金属修补剂对焊接缺陷防腐蚀的综合价值研究
2023-01-15 13:01张中华
中国设备工程 2023年1期
张中华
(汉高股份有限公司,上海 200120)
在船舶、海洋工程、化学工业、石油工业等领域中,因为材料的腐蚀,特别是焊缝腐蚀导致的海难、设备提前退役和化工设备的跑、冒、滴、漏问题,不但让企业和社会承受重大的损失,还可能造成环境伤害。所以才有一代又一代的防腐工程师来研究腐蚀产生的原因和各种解决腐蚀的办法。在研究中我们发现,面对腐蚀问题时,对金属与腐蚀介质的良好隔离是有效防护腐蚀的重要方式,而在隔离方法中我们最常见的是涂层保护,那么怎样才能做到有效的涂层保护来防止焊缝腐蚀的发生呢?我们通过下面的讨论来进行分析。
1 焊缝腐蚀产生的原因
在正常环境条件下,铁金属的所有腐蚀过程都是一种电化学过程,一般来说腐蚀的发生需要满足腐蚀电池四要素:阴极、阳极、金属通路和电解液。在大多数结构中,阳极和阴极分别位于钢上的不同位置,结构本身就是金属通路,而环境就是电解液。当4个条件都满足时,腐蚀就发生了。
那么焊缝腐蚀的四要素是怎么产生的呢?焊接过程中会产生一系列的变化影响焊接件,比如,金属成分和冶金结构上的改变、残余应力和焊接缺陷。一般情况中,几个问题会混合出现。焊缝金属的成分通常不同于母体材料,其会加入一些合金添加剂,来达到与母体材料相似的强度。这些合金成分会让焊缝变成对母体材料来说的“阴极”的焊缝,在这2个材料之间产生双金属的腐蚀。从结构上来看,焊接中的母体材料是锻造的,杂质以平行于表面的纵向存在,而焊缝金属是铸造结构,杂质是以晶粒和枝晶存在于尖角到表面上,焊缝两边的热影响区结构处在这2种情况之中,杂质聚集并移动到晶界。如果杂质的腐蚀电阻低于母体材料,那么焊缝金属的腐蚀速率大于热影响区,而热影响区大于母体材料。焊接会产生残余应力,当熔化的焊缝冷却和固化时,产生收缩,焊缝两边的金属出现塑性变形,从而留下屈服残余应力。在弯曲操作中如果发生缝隙腐蚀,会成为应力腐蚀开裂的诱发点。而受制于施工环境和工人技能的影响,焊缝缺陷在生产过程中十分常见,如气孔、咬边、跳焊、尖角落和锐边等。金属成分和冶金结构上的改变、残余应力,我们通过焊接本身的材料和工艺改进来避免,但是结构的缺陷通过这些方法难于避免时,我们通常通过涂装的方法来断开电解液(介质或空气)和金属的接触,达到防治腐蚀的目的。
