
基于Flexsim的西装单件流水线优化仿真
2023-01-15 09:25闫亦农李融融
毛纺科技 2022年12期
周 颖,闫亦农,2,李融融
(1.内蒙古工业大学 轻工与纺织学院,内蒙古 呼和浩特 010062;2.内蒙古工业大学 蒙古族服饰文化传承与创新设计研究所,内蒙古 呼和浩特 010062)
随着服装市场的不断发展,服装生产越来越趋向于数字化、智能化,以满足当前小批量、多品种、高质量、短交货期的市场需求。在服装单件流水线中,最重要的是生产效率。生产效率主要取决于流水线工序编排的平衡,流水线工序编排不合理,会导致流水线生产中出现等待、瓶颈、工序编制效率低等生产现象,从而使生产周期延长、生产效率降低。在实际生产中,制品传递方式相对固定时,通常为直线型流水线、U型流水线或平行流水线,因此,国内外学者的研究大多是对服装单件流水线的工序编制和生产管理方法的探究。蔡钰茹[1]通过对服装流水线现状进行梳理,提出服装企业应用精益生产的可行性,并提出相应优化方案;许丽丽[2]通过工序拆分重组达到了内衣生产流水线平衡;宋莹[3]从影响服装流水线生产效率因素入手,构建了服装流水线影响因素评价体系;胡少营等[4]针对服装流水线普遍存在的“起步损失”问题,构建了生产节拍和生产天数之间的熟练率模型;孙影慧等[5]利用建立的仿真优化模型对服装单件流水线进行仿真研究;赵冉[6]针对目前我国服装企业工时计算不完善的问题,进行服装生产标准工时制定的研究;闫亦农[7]利用模块化优化技术,将服装生产中关联性较强的部分划分为模块进行重构优化;还有国内外其他学者借助遗传算法[8-9]、蚁群算法[10-11]、粒子群算法[12]等智能优化算法对服装流水线进行智能编排,用计算机代替人工,提高了服装生产效率。
近年来提出了不少提高服装生产效率的方法,但是大多针对影响服装生产流水线的单一问题进行研究,本文通过平衡优化加仿真的方法,在对W公司调研的基础上,选取该公司生产的一款西装进行实例分析,通过对影响西装生产线平衡的多种因素的综合分析,根据工序重构优化原则,对W公司吊挂流水线进行重构优化,利用Flexsim仿真软件提前预判流水线的日产量,各工位的作业空闲、堵塞等的状态结果和生产效率,在此基础上对生产线再次进行实际改进与优化,提升编排效率,促进服装生产企业的可持续发展。
1 服装流水线影响因素
1.1 人员技术水平
人员技术水平是工人在多次操作不同工序时达到的一种最佳操作状态,如伸、抓、对、移、翻、按等动作的熟练程度,操作熟练程度直接影响服装生产效率。由于同一工序会因为人员技术水平不同而有所不同,工人技术水平通常分为4个技术等级,如表1所示。人员技术水平的划分便于根据工序需求合理安排作业工人,更合理高效地利用人力资源,避免出现制品积压、工位空闲和批量返工等现象。

表1 工人操作技术等级Tab.1 Worker operating skill level
1.2 工序编排
工序编排的平衡程度直接影响服装流水线的生产效率。工序编排方案要考虑工序难易程度和复杂程度,工序难易程度和复杂程度主要由工序的工时体现。一般来说,难度越大、越复杂的工序工时就越长。服装生产流水线平衡评价指标是评价服装生产流水线工序编排是否达到优化的重要指标,理论平均节拍(SPT)、编制效率(η)、均衡指数(SI)是生产流水线平衡的重要评价指标,其计算公式分别为:
(1)
(2)
(3)
式中:SPT为理论平均节拍,s;N为作业工人数,人;T为1天作业的总时间,s;k为流水线的工序数,个;ti为第i道工序作业时间,s;Q为日产量,件;η为编制效率,%;SPTmax为瓶颈节拍,s;SPTi为第i个工作地的节拍,s;SI为均衡指数。
1.3 设备布局
设备布局应尽可能符合服装流水线工位布局,设备摆放位置应与流水线流程流向一致。设备是一个笼统的概念,具体到特定的工序,虽然所用设备属于同一类,但却是不同的设备,所以在编排工序时,要考虑设备种类的多样性,与工序需求匹配,即设备的种类和数量要保证能够完成服装流水线生产,尽量减少一人多机的数量,减少无用时间消耗,从而提高生产效率。
2 W公司西装生产线优化前的作业分析
2.1 W公司西装生产线信息
W公司是内蒙古自治区专业从事西装设计、制作的知名企业,服装流水线生产模式采用捆扎式和服装吊挂系统相结合的生产方式。本文以一款男西装为实例进行分析。此款西装为六开身休闲西装,单排2粒扣,有2个里兜、大兜和手巾袋,无开衩、有袖衩,不同于传统西装,具有休闲及运动性,西装款式图如图1所示。W公司生产的此款休闲西装不同于传统西装,工艺步骤相对简单,生产流程如图2所示。此西装生产线共有50道工序,其中第46道工序最为耗时,第3道工序最省时,各工序工时已包括作业的浮余时间。
2.2 W公司西装生产作业现状
对W公司西装生产作业调研可知,西装单件生产线上作业人员数为13人,日工作时间10 h,西装流水线日产量58件,W公司优化前工序与作业人员工位分配表如表2所示。

