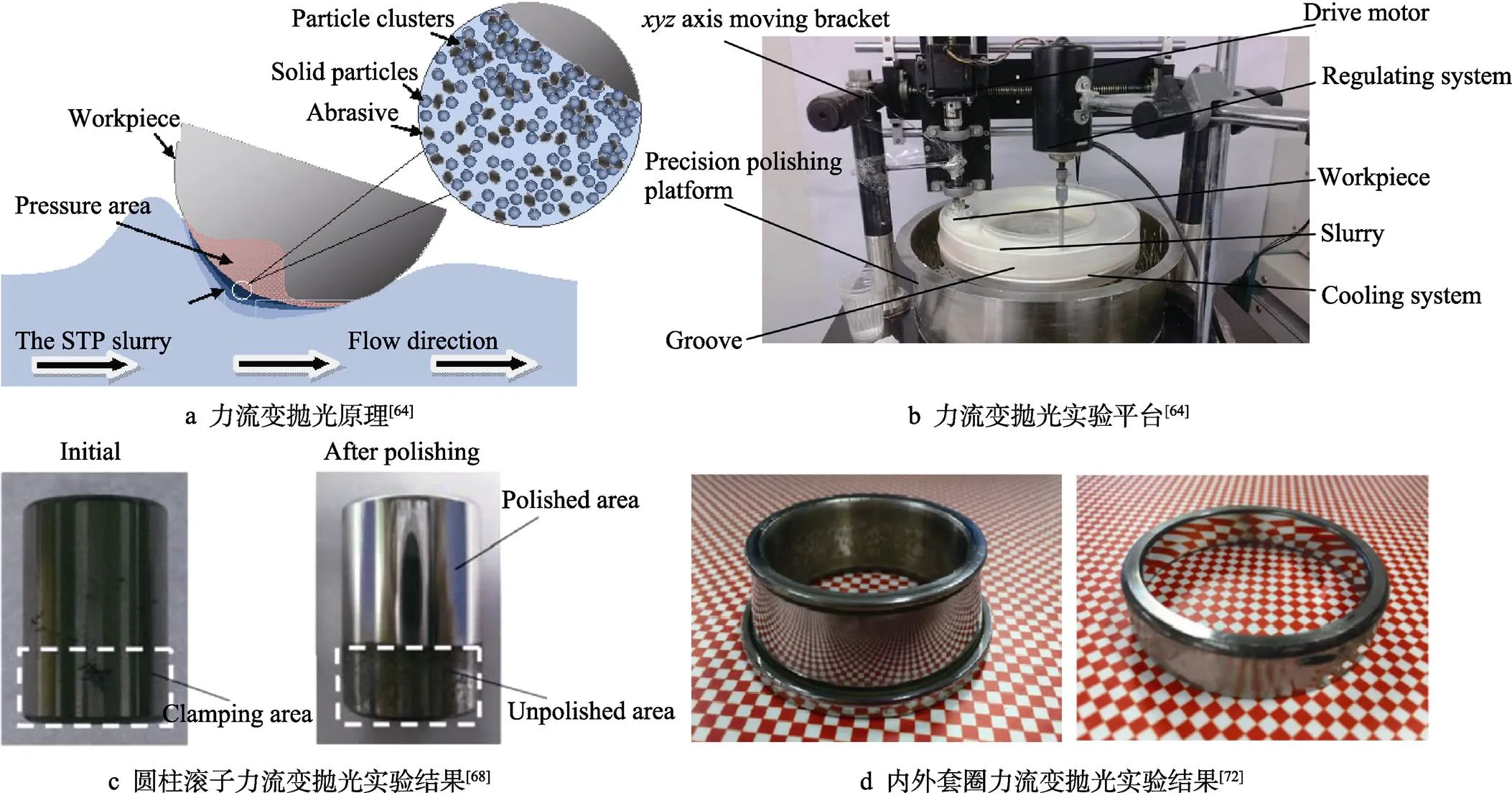
图7 轴承核心元件力流变抛光
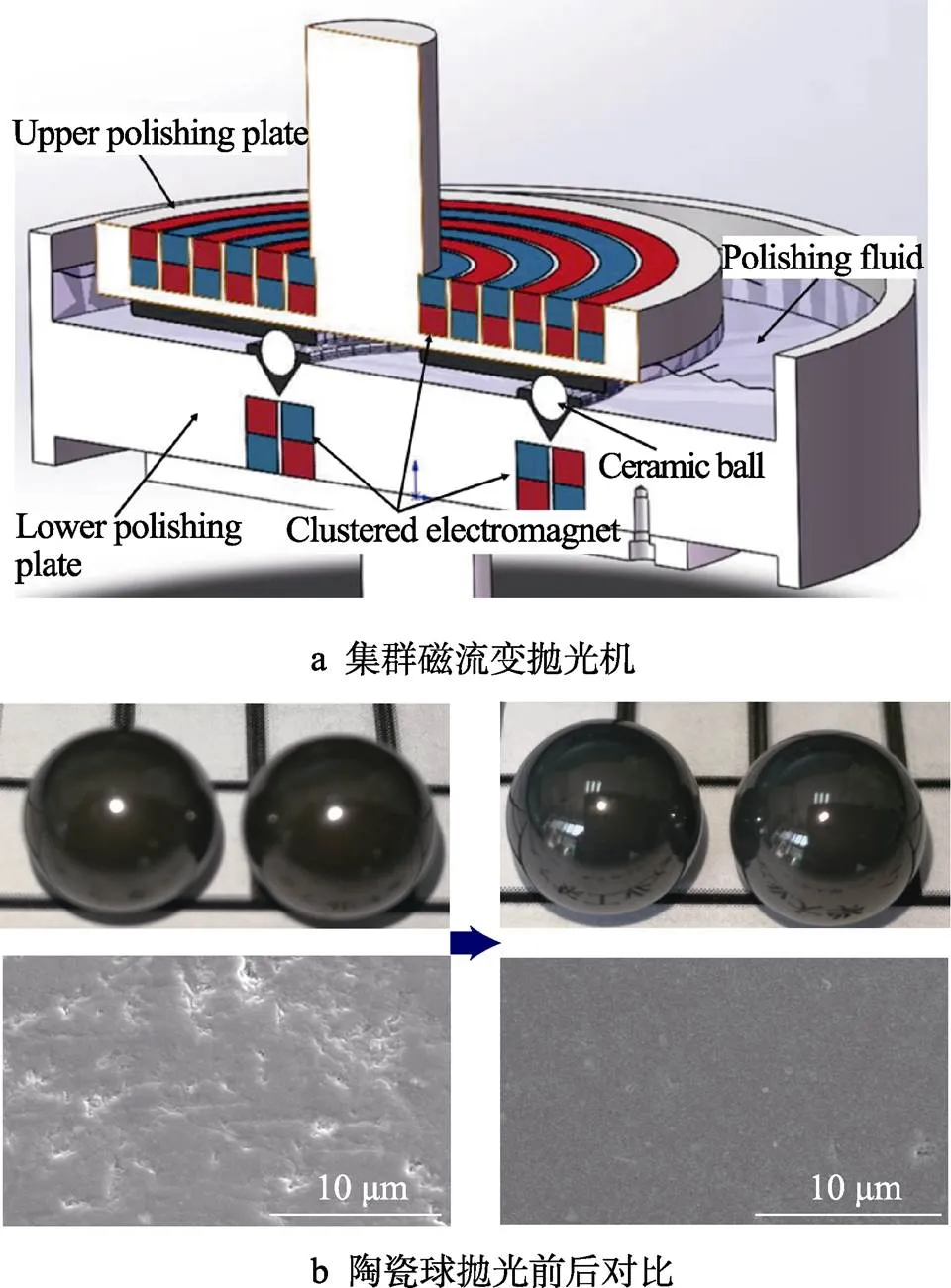
图8 集群磁流变抛光技术及其在陶瓷球超精密加工中的应用(根据知识共享署名许可协议复制自文献[73])
2 齿轮超精密抛光技术
随着空间技术的不断发展,高精度空间机械臂、高灵敏度航天热控制系统等已经成为航天器中不可或缺的辅助作业装置,齿轮作为关键零件,广泛应用于这些装置中[75-76]。如图9所示,德国宇航中心机器人与机电一体化研究所开发了一款CAESAR(Compliant Assistance and Exploration SpAce Robot)空间机械臂,主要用于低地球轨道和地球同步轨道上开展的组装、维护、维修和碎片清理等任务。CAESAR空间机械臂的关节部件采用谐波齿轮传动机构进行动力传递。采用谐波齿轮,一方面可以提升操作精度;另一方面可以实现高传动比和轻质化[77-78]。此外,在航天热控制系统中,将齿轮泵用于实现航天器热量的精准控制[76]。
齿轮的精度和表面质量对其使役性能具有重要影响。研究表明,提高齿轮的表面质量,可以达到以下效果:改善噪声水平[81-83],如图10所示;减小摩擦和磨损[82-83];提升抗疲劳强度[83]。
与轴承相比,齿轮的齿廓形状更复杂,齿面各点均匀去除的难度更大。目前,工业上主要采用磨削和珩磨技术来终加工齿轮表面。磨削后齿轮的表面粗糙度可以达到0.5 μm[84],珩磨后的齿轮表面粗糙度可以达到0.2 μm[85]。由于热力耦合作用,加工后的齿轮表面存在一些缺陷(如裂纹、划痕),这可能会影响齿轮的使役性能和寿命。为了进一步提高齿轮的精度和表面质量,研究人员针对性地发展了多种精密和超精密抛光技术(如磨粒流抛光、磁流变抛光、力流变抛光、电化学机械抛光等),下面分别作简要介绍。

图9 齿轮在航天器中的应用
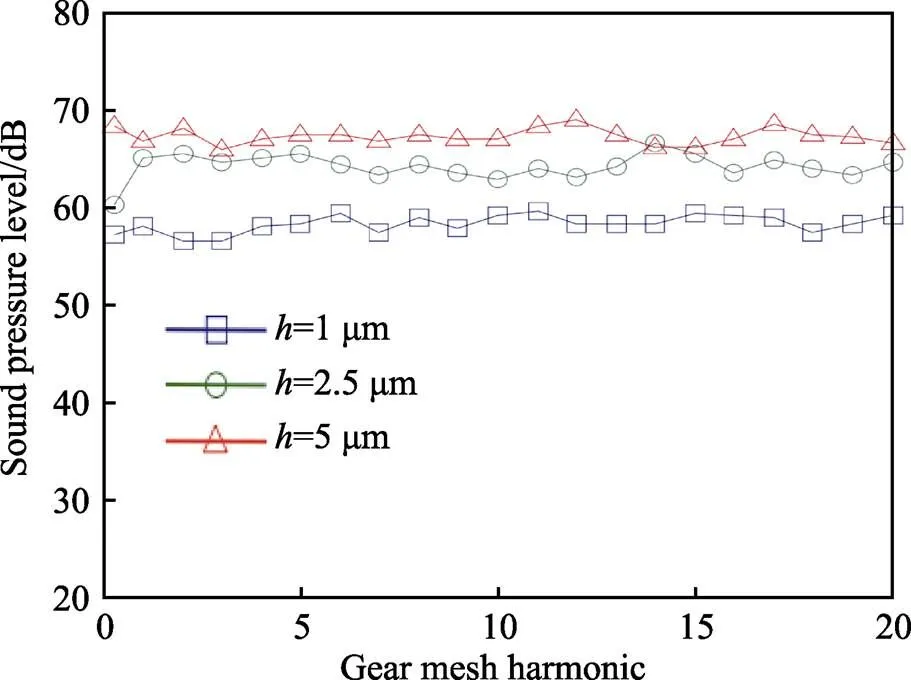
图10 齿轮表面粗糙度h与声压级之间的关系(经SAGE同意后复制自文献[81])
2.1 磨粒流抛光
目前,工业界采用磨粒流抛光来去除齿轮表面的毛刺,提高了表面质量。磨粒流抛光采用黏弹性磨料作为抛光介质,在压力作用下对工件表面进行反复刻划去除,实现了表面质量的提升[86]。长春理工大学李俊烨研究团队[87]开展了齿轮磨粒流抛光研究,针对直齿内齿轮,研究了关键工艺参数的影响规律,实验结果表明,在入口速度为60 m/s、磨料质量分数为40%、磨料粒径为400目、加工次数为40的条件下,齿轮的表面粗糙度降至0.361 μm。印度理工学院Petare等[88]采用磨粒流抛光提升了直齿轮的微观几何形状和表面质量,实验结果表明,采用黏度为135 kPa·s的介质抛光25 min后,其微观几何形状得到改善,表面裂纹、切削纹路、热变形被消除,表面粗糙度从1.7 μm降至0.57 μm。印度理工学院Venkatesh等[89]将超声引入磨粒流抛光中,发展了超声辅助磨粒流抛光技术。相较于传统的磨粒流抛光技术,在引入超声后,磨粒会以更高的速度去除工件表面的微粗糙峰,同时有效磨粒数增加,表面质量的改善效率得到提高。
由于磨粒流抛光通常采用碳化硅等硬质磨粒,存在硬度大、边缘不规则等缺陷,因此其精度和表面质量有待进一步提高。
2.2 流变抛光
研究人员采用磁流变抛光和力流变抛光来提高齿轮表面质量。如图11a所示,印度理工学院Kumar等[90-93]针对性地研制了一种新型限流器,并应用于齿轮磁流变抛光。从外形上看,该限流器是齿轮的复制阴模。在抛光时,在液压缸作用下磁流变液会上下连续流动。将永磁体固定安装在黄铜材质的工件夹具周围,以提供磁场。当磁流变液经过齿轮与限流器之间的有限空间时,在磁场作用下磁流变液瞬时变成柔性抛光头,剪切去除齿轮表面材料。其中,磁流变抛光液的组分(均以体积分数计):800#铁微粒(22%)、800#碳化硅磨粒(15%)、油脂(10%)、石蜡(53%)。实验结果表明,未使用限流器时,抛光后齿轮的表面粗糙度为46.1 nm;使用限流器后,齿轮的表面粗糙度从265 nm降至24.1 nm,且沿着渐开线齿廓更为均匀[90]。在此基础上,为了进一步改善均匀性,增加1个三相感应电机,用于在抛光时使永磁体旋转运动。实验结果表明,未使用限流器时,抛光后齿根、齿中、齿顶、端面的表面粗糙度分别为22.1、34.3、46.5、19.6 nm,且其表面存在孔洞、划痕、凹坑等缺陷;使用限流器后,抛光后齿轮的齿根、齿中、齿顶、端面的表面粗糙度分别为24.3、24.5、23.9、25.2 nm,齿面更加均匀,且无变形[92]。
如图11b所示,越南胡志明工业大学Nguyen等[94]使用自制的力流变抛光装置对齿轮进行了抛光,抛光液组分为多羟基聚合物和5000#金刚石(质量分数25%),研究了主要的工艺参数对齿轮表面粗糙度的影响,如齿轮与抛光液池内壁的间距、抛光液速度、齿轮倾角,其中对齿轮表面粗糙度的影响较大。在此基础上,采用多响应优化法对工艺参数进行了优化。当为15 mm,为1.5 m/s,为32°时,齿轮的表面粗糙度最小可以达到13 nm。
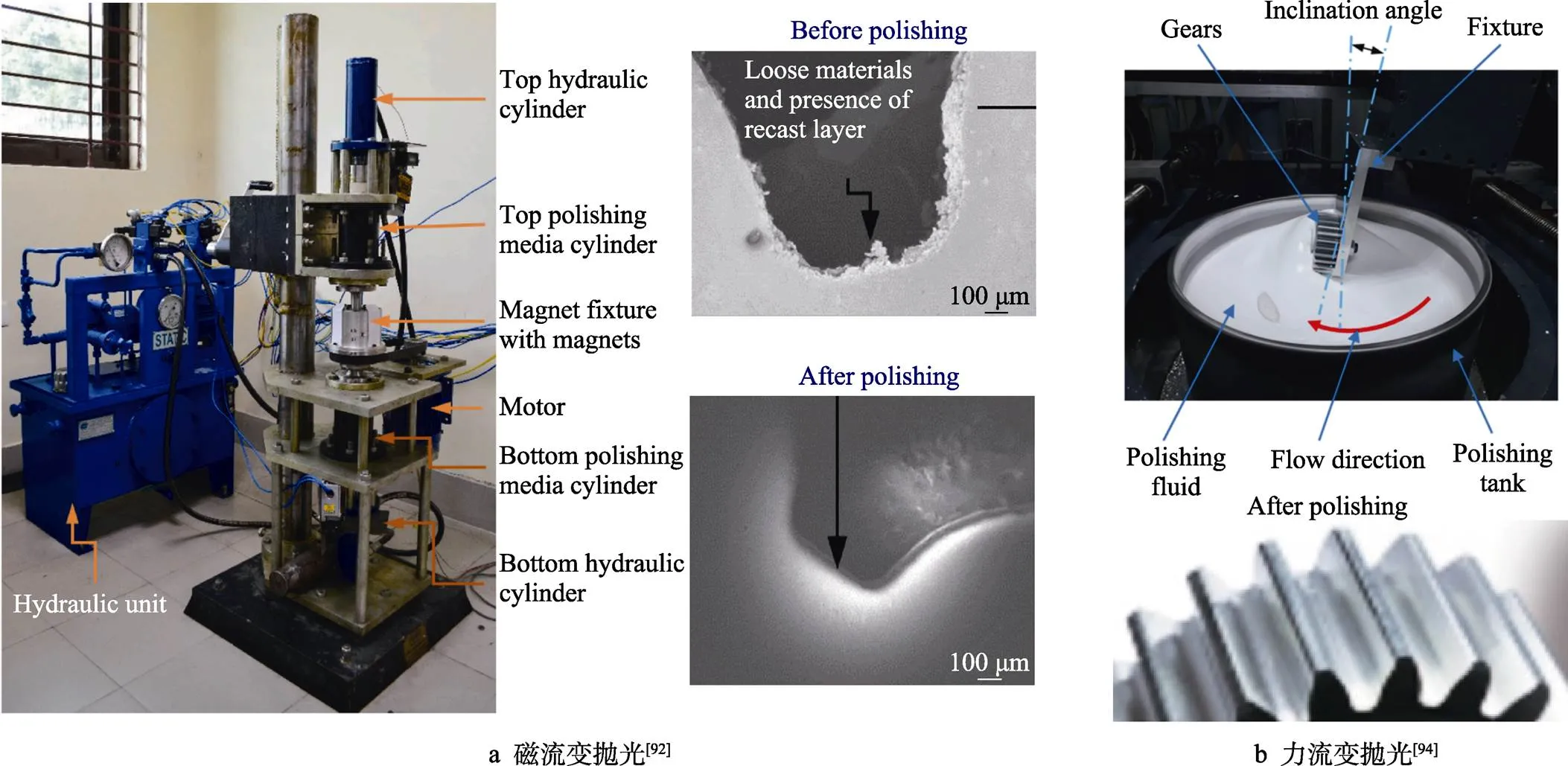
图11 齿轮流变抛光技术(经Elsevier同意后复制自文献[92, 94])
2.3 电化学机械抛光
华东理工大学易建军等[82]采用脉冲电化学机械抛光技术对齿轮进行了抛光,抛光装置主要由阳极齿轮工件、阴极齿轮和珩磨齿轮组成,在抛光时,阳极齿轮工件与阴极齿轮之间充满了电解质液,在脉冲电场的作用下,阳极齿轮工件表面首先形成一层薄的钝化膜,然后被珩磨齿轮去除,在抛光后,齿轮的表面粗糙度可以达到0.1 μm。新疆大学阿达依·谢尔亚孜旦等[95]将电化学光整技术应用于螺旋锥齿轮抛光,表面粗糙度达到0.1 μm,加工精度由DIN10提高至DIN7。由此可见,齿轮电化学机械抛光技术需要继续深入研究,不断提高其精度和表面质量。
3 陀螺仪谐振子超精密抛光技术
陀螺仪可以简单分为机械陀螺仪、光学陀螺仪、振动陀螺仪等[96-97]。如图12a[5]所示,以半球谐振子陀螺仪为代表的振动陀螺仪具有抗干扰能力强、稳定时间快、体积小、成本低等优点,已经逐步应用于卫星等的姿态控制。如图12b[98]所示,半球谐振子陀螺仪主要由谐振子、基座、电极等组成,它利用球壳表面上弹性驻波的惯性效应来精确测量角速度。