2 涂装结构处理来防止焊缝腐蚀的传统办法和困难
通过涂装处理来防止焊缝腐蚀,通常通过涂装前的结构处理和涂装中的填补两种方法来实现。
2.1 涂装前
我们在新建领域涂装作业前的表面处理检查单元,通常会对焊接缺陷在喷砂后进行一个专门的检查和处理,这时涂装检查人员会让施工承包商去进行电焊修补,但是受制于修补时间的原因,修补后的结果往往不理想,比如,修补了原有的气孔造成了更多的新蜂窝孔洞、咬边等缺陷需要机械打磨;跳焊的焊缝修补时间紧急,成型极差,尖角落难以形成平滑的表面等,这些问题的发生不但违背了我们要求承包商进行结构修补的初衷,同时造成了时间和人力的极大浪费。
同时在维修领域,由于腐蚀、磨损和撞击等的原因,也让金属材料在形态上发生了改变,如果使用传统的方法需要换板、堆焊或者火工校正等工作,这不仅有危险的热工作业,而且需要较长的时间和对周边防护涂层的破坏,同时在边远地区由于缺少电源和设备也难以实现。
2.2 涂装中
当我们在涂装前的结构处理完成后,会对构件进行整体涂装作业,但是会发现,一些结构的缺陷在涂装作业后仍然存在,这时施工人员通常会用毛刷等工具进行多次刷涂或者专门针对这些部位灌注一些油漆进去,但是大部分作业的油漆都是含有较高的溶剂含量,当溶剂挥发以后发生收缩,这时特别是焊缝气孔部位的缺陷仍然存在,并未消失。即使进行多次灌注,我们这时候又会发现,这些部位面临厚度过大,发生开裂。
3 新方法的防腐蚀试验
(1)对持续的有气孔、叠边的焊缝进行金属修补剂
整体修补后,进行测试,见图1。
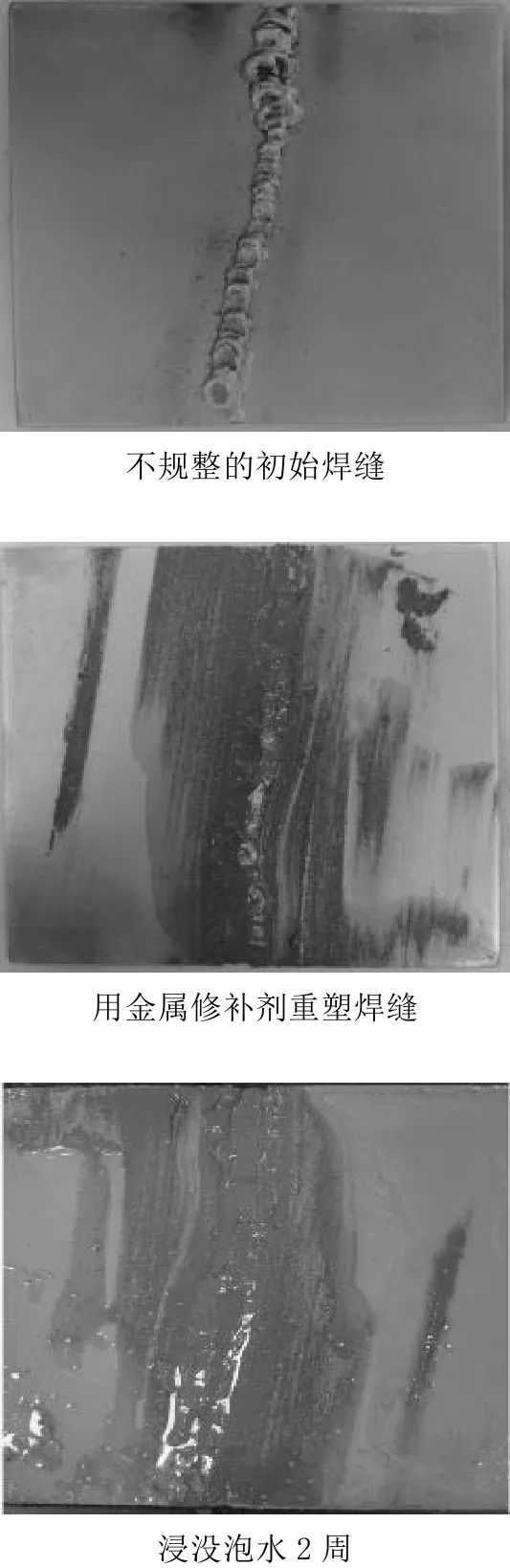
图1
评论:从照片中可以发现,使用了乐泰金属修补剂后,焊缝饱满,再无气孔和尖角等缺陷,浸泡试验后,无任何锈蚀发生,粘接牢固。
(2)未对不规整的焊缝做修正,直接施工涂层,对于无溶剂环氧,由于粘度原因,很难完全浸润这些缺陷;对于溶剂涂料,溶剂挥发后收缩,气孔更是难以完全覆盖。哪怕我们对焊缝区域都进行了来回多次的刷涂作业,见图2。