图1 西装款式图Fig.1 Diagram of suit style

图2 西装工序流程图Fig.2 Flowchart of suit process

表2 优化前工序与工位分配表Tab.2 Process and station allocation table before optimization
由表2可知,单件西装流水线作业时,每件服装的总加工时间为3 041 s,瓶颈在工位2和工位5,根据式(1)~(3),结合表2数据可知,优化前平均节拍SPT为233 s,编制效率η为41%,均衡指数SI为41.0。
2.3 优化前生产流水线的作业分析
由表2可知,大多数的工位作业时间与平均节拍数值偏差较大,影响流水线的生产平衡,优化前的编制效率η为41%,远低于服装单件流水线编制效率大于85%才能投入生产的要求[13],导致企业的生产效率偏低。
依据服装单件流水线影响因素对W公司生产作业情况进行分析,W公司生产流水线主要存在的问题有:①此服装属于新产品,生产人员对该产品工序不熟练,技术不稳定;②西装流水线上的人员工序分配没有根据工序难易程度和工人技术水平及擅长的工序合理安排工人,未发挥出工人的最大能力;③流水线工序编排没有按照工序编排原则,只是根据组长经验大概编排,工序编排不合理,导致不同工位的节拍差距过大;④流水线设备布局不合理,增加了浮余时间,没有使吊挂系统的优势最大化,影响了实际生产时的编制效率。
3 服装单件流水线重构优化
3.1 工序重构优化原则
W公司采用的是吊挂系统,结合吊挂系统生产特点,工序重构优化原则如下:
①先部件后组装,连续加工的工序最好分配在相同的工位中,相同设备工序最好放在一起做。
②工序合并时,工位内各工序之间及各个工位之间应尽量符合各工序的并列和先后加工顺序,以避免在生产过程中出现制品逆流跳跃现象。
③每个工位的实际作业时间应尽可能符合流水线生产平均节拍或平均节拍的倍数,以确保作业的均衡性。
④对于节拍太大或太小的工序,如果作业工序复杂、又受到前后加工顺序的限定,不容易按比例分配时,可以将多个工序组合,使其作业时间基本接近有效平均节拍的倍数,将其分给2~3个工位协作完成,使每个工位作业时间在节拍界限内。
⑤对生产工序进行优化重组时,每个工位的作业时间应在节拍界线[LPT,UPT]内(其中LPT=2SPT-UPT,UPT=SPT/0.9)。
⑥设备布局要尽可能符合服装流水线工位布局,考虑设备摆放与吊挂系统流水线流程流向的关系,减少无用时间消耗。
3.2 西服单件流水线的优化设计
根据工序重构优化原则,对工序进行重新拆分和重组,重新编制流水线。
首先,在工序编排方面,根据工序重构优化原则对西装生产工序进行重新编排,每个工位节拍要在节拍界线范围内。
其次,在人员分配方面,组长根据每位工人的技能水平和擅长的工序难易程度合理安排工人,做到位得其人,人尽其才,适才适所,人事相宜。
再次,在设备布局方面,当一人多机或几个工人共用一台设备时,由于厂内设备可以移动,应尽可能合理分配设备,减少浮余时间。
根据以上方法进行生产流水线的优化设计,优化后的工序与作业人员工位分配表如表3所示。