谐振子的精度和表面质量对其使役性能具有重要影响。Lin等[99-100]研究了谐振子的表面粗糙度与品质因素的关系。使用4种氟化物(MgF2、CaF2、SrF2、LiF)制作了直径约为12 mm的回音壁式谐振子,并利用磨削和抛光工艺获得了不同的表面粗糙度。如图13所示,实验结果和理论公式均表明,当表面粗糙度均方根值降低1个量级时,品质因素可以提升约2个量级。
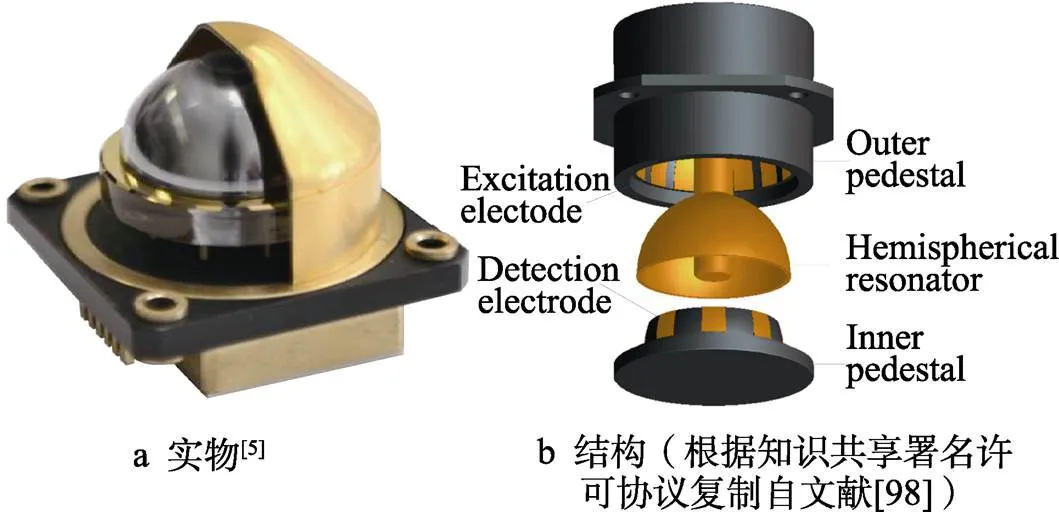
图12 半球谐振子陀螺仪
此外,谐振子的质量分布也对使役性能具有重要影响。McWilliam等[101]分析了一个具有个节径的非理想圆环的频率裂解Δ,如式(1)所示。

式中:0n为理想圆环的固有频率;0为理想圆环的质量;α为径向和切向振幅比;m和ϕ分别为第个附加质量及其方位角度。
可以看出,当样品为理想圆环时,频率裂解为0。然而,受限于加工工艺,谐振子会出现几何形状不对称、质量分布不均匀等现象,产生了频率裂解。
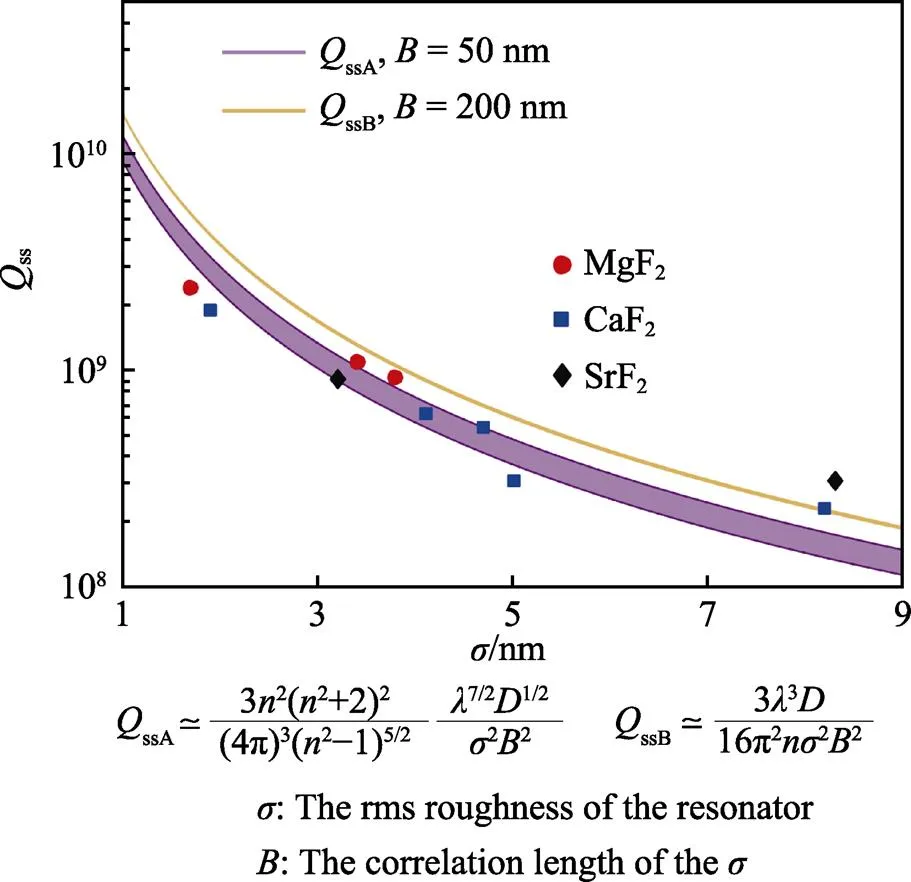
图13 谐振子的表面粗糙度与品质因素之间的关系[99-100](经The Optical Society同意后复制自文献[99])
为了使陀螺仪具有优异的工作性能,谐振子需要具有高的精度、表面质量及质量分布均匀性。北京航天控制仪器研究所徐志强等[102]提出,石英半球谐振子的面型精度应小于0.5 μm,内外球面和支撑杆的同心度应小于0.5 μm,表面粗糙度应小于0.025 μm,品质因数应高于107,频率裂解应小于0.01 Hz,质量分布不平衡差异应小于0.1 mg。
目前,主要采用以下工艺流程来制造谐振子:粗磨成型、精密磨削、研磨抛光、化学腐蚀、质量调平、表面镀膜[102]。其中,抛光主要用于提高谐振子的精度和表面质量,质量调平主要用于提高谐振子的质量分布均匀性。
3.1 流变抛光
研究人员发展了磁流变和力流变抛光技术,用于谐振子的超精密加工。如图14a所示,哈尔滨工业大学陈明君研究团队[103-104]为了克服传统磁流变抛光技术无法加工小曲率半径凹面的缺点,研制了一台具有新型结构的四轴联动磁流变抛光设备,该设备搭载了一个小球端永磁抛光头。使用该设备对石英半球谐振子进行抛光,抛光后球度达到1.3 μm,表面粗糙度小于0.018 μm。
如图14b所示,浙江工业大学袁巨龙研究团队[105]在自制的STP−1型试验样机上,使用力流变抛光技术分别对石英半球谐振子的内外表面进行了抛光,采用浸入式抛光外表面,采用切入式抛光内表面。在抛光后,工件外表面粗糙度由135.5 nm降至6.6 nm,内表面粗糙度由128.2 nm降至9 nm,表面无明显缺陷。
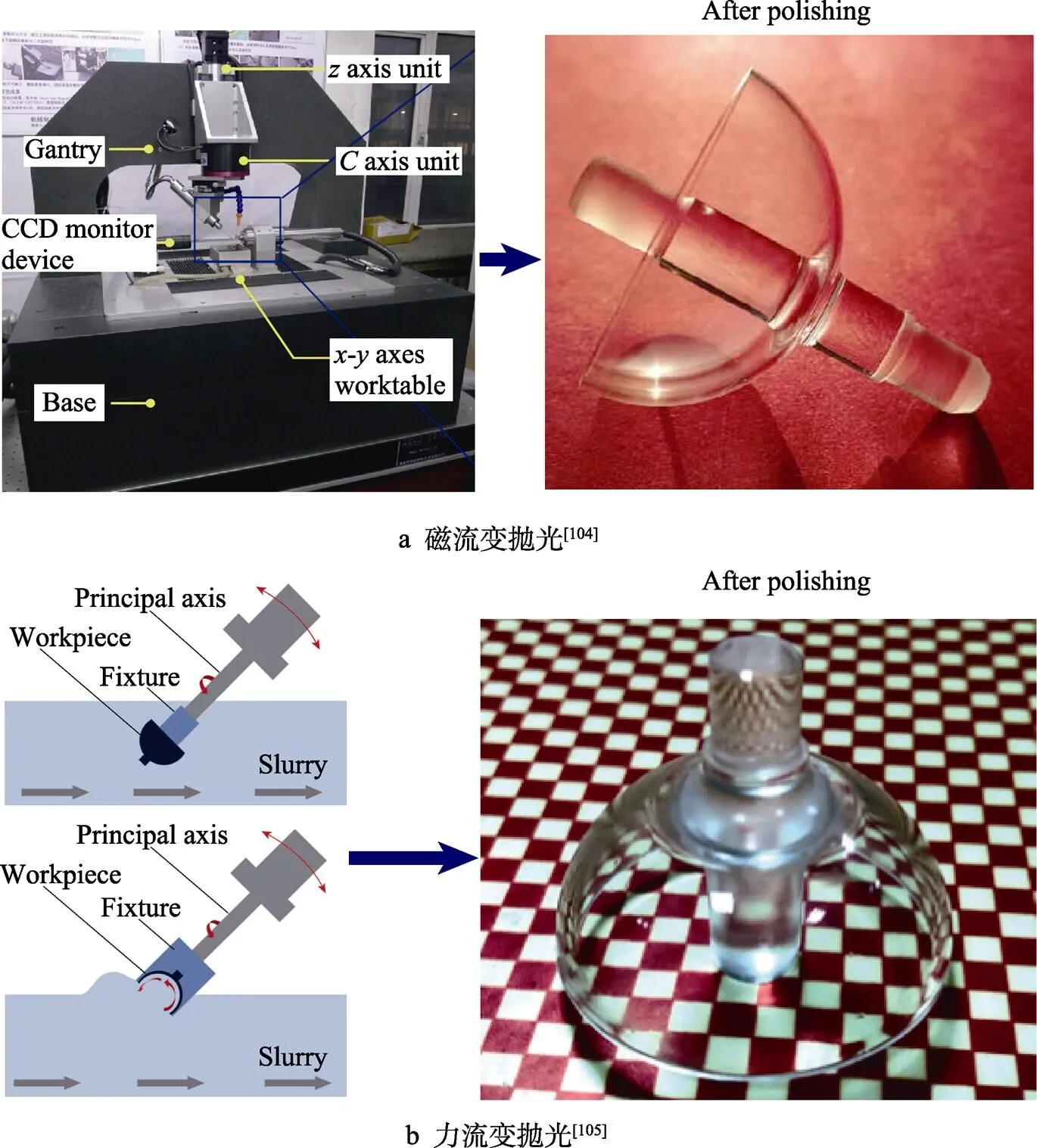
图14 谐振子流变抛光技术
3.2 质量调平
研究人员发展了多种质量调平技术,如机械、化学、飞秒激光、离子束等。其中,飞秒激光和离子束的精度较高,获得了广泛关注[106]。
飞秒激光具有极高的峰值功率、超短的脉冲宽度,可以减少传统激光带来的热效应,逐渐被应用于谐振子的质量调平。北京理工大学姜澜研究团队[107]提出对飞秒激光进行空域整形,用于半球谐振子质量调平,可以实现“毫克—微克—纳克——皮克”跨尺度精密质量调平,相关实验结果表明,频率裂解可以修调至8 mHz左右,修调分辨率可以达到0.5 mHz。国防科技大学肖定邦研究团队[108-110]研究了谐振子的飞秒激光质量调平。通过优化工艺参数,谐振子的频率裂解降至70 mHz以下,其与响应频率的比值降至16×106,品质因素(能量的比值)达到1.18×106[110]。
离子束刻蚀主要利用物理溅射效应逐点去除表面材料,具有精度高、对基体材料影响小等优点,被逐渐应用于谐振子的质量调平。清华大学Zhang等[111]在真空下采用离子束刻蚀对谐振子进行了修调,实验结果表明,谐振子的频率裂解从0.917 20 Hz降至0.000 457 Hz。
4 反射镜超精密抛光技术
如图15所示,反射镜是太空望远镜、空间高分辨率相机、空间激光雷达系统等的重要部件。依据材质的不同,可以将反射镜简单分为金属反射镜和非金属反射镜。金属反射镜(如铝基反射镜)具有材料可加工性好、容易实现高轻量化等优点。非金属反射镜(如SiC反射镜)具有较高的弹性模量,较低的热膨胀系数和密度,较高的光学反射率等优点。
光学反射率是衡量反射镜性能的重要指标之一,表面粗糙度是影响光学反射率的关键因素。Beckman标量散射理论反映了表面粗糙度与散射损耗之间的关系[116],如式(2)所示。
式中;R为散射损耗;0为理想光学表面无散射的反射率;为表面粗糙度;0为入射介质的折射率;为光波波长。
由式(2)可知,当表面粗糙度增大时,散射损耗随之增大,这会影响反射镜的成像效果。
目前,单点金刚石车削技术广泛应用于反射镜加工。单点金刚石车削可以快速改善面型精度和表面粗糙度。然而,受限于加工原理,单点金刚石车削后的表面不可避免地会产生小尺度波纹,引发光栅效应,增加反射镜的散射损耗,从而影响成像效果[117]。为了去除车削纹路(如图16所示),研究人员在单点金刚石车削后引入了磁流变抛光、计算机控制光学表面成型,提出了“单点金刚石车削→磁流变抛光→计算机控制光学表面成型”的加工方案。其中,计算机控制光学表面成型技术与化学机械抛光技术在材料微观去除机理上基本一致,两者均利用化学反应和机械力的协同作用。传统的化学机械抛光技术主要用于集成电路、硬盘、半导体照明衬底等平面的平坦化加工,而计算机控制光学表面成型技术进一步耦合了数控技术,用于光学曲面的加工。国防科技大学胡皓等[118]采用上述加工方案对由铝合金基底和Ni−P涂层构成的反射镜进行了超精密加工。在经单点金刚石车削后的表面可以观察到明显的彩虹条纹现象,使用含有氧化铈磨粒的磁流变抛光液抛光后,彩虹条纹消失,继续使用计算机控制光学表面成型抛光后,表面粗糙度降至0.385 nm,反射率提升。进一步地对孔径为370 mm的抛物面反射镜进行加工,其面形精度RMS从338.684 nm降至21.267 nm,表面粗糙度达到0.61 nm。德国弗朗霍夫应用光学与精密工程研究所Kinast等[119]对Al6061铝合金反射镜进行了加工,经最后一道化学机械抛光工序后,表面粗糙度RMS降至1~5 nm,面形精度RMS达到35 nm。德国弗朗霍夫应用光学与精密工程研究所Beier等[120]对一块直径为320 mm的铝基镀镍自由曲面反射镜进行了加工,在磁流变抛光修形后,其面形精度RMS小于λ/40 nm,在终抛光结束后,其表面粗糙度RMS低于1 nm。