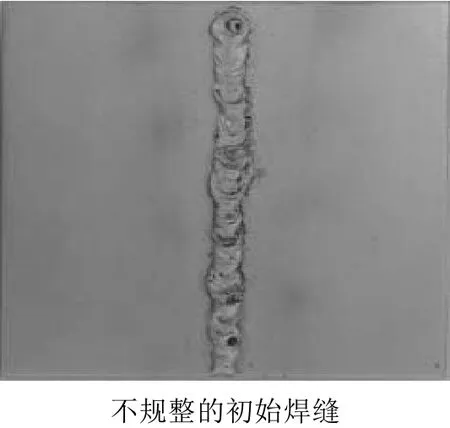
图2
评论:从照片中可以发现,只施工保护涂层而不对焊缝进行修补,浸泡试验后,锈蚀从气孔等缺陷处发生。
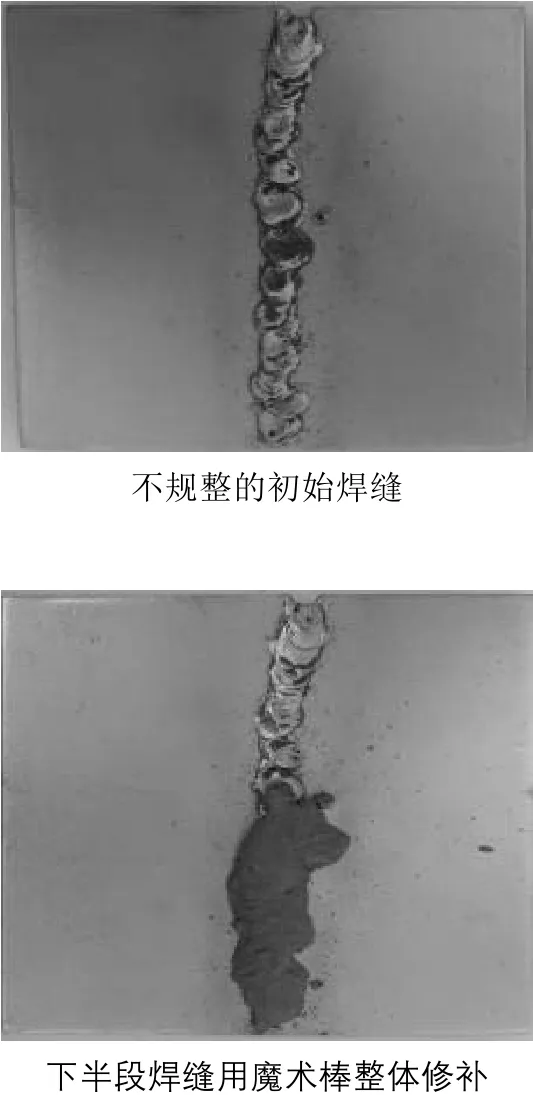
(3)对不规整的焊缝使用乐泰魔术胶棒进行局部修补后,和未修补区域进行比较,见图3。
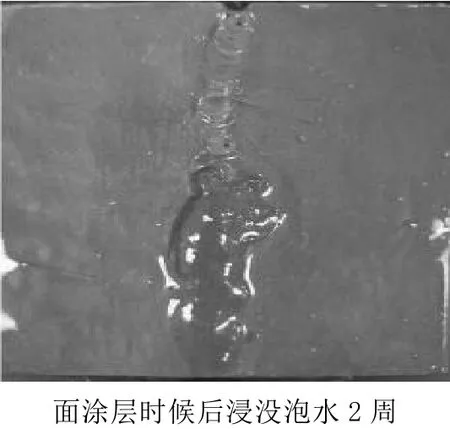
图3
评论:乐泰金属魔力胶棒也可以对短焊缝进行修补,修补后焊缝外观平整,浸泡测试后无锈蚀发生,粘接牢固;但是未修补区域,气孔部位发现有锈蚀现象。
(4)对不规整的焊缝,仅使用乐泰魔术胶棒进行气孔修补后,做浸泡测试,见图4。
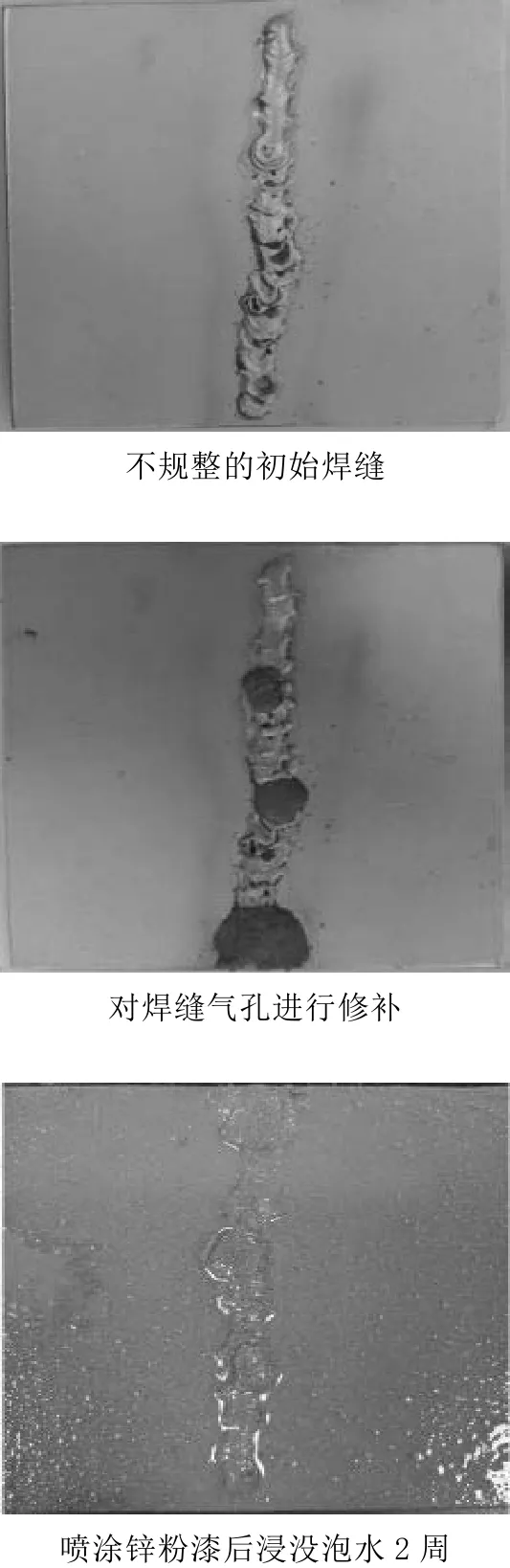
图4
评论:气孔修补后的区域泡水后未有锈蚀发生,出现锈蚀的部位在未修补到的叠边区域(和本次考察点无关)。
综述:经过金属修补类产品维修的气孔、不平整焊缝等结构缺陷,能够完全避免由于涂层收缩后不能覆盖这些缺陷造成的腐蚀。
4 新方法的价值评估
很明显,金属修补剂的处理方法具有相当的可靠性,方便操作,现在就让我们从腐蚀防护的效果、检查时间对质量的影响、人工和能源的节约等各个角度来进行一个综合的比较,对我们的新方法做出价值评估。
4.1 长效防腐
金属修补类产品从上述实验的结果和多项客户的使用结果,我们发现经过金属修补剂的修补,焊缝部位完全被覆盖保护,无溶剂合金复合材料,不收缩,耐溶剂和盐水腐蚀效果佳,同时它更具有极高的粘接强度,例如,对于喷砂过的表面,乐泰金属修补剂的剪切强度大于20Mpa,这些性能远高于保护涂层对于金属表面的粘接强度。
4.2 对基材质量的影响
喷砂完成后,我们需要快速的进行涂装,通常行业内建议的时间是喷砂完成后4h内就施工后续涂层,这就对我们的表面处理的品控提出了较高的要求,试想一下,如果我们在检查时发现需要对构件进行修补作业,那么我们会需要哪些额外的时间呢?焊接、结构打磨、清洁,再检查,如果不合格就需要继续返工,这就会让我们喷砂后的表面发生深度的氧化,从而降低涂装质量。如果环境条件不理想,会更快产生闪锈,很可能不能通过检验,从而造成返工作业。