表3 优化后工序与工位分配表Tab.3 Optimized process and station allocation table
3.3 优化后生产流水线的作业分析
由表3可知,重构优化后的西装单件流水线上工人数为12人,根据式(1)可知,优化后平均节拍SPT为253 s,根据工序重构优化原则可知节拍界线为(225,281),结合表3可见每个工位的作业时间都在节拍界线(225,281)内;根据式(2)(3),优化后工序编制效率η为92%,均衡指数SI为2.2,满足生产要求,但是为了提前预判优化后生产流水线实际生产情况,预测实际生产中可能存在的问题,利用Flexsim仿真软件进一步模拟仿真。
4 服装单件流水线Flexsim仿真设计
4.1 结构建模
在实际生产中,运用虚拟仿真技术对服装单件流水线进行准确预判可提高优化效率。虚拟仿真是指通过仿真软件对构建的模型或系统进行虚拟运行,以反映和预测在现实中可能出现的问题。虚拟仿真在生产制造领域的应用较为广泛,主要有以下几个方面:生产流程设计、工序编排、瓶颈工序分析和生产资源调度等[14]。Flexsim作为一种通用性极高的仿真软件,具有成本低、运算周期短、模拟能力强、操作简单、数据易读取等特点。
针对服装企业生产中普遍存在的边生产边改进,主要表现为在制品积压、工位空闲等问题,本文基于Flexsim软件对服装单件流水线进行优化仿真设计,如图3所示。图中第1部分是Flexsim服装生产流水线仿真,根据服装单件流水线的生产情况,完成服装生产线模拟仿真,其中发生器、暂存区、处理器、吸收器都是仿真软件中的实体,发生器用来模拟发片区,吸收器用来存放成衣,处理器和暂存区用来模拟实际服装生产线中的工位数量与位置,并对工位生产时间等参数进行设置,运输系统的方向为在制品传递路径;第2部分是根据评价指标提前预判服装单件流水线的日产量、生产效率、各工位作业状态等生产情况,如果对流水线生产情况不满意,针对仿真流水线中出现的问题,根据服装流水线影响因素进行流水线优化,优化后的流水线再次在Flexsim中模拟仿真,流水线仿真优化是一个“仿真—优化—仿真—优化”的过程,直到得到最佳效率的服装单件生产流水线。
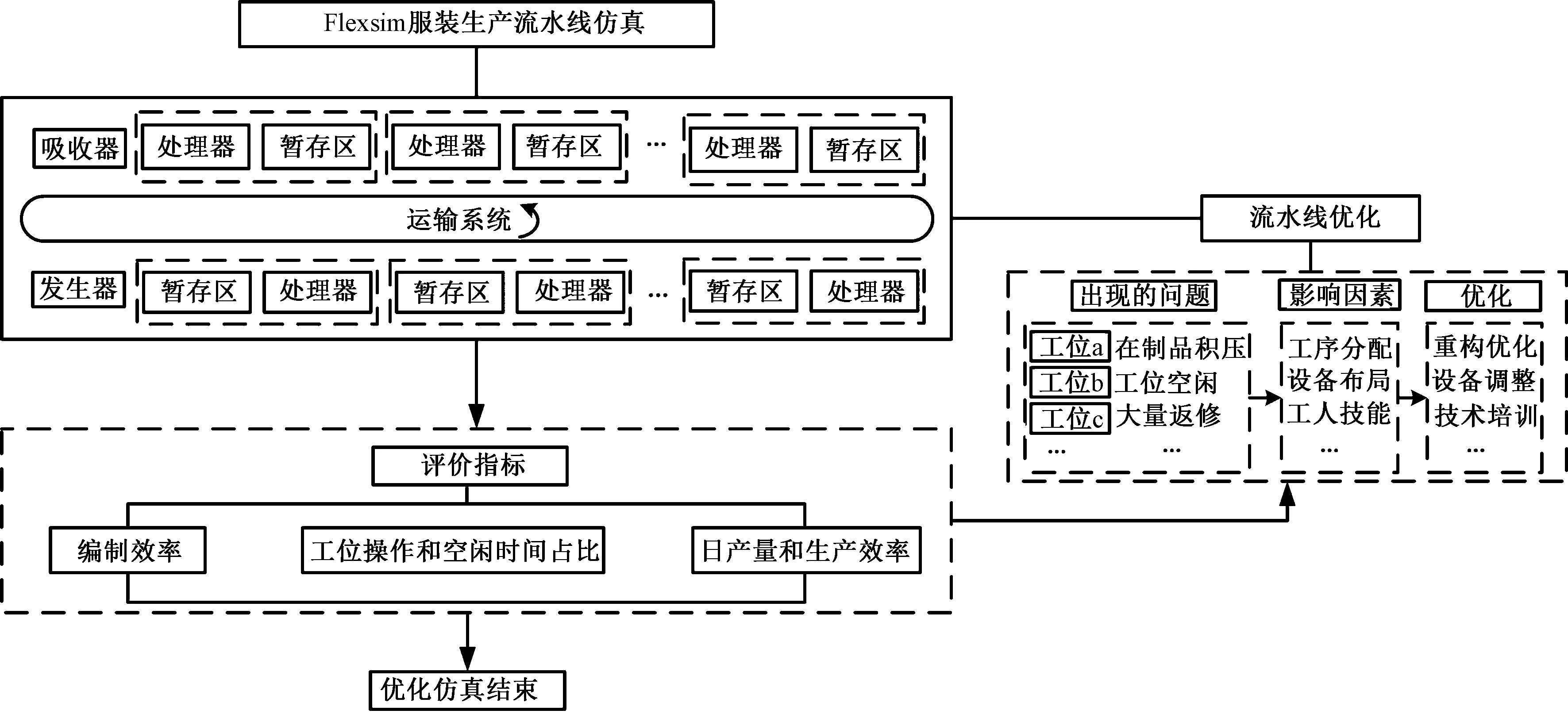
图3 基于Flexsim软件的服装生产仿真优化设计图Fig.3 Design diagram of clothing production simulation optimization based on Flexsim software
4.2 Flexsim仿真优化实验
利用Flexsim软件对优化后的西装单件流水线进行模拟仿真,结合吊挂流水线特点,日工作时间为10 h,运行时间设置为36 000 s,传递时间设置为0,说明拿、取在制品时间包含在工时里,各工位加工时间主要是对处理器加工时间进行设置,并根据在制品传递路径进行仿真模拟,仿真模型如图4所示。
因为工位5、6,工位7、8、9是协作完成相同组合工序,所以处理器4临时实体流发送至端口设置为“循环”,分别向工位5和工位6依次发送衣片,暂存区7临时实体流发送至端口设置为“循环”,分别向工位7、工位8和工位9依次发送衣片,其他实体临时实体流发送至端口设置为“第1个可用”。
仿真结果包括日产量和空闲时间、操作时间占比。仿真结果为,优化后西装单件流水线日产量Q为121件,优化后各工位作业状态如表4所示。