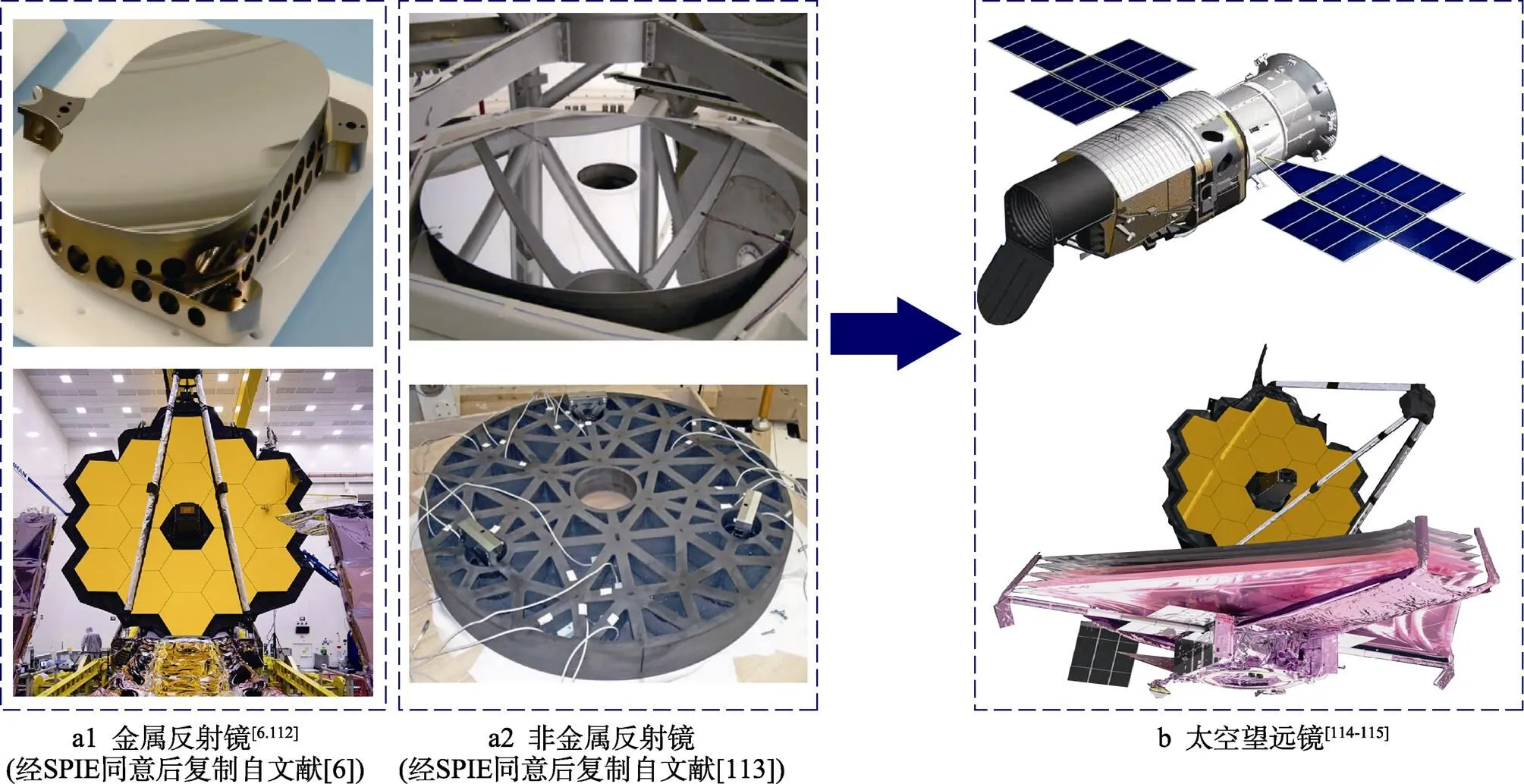
图15 反射镜及其应用
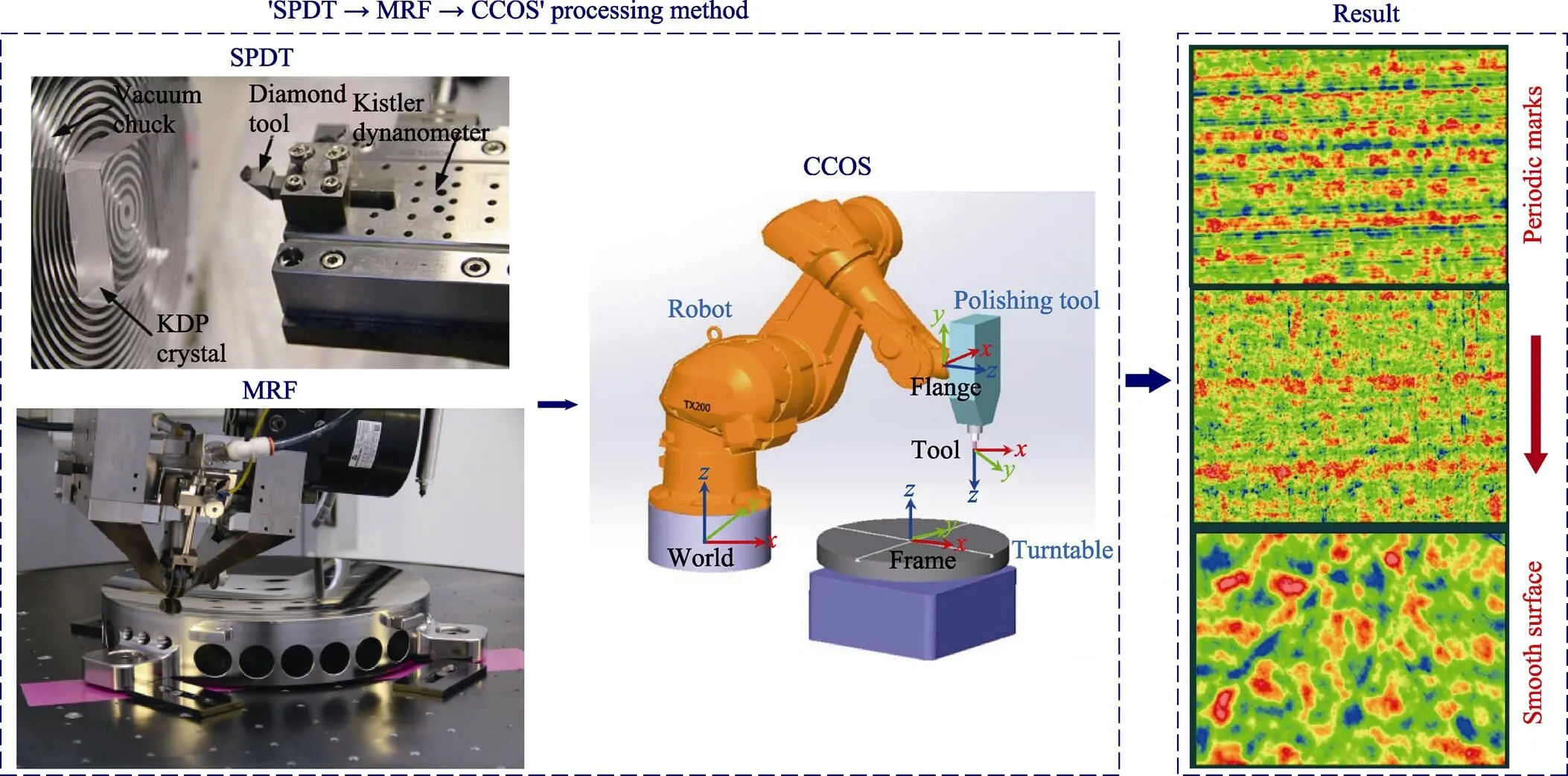
图16 “单点金刚石车削→磁流变抛光→计算机控制光学表面成型”加工反射镜[119-122](经SPIE同意后复制自参考文献[119-120, 122])
在此基础上,研究人员将单点金刚石车削与磁流变抛光、计算机控制光学表面成型(数控−化学机械抛光)中任意一种灵活组合。卡伯特微电子公司Moeggenborg等[123]将金刚石飞切与化学机械抛光组合,用于加工直径为50.8 mm的6061−T6铝镜平面,抛光后其表面粗糙度达到0.39 nm。
为了适应不同的加工需求,研究人员研发了一些新型的抛光技术,如气囊抛光、射流抛光、等离子体抛光等,并且根据反射镜的特性,针对性地发展了加工方案。日本中部大学的Beaucamp等[124]针对硬X射线望远镜中的非球面镜子,提出了“单点金刚石车削→射流抛光→气囊抛光”的加工方案,在一台七轴数控机床上依次开展射流抛光和“连续进动”气囊抛光。对直径50 mm的Ni−P镀膜的A7075铝合金反射镜进行了加工,在射流抛光后面形误差PV降至27 nm,经气囊抛光后其表面粗糙度RMS降至0.28 nm。
为了进一步提高面型精度,研究人员在抛光后引入了离子束修形。国防科技大学戴一帆研究团队[125-127]针对离子束修形技术开展了大量的研究工作,形成了亚纳米精度离子束修形理论、装备和工艺,提出了材料添加和去除相结合的制造方法,发展了全频段误差一致收敛的工艺,在微电子、空间光学、激光聚变等领域获得了广泛应用。德国弗劳恩霍夫应用光学与精密工程研究所Risse等[6]为了加工适用于可见光和紫外线范围的超光滑金属反射镜,在单点金刚石车削和抛光的基础上,增加了一道离子束修形,从而提高了工件的局部面型精度。
由于反射镜涉及众多材料(包括铝合金、Ni−P镀膜、单晶硅、碳化硅、光学玻璃等),因此针对一些利用化学反应的抛光技术(如计算机控制光学表面成型、气囊抛光),需要充分考虑材料的物化特性,针对性地开发专用的抛光液,以实现表面的高质、高效抛光。
5 结语
简要总结了轴承、齿轮、陀螺仪谐振子、反射镜等空间基础零部件的超精密抛光技术。随着空间技术的高速发展,特别是面向一些极端工况条件,对空间基础零部件的精度和表面质量要求会不断提高,加工精度会逐渐从亚微米级、纳米级提升至亚纳米级、原子级,为此,必须深入理解现有超精密抛光技术的加工原理,一方面继续挖掘现有抛光技术的潜力,另一方面发展新型的抛光技术。
1)空间基础零部件的面形和材料都非常复杂,为了实现高质、高效加工,可以从以下几个方面努力。将多种超精密抛光技术整合起来,形成一整套加工方案,例如,空间反射镜常用“单点金刚石车削→磁流变抛光→计算机控制光学表面成型”的加工方案,通过单点金刚石车削和磁流变抛光快速获得高的面型精度和低的表面粗糙度,通过计算机控制光学表面成型去除表面缺陷,进一步降低表面粗糙度。为了提高整体加工效率,需要做好各道工序之间的衔接配合。针对某种抛光技术,进一步耦合多种能场(如力、热、光、电、磁等),形成一种新的抛光技术,比如力流变抛光,它是一种新型的柔性抛光技术,具有良好的面形适应性。然而,该技术主要利用柔性固着磨具的剪切力实现材料的去除,其本质上仍是机械刻划去除,极有可能造成表面划痕和亚表面损伤。为了进一步提高表面完整性,可以耦合化学作用或者电化学作用,发展形成化学−力流变抛光技术、电化学−力流变抛光技术,利用化学反应、电化学反应与剪切力之间的协同作用去除表面反应膜,达到不损伤基体的目的。为了获得良好的加工效果,需要研究调控多场之间的协同作用。利用微观粒子的物理溅射效应,逐点去除表面材料(如离子束抛光),该技术通常用于精度要求极高的光学镜面的最后一道工序,需要研究精度生成的影响机制,进一步提高加工精度。
2)空间基础零部件的材料通常包含多种元素和金相组织,比如9Cr18Mo不锈轴承钢广泛用于制造空间轴承,其主要元素包括Fe、Cr、Mo,金相组织包括马氏体、残余奥氏体、碳化物,不同元素与金相组织之间的物化性质差异较大,若采用单一的机械作用,从微观角度来看,很难实现零部件异质表面同步去除。由此可见,多场辅助抛光技术逐渐成为发展趋势,通过化学、机械、电场等多场之间的协同作用消除不同元素与金相组织之间的去除差异,实现同步去除,获得高的精度和表面质量。为了获得最优抛光效果,需要从纳米摩擦学角度入手,深入理解材料的微观去除机理,探明元素和金相组织物化差异的本征来源,阐明去除过程中表面原子和分子的迁移行为和规律,揭示表面差异性同步去除机理及多场协同作用机理。
3)当加工精度进一步发展至原子级时,传统的抛光机理和工艺可能存在局限或者不再适用,需要进一步深入到量子力学,研究分子与原子间的作用力。在此基础上,进一步发展新型加工技术,如基于扫描探针显微镜的单原子层摩擦化学去除。
[1] 雍青松, 马国政, 王海斗, 等. 空间装备摩擦学部件服役工况分析[J]. 润滑与密封, 2016, 41(12): 125-128.
YONG Qing-song, MA Guo-zheng, WANG Hai-dou, et al. Analysis on Service Conditions of Frictional Parts in Space Equipment[J]. Lubrication Engineering, 2016, 41(12): 125-128.
[2] 卿涛, 周宁宁, 周刚, 等. 空间摩擦学在卫星活动部件轴系的应用研究现状及发展[J]. 润滑与密封, 2015, 40(2): 100-108.