另外,对于这些不合格的点,我们在检查时出于H&S的要求,噪音和粉尘的污染,不能进行焊接和打磨作业,那么就需要对它们进行标记,通常会选择便宜好用的石笔,石笔的粉末残留在基材的表面,我们需要打磨或者使用稀释剂擦除,如果处理不到位,被涂层覆盖在底下,这些都是质量隐患。同时,如果采用稀释剂处理,还对工人的健康造成了伤害。
4.3 价值分析——人工和能源的节约
我们以一个喷砂房日均喷砂1500m2为例,年均工作300天,来评估它的价值。
比如,由于补焊作业,每天后期深入清洁需要5个工人,需要打磨工2人,需要焊工1人,人均小时工资是15元(不考虑工种差异),假定打磨补焊需要1h,再次清洁需要2h。
在这个时间段里,我们需要照明,需要供气和通风,假定喷砂房里照明大灯1kW每盏,总共12盏;打磨通风供气10立方空压机,功率75kW;工业用电单价1.5元每kW/h,假定整个流程需要3h。
焊接设备折旧10元/天,焊丝消耗5元/天。
如果使用乐泰金属修补剂,假定使用半套/天,价值250元,不需要专门的人施工。
基于以上数据,我们对该典型案例进行价值分析,如果使用了金属修补剂类的产品,在该项目上,每年能够给客户节约约10万元。
5 结语
综合以上3点的分析,我们可以得出,对于结构缺陷的处理,金属修补剂类产品在此类应用中取代传统的焊接方法,不但具有极大的经济价值,同时对于提高产品的质量也大有益处。
猜你喜欢
热喷涂技术(2022年1期)2022-08-06
造船技术(2022年2期)2022-07-19
干旱地区农业研究(2022年1期)2022-01-28
口腔护理用品工业(2021年4期)2021-11-02
装备制造技术(2019年12期)2019-12-25
科技创新与品牌(2019年12期)2019-02-06
科教导刊·电子版(2018年6期)2018-06-06
中国铸造装备与技术(2015年5期)2015-12-10
汽车零部件(2015年1期)2015-12-05
西南石油大学学报(自然科学版)(2015年5期)2015-04-16