图4 西装单件流水线仿真模型Fig.4 Simulation model of suit single piece pipeline

表4 优化后作业状态表Tab.5 Operation status table after optimization %
由优化后生产流水线的作业分析可知,优化后生产流水线符合投入生产要求,但是由表4可知,个别工位的空闲时间占比较大,如工位2空闲时间占比为13.44%,因此有必要对该工位的工人或加工工序进行优化重组,即让工位空闲时间占比较少的工位上的工人,协助工位空闲时间占比较多的工人完成生产任务,减少生产中的等待和积压现象。
从表3看出:工位1属于瓶颈工位,工位2节拍为240 s,与流水线平均节拍相比,有13 s的浮余时间,将工位1的工序18分配到工位2;工位3的节拍为270 s,与平均节拍差值为17 s,说明该工位存在在制品积压,将工位3的工序24分配到工位4,再将工位4的工序35分配到工位5和工位6,使各个工位的作业时间接近平均节拍,仿真优化后工序与工位分配情况如表5所示,仿真优化后各工位作业状态如表6所示。
4.3 实验分析
通过上述实验可知,用Flexsim软件进行模拟仿真首先要建立西装单件流水线,根据日产量和各工位作业状态,对工序或工人进行互相兼顾、优化重组,减少生产中的工位空闲和积压现象。仿真优化后结果为,工序编制效率η由92%提高为95%,均衡指数SI由3.5减少为2.2,日产量Q由121件增加为124件,各工位的操作时间占比在85%以上,较重构优化后均有所改善,能够较准确地反映实际生产情况。在不改变现有生产条件下,优化后流水线满足了生产平衡。如还需对该流水线做进一步优化,可以通过改变现有的生产条件,如从配置自动设备、提高整体人员技能和优化加工工艺等方面进行优化。

表5 仿真优化后工序与工位分配表Tab.5 Process and station allocation table after simulation optimization

表6 仿真优化后作业状态表Tab.6 Operation status table after simulation optimization %
5 结 论
①本文根据工序重构优化原则,结合W公司的实际生产作业状况,对W公司西装生产流水线进行优化,W公司编制效率由41%提高到95%,工人数由13人减少为12人,均衡指数由41.0减少为2.2,日产量由58件提高到124件。
②使用Flexsim软件对优化后的西装单件流水线进行模拟仿真,利用Flexsim提前预判了优化后生产情况,为实际生产中生产管理提供参考依据,研究结果表明优化后的作业线提高了企业的生产和管理效率,符合服装精益生产要求。
猜你喜欢
天津音乐学院学报(2022年1期)2022-05-23
轻工机械(2021年4期)2021-12-30
智族GQ(2020年9期)2020-10-26
小学科学(学生版)(2020年2期)2020-03-03
智族GQ(2018年3期)2018-05-14
食品安全导刊(2017年8期)2017-08-16
Coco薇(2016年10期)2016-11-29
中国资源综合利用(2016年9期)2016-01-22
都市丽人(2015年5期)2015-03-20
福建人(2015年10期)2015-02-27