QING Tao, ZHOU Ning-ning, ZHOU Gang, et al. Application Research Status and Development of Space Tribology in Shafting of Satellite Moving Parts[J]. Lubrication Engineering, 2015, 40(2): 100-108.
[3] Luoyang Bearing Research Institute Co Ltd. ZYS Main Products[EB/OL]. [2022-10-14]. https://www.zys-bearing.com.
[4] Harmonic Drive SE. Maximum Torque Capacity with Lifelong Precision[EB/OL]. [2022-10-14]. https://harmonicdrive. de/en/product/gear-component-sets/csg-2a.
[5] Wikipedia. Hemispherical Resonator Gyroscope[EB/OL]. [2022-10-14]. https://en.wikipedia.org/wiki/Hemispherical_ resonator_gyroscope.
[6] RISSE S, GEBHARDT A, DAMM C, et al. Novel TMA Telescope Based on Ultra Precise Metal Mirrors[C]// Proc SPIE 7010, 2008: 701016.
[7] CGTN. China Willing to Expand Intl Cooperation in Space Station, Joint Flight[EB/OL]. (2021-06-16)[2022- 10-14]. https://news.cgtn.com/news/2021-06-16/China-willing- to-expand-intl-cooperation-in-space-station-118AZud3QsM/index.html.
[8] China National Space Administration. Chang'e 5 Lands on Moon, Starts Surface Operations[EB/OL]. (2020-12-02)[2022-10-14]. http://www.cnsa.gov.cn/english/n6465652/n6465653/ c6810692/content.html.
[9] China.org.cn. Wukong: On an Explorative Journey to the Outer Space[EB/OL]. (2018-01-22)[2022-10-14]. http://www. china.org.cn/china/2018-01/22/content_50268288.htm.
[10] Institute of High Energy Physics of Chinese Academy of Sciences. The Next Generation Large Space Observatory eXTP Kicks off[EB/OL]. (2018-07-04)[2022-10-14]. http://english.ihep.cas.cn/nw/han/y18/201807/t20180704_298169.html.
[11] Tederic. Tederic Played a Role in the Completion of China’s Shenzhou Manned Spacecraft-14 Mission[EB/OL].(2022-07-10)[2022-10-14]. https://www.tedericglobal.com/ news/tederic-played-a-role-in-the-completion-of-china-s-shenzhou-manned-spacecraft--14-mission.html.
[12] 张森, 石军, 王九龙. 卫星在轨失效统计分析[J]. 航天器工程, 2010, 19(4): 41-46.
ZHANG Sen, SHI Jun, WANG Jiu-long. Satellite On-Board Failure Statistics and Analysis[J]. Spacecraft Engineering, 2010, 19(4): 41-46.
[13] GURRISI Charles, SEIDEL Raymond, DICKERSON Scott, et al. Space Station Control Moment Gyroscope Lessons Learned[C]// Proceedings of the 40th Aerospace Mechanisms Symposium, 2010: 161-176.
[14] FANG Feng-zhou, ZHANG Nan, GUO Dong-ming, et al. Towards Atomic and Close-to-Atomic Scale Manufacturing[J]. International Journal of Extreme Manufacturing, 2019, 1(1): 012001.
[15] ZHANG Zhi-yu, YAN Ji-wang, KURIYAGAWA T. Manufacturing Technologies Toward Extreme Precision[J]. International Journal of Extreme Manufacturing, 2019, 1(2): 022001.
[16] 王国彪, 赖一楠, 卢秉恒, 等. “纳米制造的基础研究”重大研究计划结题综述[J]. 中国科学基金, 2019, 33(3): 261-274.
WANG Guo-biao, LAI Yi-nan, LU Bing-heng, et al. Review of the Achievements of Major Research Plan on "Fundamental Research on Nanomanufacturing"[J]. Bulletin of National Natural Science Foundation of China, 2019, 33(3): 261-274.
[17] FANG Feng-zhou. Atomic and Close-to-Atomic Scale Manufacturing: Perspectives and Measures[J]. International Journal of Extreme Manufacturing, 2020, 2(3): 5-18.
[18] 房丰洲. 原子及近原子尺度制造——制造技术发展趋势[J]. 中国机械工程, 2020, 31(9): 1009-1021.
FANG Feng-zhou. On Atomic and Close-to-Atomic Scale Manufacturing—Development Trend of Manufacturing Technology[J]. China Mechanical Engineering, 2020, 31(9): 1009-1021.
[19] GAO Jian, LUO Xi-chun, FANG Feng-zhou, et al. Fundamentals of Atomic and Close-to-Atomic Scale Manufacturing: A Review[J]. International Journal of Extreme Manufacturing, 2022, 4(1): 012001.
[20] HOU Xin, LI Jing-yang, LI Yuan-zhe, et al. Intermolecular and Surface Forces in Atomic-Scale Manufacturing[J]. International Journal of Extreme Manufacturing, 2022, 4(2): 022002.
[21] SKF. New! SKF Aerospace catalogue[EB/OL]. [2022-10-14]. https://www.skf.com/us/industries/aerospace.
[22] YIN Xian-bo, XU Yang, SHENG Xiao-wei, et al. Signal Denoising Method Using AIC-SVD and Its Application to Micro-Vibration in Reaction Wheels[J]. Sensors, 2019, 19(22): 5032.
[23] KINGSBURY E, SCHRITZ B, PRAHL J. Parched Elasto Hydrodynamic Lubrication Film Thickness Measurement in an Instrument Ball Bearing[J]. Tribology Transactions, 1990, 33(1): 11-14.
[24] WANG S, HU Y Z, WANG W Z, et al. Transition of Frictional States and Surface Roughness Effects in Lubricated Contacts[J]. Proceedings of the Institution of Mechanical Engineers, Part J: Journal of Engineering Tribology, 2008, 222(3): 407-414.
[25] ZHU Dong, WANG Jia-xu, REN Ning, et al. Mixed Elastohydrodynamic Lubrication in Finite Roller Contacts Involving Realistic Geometry and Surface Roughness[J]. Journal of Tribology, 2012, 134(1): 011504-011504-10.
[26] MOHD YUSOF N F, RIPIN Z M. Analysis of Surface Parameters and Vibration of Roller Bearing[J]. Tribology Transactions, 2014, 57(4): 715-729.
[27] PANG Gui-bing, QI Xue-zhi, MA Qin-yi, et al. Surface Roughness and Roundness of Bearing Raceway Machined by Floating Abrasive Polishing and Their Effects on Bearing's Running Noise[J]. Chinese Journal of Mechanical Engineering, 2014, 27(3): 543-550.
[28] UEDA T, MITAMURA N. Mechanism of Dent Initiated Flaking and Bearing Life Enhancement Technology under Contaminated Lubrication Condition. Part Ⅱ: Effect of Rolling Element Surface Roughness on Flaking Resulting from Dents, and Life Enhancement Technology of Rolling Bearings under Contaminated Lubrication Condition[J]. Tribology International, 2009, 42(11/12): 1832-1837.
[29] 周芬芬, 袁巨龙, 姚蔚峰, 等. 精密球超精密加工技术的研究进展[J]. 中国机械工程, 2019, 30(13): 1528- 1539.
ZHOU Fen-fen, YUAN Ju-long, YAO Wei-feng, et al. Review on Ultra-Precision Machining Technology of Precision Balls[J]. China Mechanical Engineering, 2019, 30(13): 1528-1539.
[30] 姚蔚峰, 袁巨龙, 钟美鹏, 等. 圆柱滚子外圆精密加工技术综述[J]. 中国机械工程, 2019, 30(10): 1195-1206.
YAO Wei-feng, YUAN Ju-long, ZHONG Mei-peng, et al. Review on Precision Machining Technology for Outer Diameters of Cylindrical Rollers[J]. China Mechanical Engineering, 2019, 30(10): 1195-1206.
[31] YUAN Ju-long, CHEN L N, ZHAO Ping, et al. Study on Sphere Shaping Mechanism of Ceramic Ball for Lapping Process[J]. Key Engineering Materials, 2004, 259/260: 195-200.
[32] 赵萍, 邓乾发, 王志伟, 等. 精密球新型研磨方式的仿真研究[J]. 航空精密制造技术, 2005, 41(3): 9-12.
ZHAO Ping, DENG Qian-fa, WANG Zhi-wei, et al. Simulation Study on the Developed Eccentric V-Grooveslapping Mode for Precise Ball[J]. Aviation Precision Manufacturing Technology, 2005, 41(3): 9-12.
[33] YUAN Ju-long, WANG Z W, LV Bing-hai, et al. Simulation Study on the Developed Eccentric V-Grooves Lapping Mode for Precise Ball[J]. Key Engineering Materials, 2006, 304-305: 300-304.
[34] WANG Zhi-wei, LV Bing-hai, YUAN Ju-long, et al. On the Evaluation of Lapping Uniformity for Precision Balls[J]. Key Engineering Materials, 2009, 416: 558-562.
[35] ZHAO Ping, GUO Wei-gang, FENG Ming, et al. A Novel Lapping Method for High Precision Balls Based on Variable-Radius V-Groove[J]. Journal of Micro and Nano-Manufacturing, 2013, 1(4): 041007.
[36] ZHOU Fen-fen, YUAN Ju-long, LYU Bing-hai, et al. Kinematics and Trajectory in Processing Precision Balls with Eccentric Plate and Variable-Radius V-Groove[J]. The International Journal of Advanced Manufacturing Technology, 2016, 84(9): 2167-2178.
[37] 周芬芬. 变曲率沟槽球体加工方式及其成球机理研究[D]. 杭州: 浙江工业大学, 2016: 17-32 .
ZHOU Fen-fen. Research on Sphere-Shaping Mechanism and Precision Balls Processing with Variable-Radius Groove[D]. Hangzhou: Zhejiang University of Technology, 2016: 17-32.
[38] ZHOU Fen-fen, YAO Wei-feng, YUAN Ju-long, et al. Experimental Study on Lapping Ceramic Balls with Variable-Radius Groove Plate[J]. Advances in Mechanical Engineering, 2021, 13(7): 168781402110334.
[39] YU Wei, LV Bing-hai, YUAN Ju-long, et al. Analysis of the Kinematic Model for Cylindrical Parts in Double- Sided Lapping Process[J]. International Journal of Nanomanufacturing, 2014, 10(3): 295.
[40] YUAN Ju-long, YAO Wei-feng, ZHAO Ping, et al. Kinematics and Trajectory of Both-Sides Cylindrical Lapping Process in Planetary Motion Type[J]. International Journal of Machine Tools and Manufacture, 2015, 92: 60-71.
[41] 姚蔚峰. 基于圆柱面加工轨迹均匀包络原理的高精度轴承圆柱滚子高一致性加工方法研究[D]. 杭州: 浙江工业大学, 2015: 18-37.
YAO Wei-feng. Study on Processing Method for High Precision Bearing Rollers with High Consistency Based on Uniform Distribution of Cylindrical Processing Trajectory[D]. Hangzhou: Zhejiang University of Technology, 2015: 18-37.
[42] YAO Wei-feng, YUAN Ju-long, ZHOU Fen-fen, et al. Trajectory Analysis and Experiments of Both-Sides Cylindrical Lapping in Eccentric Rotation[J]. The International Journal of Advanced Manufacturing Technology, 2017, 88(9): 2849-2859.
[43] 陈洋, 任成祖, 邓晓帆, 等. 基于双盘直槽研磨的圆柱滚子自转运动研究[J]. 工程设计学报, 2021, 28(2): 179-189.
CHEN Yang, REN Cheng-zu, DENG Xiao-fan, et al. Research on Rotating Motion of Cylindrical Roller Based on Double-Disc Straight Groove Grinding[J]. Chinese Journal of Engineering Design, 2021, 28(2): 179-189.
[44] 梁磊, 陈光, 张婧, 等. 圆锥滚子双盘研磨工作面求解与形面分析[J]. 机械工程学报, 2021, 57(13): 252-261.
LIANG Lei, CHEN Guang, ZHANG Jing, et al. Theoretical Solution and Profile Analysis of Working Surface for Double-Disk Grinding of Tapered Roller[J]. Journal of Mechanical Engineering, 2021, 57(13): 252-261.
[45] YUAN J L, LÜ B H, LIN X, et al. Research on Abrasives in the Chemical-Mechanical Polishing Process for Silicon Nitride Balls[J]. Journal of Materials Processing Technology, 2002, 129(1/2/3): 171-175.
[46] ZHU Cong-rong, LV Bing-hai, YUAN Ju-long. Research on Mechanism of Chemical Mechanical Polishing Process for Silicon Nitride Balls with CeO2Abrasive[J]. Advanced Materials Research, 2008, 53/54: 131-136.
[47] 朱从容, 吕冰海, 袁巨龙. 氮化硅陶瓷球化学机械抛光机理的研究[J]. 中国机械工程, 2010, 21(10): 1245-1249.
ZHU Cong-rong, LYU Bing-hai, YUAN Ju-long. Mechanism of Chemo-Mechanical Polishing Process for Silicon Nitride Balls[J]. China Mechanical Engineering, 2010, 21(10): 1245-1249.
[48] JIANG Liang, HE Yong-yong, LUO Jian-bin. Chemical Mechanical Polishing of Steel Substrate Using Colloidal Silica-Based Slurries[J]. Applied Surface Science, 2015, 330: 487-495.
[49] JIANG Liang, YAO Wei-feng, HE Yong-yong, et al. An Experimental Investigation of Double-Side Processing of Cylindrical Rollers Using Chemical Mechanical Polishing Technique[J]. The International Journal of Advanced Manufacturing Technology, 2016, 82(1): 523-534.
[50] LIU Jin-wei, JIANG Liang, DENG Chang-bang, et al. Effect of Oxide Film on Nanoscale Mechanical Removal of Pure Iron[J]. Friction, 2018, 6(3): 307-315.
[51] LIU Jin-wei, JIANG Liang, WU Han-qiang, et al. 5-Methyl-1H-Benzotriazole as an Effective Corrosion Inhibitor for Ultra-Precision Chemical Mechanical Polishing of Bearing Steel[J]. Journal of the Electrochemical Society, 2020, 167(13): 131502.
[52] WU Han-qiang, JIANG Liang, LIU Jin-wei, et al. Efficient Chemical Mechanical Polishing of AISI 52100 Bearing Steel with TiSol-NH4Dispersion-Based Slurries[J]. Tribology Letters, 2020, 68(1): 34.
[53] LIU Jin-wei, JIANG Liang, WU Han-qiang, et al. Performance of Carboxyl Groups in Chemical Mechanical Polishing of GCr15 Bearing Steel: Effects of Carbon Chain Length and pH[J]. Tribology Letters, 2021, 69(4): 161.
[54] WU Han-qiang, JIANG Liang, ZHONG Xia, et al. Exploring the Role of –NH2Functional Groups of Ethylenediamine in Chemical Mechanical Polishing of GCr15 Bearing Steel[J].Friction, 2021, 9(6): 1673-1687.
[55] ZHAO Ting, JIANG Liang, LIU Jin-wei, et al. Potassium Persulfate as an Effective Oxidizer for Chemical Mechanical Polishing of GCr15 Bearing Steel[J]. Journal of Applied Electrochemistry, 2021, 51(5): 803-814.
[56] 仲夏. 氧化与络合协同作用对典型铁基材料微观去除的影响机理研究[D]. 成都: 西南交通大学, 2021: 37-55.
ZHONG Xia. Study on Synergistic Effect of Oxidation and Complexation on the Micro-Removal Mechanism of Typical Iron-Based Materials[D]. Chengdu: Southwest Jiaotong University, 2021: 37-55.
[57] LIU Jin-wei, HAO Pan, JIANG Liang, et al. Novel Eco- Friendly Slurries for Chemical Mechanical Polishing of GCr15 Bearing Steel[J]. Tribology Letters, 2022, 70(3): 67.
[58] LIU Jin-wei, JIANG Liang, QIAN Lin-mao. Achievement of Sub-Nanometer Surface Roughness of Bearing Steel via Chemical Mechanical Polishing with the Synergistic Effect of Heterocyclic Compounds Containing N and S[J]. Journal of Applied Electrochemistry, 2022, 52(2): 357-373.
[59] LIU Jin-wei, JIANG Liang, XIAO Gang-guo, et al. High-Performance Chemical Mechanical Polishing of GCr15 Bearing Steel Enabled by the Synergistic Action of Oxalic Acid and H2O2[J]. Journal of Solid State Electrochemistry, 2022, 26(3): 809-820.
[60] XU Wen-ji, WEI Ze-fei, SUN Jing, et al. Surface Quality Prediction and Processing Parameter Determination in Electrochemical Mechanical Polishing of Bearing Rollers[J]. The International Journal of Advanced Manufacturing Technology, 2012, 63(1): 129-136.
[61] WEI Ze-fei, XU Wen-ji, TAO Bin, et al. Crown Shaping Technique of Bearing Raceway by Electrochemical Mechanical Machining[J]. International Journal of Electrochemical Science, 2013, 8(2): 2238-2253.
[62] 袁巨龙, 邵琦, 吕冰海, 等. 基于流变原理的柔性接触抛光材料去除模型综述[J]. 机械工程学报, 2020, 56(3): 169-180.
YUAN Ju-long, SHAO Qi, LYU Bing-hai, et al. Review on Material Removal Model of Flexible Contact Polishing Based on Rheological Principle[J]. Journal of Mechanical Engineering, 2020, 56(3): 169-180.
[63] LI Min, LYU Bing-hai, YUAN Ju-long, et al. Shear- Thickening Polishing Method[J]. International Journal of Machine Tools and Manufacture, 2015, 94: 88-99.
[64] 李敏. 剪切增稠抛光方法的基础研究[D]. 长沙: 湖南大学, 2015: 26-64.
LI Min. Fundamental Research on Shear-Thickening Polishing Method[D]. Changsha: Hunan University, 2015: 26-64.
[65] 李敏, 袁巨龙, 吕冰海. 剪切增稠抛光磨料液的制备及其抛光特性[J]. 光学精密工程, 2015, 23(9): 2513-2521.
LI Min, YUAN Ju-long, LYU Bing-hai. Preparation of Shear Thickening Polishing Abrasive Slurries and Their Polishing Properties[J]. Optics and Precision Engineering, 2015, 23(9): 2513-2521.
[66] 李敏, 袁巨龙, 吕冰海, 等. 剪切增稠抛光加工Si3N4陶瓷的试验研究[J]. 华南理工大学学报(自然科学版), 2015, 43(9): 113-120.
LI Min, YUAN Ju-long, LYU Bing-hai, et al. Experimental Investigation into Si3N4Ceramics Machined via Shear-Thickening Polishing Method[J]. Journal of South China University of Technology (Natural Science Edition), 2015, 43(9): 113-120.
[67] LI Min, LYU Bing-hai, YUAN Ju-long, et al. Evolution and Equivalent Control Law of Surface Roughness in Shear-Thickening Polishing[J]. International Journal of Machine Tools and Manufacture, 2016, 108: 113-126.
[68] 李敏, 吕冰海, 袁巨龙, 等. 剪切增稠抛光的材料去除数学模型[J]. 机械工程学报, 2016, 52(7): 142-151.
LI Min, LYU Bing-hai, YUAN Ju-long, et al. Material Removal Mathematics Model of Shear Thickening Polishing[J]. Journal of Mechanical Engineering, 2016, 52(7): 142-151.
[69] DAI Wei-tao, LI Min, SUN Lei, et al. Experimental Study on Shear Thickening Polishing Method for Curved Surface[J]. International Journal of Nanomanufacturing, 2017, 13(1): 81.
[70] 李敏, 袁巨龙, 吕冰海, 等. Si3N4陶瓷的剪切增稠抛光[J]. 机械工程学报, 2017, 53(9): 193-200.
LI Min, YUAN Ju-long, LYU Bing-hai, et al. Shear- Thickening Polishing of Si3N4Ceramics[J]. Journal of Mechanical Engineering, 2017, 53(9): 193-200.
[71] LI Min, HUANG Zhen-rong, DONG Ting, et al. Surface Integrity of Bearing Steel Element with a New High- Efficiency Shear Thickening Polishing Technique[J]. Procedia CIRP, 2018, 71: 313-316.
[72] 王旭, 赵萍, 吕冰海, 等. 滚动轴承工作表面超精密加工技术研究现状[J]. 中国机械工程, 2019, 30(11): 1301-1309.
WANG Xu, ZHAO Ping, LYU Bing-hai, et al. Research Status of Ultra-Precision Machining Technologies for Working Surfaces of Rolling Bearings[J]. China Mechanical Engineering, 2019, 30(11): 1301-1309.
[73] XIAO Xiao-lan, LI Guang-xian, MEI Hai-juan, et al. Polishing of Silicon Nitride Ceramic Balls by Clustered Magnetorheological Finish[J]. Micromachines, 2020, 11(3): 304.
[74] 张占立, 张运瑞, 叶秀玲, 等. 氮化硅陶瓷滚子磁流变与超声波复合抛光技术[J]. 河南科技大学学报(自然科学版), 2014, 35(4): 13-17.
ZHANG Zhan-li, ZHANG Yun-rui, YE Xiu-ling, et al. Magnetorheological-Ultrasonic Technology for Polisiing Si3N4Ceramic Roller[J]. Journal of Henan University of Science & Technology (Natural Science), 2014, 35(4): 13-17.
[75] 陈钢, 高贤渊, 赵治恺, 等. 空间机械臂智能规划与控制技术[J]. 南京航空航天大学学报, 2022, 54(1): 1-16.
CHEN Gang, GAO Xian-yuan, ZHAO Zhi-kai, et al. Review on Intelligent Planning and Control Technology of Space Manipulator[J]. Journal of Nanjing University of Aeronautics & Astronautics, 2022, 54(1): 1-16.
[76] LEE S H, MUDAWAR I, HASAN M M. Thermal Analysis of Hybrid Single-Phase, Two-Phase and Heat Pump Thermal Control System (TCS) for Future Spacecraft[J]. Applied Thermal Engineering, 2016, 100: 190-214.
[77] NANOS K, PAPADOPOULOS E G. On the Dynamics and Control of Flexible Joint Space Manipulators[J]. Control Engineering Practice, 2015, 45: 230-243.
[78] BEYER Alexander, GRUNWALD Gerhard, HEUMOS Martin, et al. CAESAR: Space Robotics Technology for Assembly, Maintenance, and Repair[C]// Proceedings of the International Astronautical Congress, IAC, 2018: 1-10.
[79] Institute of Robotics and Mechatronics, DLR. CAESAR (Compliant Assistance and Exploration SpAce Robot)[EB/OL]. [2022-10-14]. https://www.dlr.de/rm/en/desktopdefault.aspx/ tabid-13282/#gallery/32051.
[80] Wikipedia. Strain wave gearing[EB/OL]. [2022-10-14]. https://en.wikipedia.org/wiki/Strain_wave_gearing.
[81] KIM S, SINGH R. Gear Surface Roughness Induced Noise Prediction Based on a Linear Time-Varying Model with Sliding Friction[J]. Journal of Vibration and Control, 2007, 13(7): 1045-1063.
[82] YI Jian-jun, DING Yu-jie, ZHAO Shao-hua, et al. A Novel Technique of Polishing Gear Working Surface Using PECMP[J]. International Journal of Precision Engineering and Manufacturing, 2009, 10(4): 57-62.
[83] 李洪友, 周锦进, 庞桂兵, 等. 表面质量对齿轮使用性能指标的影响[J]. 农业机械学报, 2004, 35(4): 174-178.
LI Hong-you, ZHOU Jin-jin, PANG Gui-bing, et al. Effect of Surface Quality on Gear Performance[J]. Transactions of the Chinese Society of Agricultural Machinery, 2004, 35(4): 174-178.
[84] 丁文政, 贺文权, 张虎, 等. 齿轮成形磨削能耗与表面粗糙度研究[J]. 机床与液压, 2021, 49(24): 13-16.
DING Wen-zheng, HE Wen-quan, ZHANG Hu, et al. Research on Energy Consumption and Surface Roughness for Machining Gears Based on Profile Grinding[J]. Machine Tool & Hydraulics, 2021, 49(24): 13-16.
[85] 郭召. 珩齿工艺的技术现状及发展趋势[J]. 制造技术与机床, 2016(7): 51-55.
GUO Zhao. Technology Present Situation and Development Trend of Gear Honing Process[J]. Manufacturing Technology & Machine Tool, 2016(7): 51-55.
[86] PETARE A C, JAIN N K. A Critical Review of Past Research and Advances in Abrasive Flow Finishing Process[J]. The International Journal of Advanced Manufacturing Technology, 2018, 97(1): 741-782.
[87] 王利雄. 内齿轮磨粒流精密加工大涡模拟及其质量控制技术研究[D]. 长春: 长春理工大学, 2021: 60-90.
WANG Li-xiong. Research on Large Eddy Simulation and Quality Control Technology for Abrasive Flow Precision Machining of Internal Gear[D]. Changchun: Changchun University of Science and Technology, 2021: 60-90.
[88] PETARE A C, JAIN N K. Improving Spur Gear Microgeometry and Surface Finish by AFF Process[J]. Materials and Manufacturing Processes, 2018, 33(9): 923-934.
[89] VENKATESH G, SHARMA A K, KUMAR P. On Ultrasonic Assisted Abrasive Flow Finishing of Bevel Gears[J]. International Journal of Machine Tools and Manufacture, 2015, 89: 29-38.
[90] KUMAR M, ALOK A, DAS M. Experimental and Simulation Study of Magnetorheological Miniature Gear-Profile Polishing (MRMGPP) Method Using Flow Restrictor[J]. Journal of Mechanical Science and Technology, 2021, 35(11): 5151-5159.
[91] KUMAR M, DAS M. Improvement in Surface Characteristics of SS316L Tiny Gear Profiles by Magnetorheological-Polishing Fluid Using Flow Restrictor[J]. Transactions of the Indian Institute of Metals, 2021, 74(12): 3035-3044.
[92] KUMAR M, BHARTI R K, DAS M. Study of Surface Finishing Mechanism in a Rotational-Magnetorheological Miniature Gear Profile Polishing Using Novel Flow Restrictor[J]. Wear, 2022, 488/489: 204120.
[93] KUMAR M, DAS M, YU Nan. Effect of Optimum Process Parameters on Material Removal in Rotational- Magnetorheological Miniature Gear Profile Polishing (R-MRMGPP) Process[J]. Journal of the Brazilian Societyof Mechanical Sciences and Engineering, 2022, 44(5): 205.
[94] NGUYEN D N, DAO T P, PRAKASH C, et al. Machining Parameter Optimization in Shear Thickening Polishing of Gear Surfaces[J]. Journal of Materials Research and Technology, 2020, 9(3): 5112-5126.
[95] 阿达依·谢尔亚孜旦, 周进锦, 庞桂兵, 等. 电化学光整加工在螺旋锥齿轮中的应用研究[J]. 机械科学与技术, 2010, 29(1): 76-80.
ADAYI·Xie-er-ya-zi-dan, ZHOU Jin-jin, PANG Gui-bing, et al.. Application of Electrochemical Finishing Process to Spiral Bevel Gears[J]. Mechanical Science and Technology for Aerospace Engineering, 2010, 29(1): 76-80.
[96] 赵砚驰, 程建华, 赵琳. 惯性导航系统陀螺仪的发展现状与未来展望[J]. 导航与控制, 2020, 19(S1): 189-196.
ZHAO Yan-chi, CHENG Jian-hua, ZHAO Lin. Development Status and Future Prospects of Gyroscope in Inertial Navigation[J]. Navigation and Control, 2020, 19(S1): 189-196.
[97] 史文策, 许江宁, 林恩凡. 陀螺仪的发展与展望[J]. 导航定位学报, 2021, 9(3): 8-12.
SHI Wen-ce, XU Jiang-ning, LIN En-fan. Development and Prospect of Gyroscope[J]. Journal of Navigation and Positioning, 2021, 9(3): 8-12.
[98] HUO Yan, REN Shun-qing, WEI Zhen-nan, et al. Standing Wave Binding of Hemispherical Resonator Containing First-Third Harmonics of Mass Imperfection under Linear Vibration Excitation[J]. Sensors, 2020, 20(19): 5454.
[99] LIN Guo-ping, HENRIET R, COILLET A, et al. Dependence of Quality Factor on Surface Roughness in Crystalline Whispering-Gallery Mode Resonators[J]. Optics Letters, 2018, 43(3): 495-498.
[100] GORODETSKY M L, PRYAMIKOV A D, ILCHENKO V S. Rayleigh Scattering in High-Q Microspheres[J]. Journal of the Optical Society of America B, 2000, 17(6): 1051.
[101] MCWILLIAM S, ONG J, FOX C H J. On the Statistics of Natural Frequency Splitting for Rings with Random Mass Imperfections[J]. Journal of Sound and Vibration, 2005, 279(1/2): 453-470.
[102] 徐志强, 刘建梅, 王振, 等. 石英半球谐振子精密加工技术探讨[J]. 导航与控制, 2019, 18(2): 69-76.
XU Zhi-qiang, LIU Jian-mei, WANG Zhen, et al. Discussion on Precision Machining Technology of Quartz Hemispherical Harmonic Oscillator[J]. Navigation and Control, 2019, 18(2): 69-76.
[103] LIU He-nan, CHEN Ming-jun, YU Bo, et al. Configuration Design and Accuracy Analysis of a Novel Magnetorheological Finishing Machine Tool for Concave Surfaces with Small Radius of Curvature[J]. Journal of Mechanical Science and Technology, 2016, 30(7): 3301- 3311.
[104] 刘赫男. 半球谐振子磁流变抛光的关键技术研究[D]. 哈尔滨: 哈尔滨工业大学, 2019: 29-99.
LIU He-nan. Research on Key Technologies of Magnetorheological Finishing of Hemispherical Resonator[D]. Harbin: Harbin Institute of Technology, 2019: 29-99.
[105] 王金虎, 袁巨龙, 吕冰海, 等. 石英半球谐振子力流变抛光[J]. 飞控与探测, 2021, 4(1): 60-66.
WANG Jin-hu, YUAN Ju-long, LYU Bing-hai, et al. Shear Rheological Polishing of Quartz Hemispheric Resonator[J]. Flight Control & Detection, 2021, 4(1): 60-66.
[106] 陶云峰, 潘瑶, 唐兴缘, 等. 半球谐振陀螺调平技术发展综述[J]. 飞控与探测, 2021, 4(1): 11-21.
TAO Yun-feng, PAN Yao, TANG Xing-yuan, et al. Survey of Balancing Technology for Hemispherical Resonator Gyroscopes[J]. Flight Control & Detection, 2021, 4(1): 11-21.
[107] 赵小明, 于得川, 姜澜, 等. 基于超快激光技术的半球谐振陀螺点式修调方法[J]. 中国惯性技术学报, 2019, 27(6): 782-786.
ZHAO Xiao-ming, YU De-chuan, JIANG Lan, et al. Point-Trimming Method of Hemispherical Resonator Gyroscope Based on Ultrafast Laser Technology[J]. Journal of Chinese Inertial Technology, 2019, 27(6): 782-786.
[108] LI Wei, HOU Zhan-qiang, SHI Yan, et al. Application of Micro-Blowtorching Process with Whirling Platform for Enhancing Frequency Symmetry of Microshell Structure[J]. Journal of Micromechanics and Microengineering, 2018, 28(11): 115004.
[109] LU Kun, XI Xiang, LI Wei, et al. Research on Precise Mechanical Trimming of a Micro Shell Resonator with T-Shape Masses Using Femtosecond Laser Ablation[J]. Sensors and Actuators A: Physical, 2019, 290: 228-238.
[110] SHI Yan, XI Xiang, LI Bin, et al. Micro Hemispherical Resonator Gyroscope with Teeth-Like Tines[J]. IEEE Sensors Journal, 2021, 21(12): 13098-13106.
[111] ZHANG Wen-ming, GU Hao-yu, LIN Zhi-hui, et al. The high performance synchronous trimming method for fused silica hemispherical resonator[C]//2022 29th Saint Petersburg International Conference on Integrated Navigation Systems (ICINS). Saint Petersburg, Russian Federation. IEEE, 2022: 1-4.
[112] FISHER Alise. NASA Statement on James Webb Space Telescope Launch Readiness[EB/OL]. [2022-10-14]. https:// www.nasa.gov/press-release/goddard/2021/nasa-statement- on-james-webb-space-telescope-launch-readiness.
[113] VOLKMER R, VON DER LüHE O, DENKER C, et al. GREGOR Telescope: Start of Commissioning[C]//Proc SPIE 7733, 2010: 77330K.
[114] LIU Jia. Flagship Chinese Space Telescope to Unravel Cosmic Mysteries[EB/OL]. (2022-05-07)[2022-10-14]. https://english.cas.cn/newsroom/cas_media/202205/t20220507_305162.shtml.
[115] PINOL Natasha, FISHER Alise, BETZ Laura. NASA’s Webb Telescope Reaches Major Milestone as Mirror Unfolds[EB/OL]. (2022-01-09)[2022-10-14]. https://www. nasa.gov/press-release/nasa-s-webb-telescope-reaches-ma jor-milestone-as-mirror-unfolds.
[116] WANG Tong-tong, GAO Jin-song, WANG Xiao-yi, et al. Surface Modification on a Silicon Carbide Mirror for Space Application[J]. Chinese Optics Letters, 2010, 8(S1): 183-185.
[117] MOEGGENBORG K J, BARROS C, LESIAK S, et al. Low-scatter bare aluminum optics via chemical mechanical polishing[C]//Proc SPIE 7060, 2008: 706002.
[118] HU Hao, XU Chao, LAI Tao, et al. Sub-Nanometer Accuracy Combination Processing Technology for Nickel- Phosphorus Modified Surfaces Based on Aluminum Reflector Mirror[J]. Micromachines, 2022, 13(4): 560.
[119] KINAST J, SCHLEGEL R, KLEINBAUER K, et al. Manufacturing of aluminum mirrors for cryogenic applications[C]//Proc SPIE 10706, 2018: 107063G.
[120] BEIER M, SCHEIDING S, GEBHARDT A, et al. Fabrication of high precision metallic freeform mirrors with magnetorheological finishing (MRF)[C]//Proc SPIE 8884, 2013: 88840S.
[121] 铁贵鹏. KDP晶体单点金刚石车削关键技术研究[D]. 长沙: 国防科学技术大学, 2013: 15-17.
TIE Gui-peng. Research on Key Technology in Diamond Turning of KDP Crystal[D]. Changsha: National University of Defense Technology, 2013: 15-17.
[122] LIU Hai-tao, WAN Yong-jian, ZENG Zhi-ge, et al. Freeform surface grinding and polishing by CCOS based on industrial robot[C]//Proc SPIE 9683, 2016: 96832D.
[123] MOEGGENBORG K, VINCER T, LESIAK S, et al. Super-Polished Aluminum Mirrors Through the Application of Chemical Mechanical Polishing Techniques[C]//Proc SPIE 6288, 2006: 62880L.
[124] BEAUCAMP A, NAMBA Y. Super-Smooth Finishing of Diamond Turned Hard X-Ray Molding Dies by Combined Fluid Jet and Bonnet Polishing[J]. CIRP Annals, 2013, 62(1): 315-318.
[125] LIAO Wen-lin, DAI Yi-fan, XIE Xu-hui, et al. Combined Figuring Technology for High-Precision Optical Surfaces Using a Deterministic Ion Beam Material Adding and Removal Method[J]. Optical Engineering, 2013, 52(1): 010503.
[126] LIAO Wen-lin, DAI Yi-fan, XIE Xu-hui, et al. Mathematical Modeling and Application of Removal Functions during Deterministic Ion Beam Figuring of Optical Surfaces[J]. Applied Optics, 2014, 53(19): 4266-4281.
[127] LIAO Wen-lin, DAI Yi-fan, XIE Xu-hui, et al. Microscopic Morphology Evolution during Ion Beam Smoothing of Zerodur® Surfaces[J]. Optics Express, 2014, 22(1): 377-386.
Research Progress of Ultra-precision Polishing Technologies for Basic Components of Spacecraft
111112221
(1. Tribology Research Institute, State Key Laboratory of Traction Power, Southwest Jiaotong University, Chengdu 610031, China; 2. Beijing Key Laboratory of Long-life Technology of Precise Rotation and Transmission Mechanisms, Beijing Institute of Control Engineering, Beijing 100094, China)
Bearings, gears, harmonic resonators of gyroscopes, and mirrors are the core basic components to realize rotation support, power transmission, attitude control, and space exploration of spacecraft. They directly affect the performance, life, and reliability of spacecraft. To ensure the smooth progress of space missions, the basic components of spacecraft must possess excellent service performance, high reliability, and long service life. The state of the working surfaces is the key influencing factor. Therefore, the accuracy and surface quality of the working surfaces must be continuously improved from the manufacturing perspective. However, most of the working surfaces of basic components of spacecraft are complex and curved, and the materials contain various elements and metallographic structures. Therefore, it is difficult to achieve consistent and controllable polishing. Based on the characteristics of bearings, gears, harmonic resonators of gyroscopes, and mirrors, this work briefly stated the demand and necessity of ultra-precision polishing, classified and summarized the existing ultra-precision polishing technologies, such as lapping and chemical mechanical polishing, electrochemical mechanical polishing, and rheological polishing applied to bearings, abrasive flow polishing, rheological polishing, and electrochemical mechanical polishing applied to gears, rheological polishing, femtosecond laser balancing, and ion beam balancing applied to gyroscope resonators, magnetorheological polishing, computer controlled optical surfacing, bonnet polishing, and ion beam figuring and polishing applied to mirrors, described their polishing principles and performance, and finally briefly prospected the future development, so as to provide a reference for ultra-precision machining of basic components of spacecraft.
basic component; bearing; gear; harmonic resonator; mirror; polishing; ultra-precision
TG356.28
A
1001-3660(2022)12-0001-19
10.16490/j.cnki.issn.1001-3660.2022.12.001
2022−08−25;
2022−10−25
2022-08-25;
2022-10-25
国家自然科学基金(51975488,51991373);国家重点研发计划(2020YFA0711001,2018YFB2000400);中央高校基本科研业务费(2682021CG011);精密转动和传动机构长寿命技术北京市重点实验室开放基金(BZ0388201902)
National Natural Science Foundation of China (51975488 , 51991373); National Key R & D Program of China (2020YFA0711001, 2018YFB2000400); Fundamental Research Funds for the Central Universities (2682021CG011); Beijing Key Laboratory of Long-life Technology of Precise Rotation and Transmission Mechanisms (BZ0388201902)
江亮(1986—),男,博士,特聘研究员,主要研究方向为超精密表面制造。
JIANG Liang (1986-), Male, Doctor, Professor, Research focus: ultra-precision surface manufacturing.
卿涛(1978—),男,博士,研究员,主要研究方向为空间摩擦学。
QING Tao (1978-), Male, Doctor, Professor, Research focus: space tribology.
钱林茂(1971—),男,博士,教授,主要研究方向为纳米摩擦学和超精密表面制造。
QIAN Lin-mao (1971-), Male, Doctor, Professor, Research focus: nanotribology and ultra-precision surface manufacturing.
江亮, 郑佳昕, 彭武茂, 等.空间基础零部件超精密抛光技术研究进展[J]. 表面技术, 2022, 51(12): 1-19.
JIANG Liang, ZHENG Jia-xin, PENG Wu-mao, et al. Research Progress of Ultra-precision Polishing Technologies for Basic Components of Spacecraft[J]. Surface Technology, 2022, 51(12): 1-19.
责任编辑:彭颋
猜你喜欢
成都信息工程大学学报(2022年4期)2022-11-18
组合机床与自动化加工技术(2022年4期)2022-04-26
中国机械工程(2022年2期)2022-01-27
陶瓷学报(2019年6期)2019-10-27
表面工程与再制造(2019年3期)2019-09-18
制造技术与机床(2019年7期)2019-07-22
模具制造(2019年4期)2019-06-24
制造技术与机床(2017年6期)2018-01-19
制造技术与机床(2017年6期)2018-01-19
汽车文摘(2017年4期)2017-12-07