造纸机水针控制系统参数测试与优化
2023-03-31 04:30雷海龙耿青玲孙馥明张宝岩王海祥
中国造纸 2023年2期
李 超 雷海龙 徐 凯 耿青玲 孙馥明 张宝岩 王海祥
(1.广东机电职业技术学院,广东广州,510550;2.牡丹江恒丰纸业股份有限公司,黑龙江牡丹江,157013;3.武汉船舶职业技术学院,湖北武汉,430050;4.佳木斯大学机械工程学院,黑龙江佳木斯,154007)
造纸机上的水针控制系统是控制纸幅幅宽的关键部分[1-4],当纸机发生断纸时,水针接收到断纸信号,会自动横向移动到设定引纸位置,为纸机重新引纸做好准备。待引纸工作完成后,水针自动返回到全纸幅位置。
传统控制水针移动方式是通过限位开关进行定位,在纸幅幅宽范围内设置1#、2#和3#引纸位,并且在操作侧与传动侧设置极限位置。断纸时,系统根据程序的设定,通过水针电机控制水针移动到引纸位,该方法引纸位置固定,无法在DCS上调整引纸位置和调节水针电机的速度,无法确认水针的运动方向,不能在DCS上位机上看到水针位移曲线及水针实时位置,而现有纸机个别子系统需应用水针位置反馈进行连锁控制,因此仅通过限位开关和水针电机的控制方式无法满足现代纸机控制要求。
现有水针控制方式是通过编码器、变频器、获取水针的实时位置[5-6],调节电机速度来控制水针移动,控制方法为变速单死区,即水针刚开始运动时为高速移动,即将到达设定位置目标值时变为低速移动;当水针进入设定位置死区时,水针电机停止转动,水针因惯性继续运动;当水针运动位置超出设置的死区位置时,水针电机启动,水针朝相反方向运动,如此往复,直到水针最终停止在设置死区范围内。变速单死区控制方法在实际应用中存在调整时间过长(即超调现象)调整位置与实际偏差过大等问题。当水针位置超出极限位时,大多通过人工手动复位,或降低水针移动速度等方法,以减小超调现象带来的影响,但此时由于水针移动速度过慢,导致水针到达设定位置的所需时间较长,增加了断纸时间,造成了纸浆的浪费,将无法满足生产需要。
变速双死区方法可减小水针位移与设定位移的偏差,缩短水针反应时间,提高纸机引纸效率。本研究的系统中设置控制双死区,分别为高死区与低死区。控制死区是一个位移设定值,通过水针实际位置和设定位置的差值,与控制死区设定数值作比较,来控制水针的移动。水针从全幅位向引纸位移动时,若差值≥控制死区设定值,则DCS上位机继续输出控制命令,使水针继续移动;反之DCS上位机停止输出控制命令,水针停止移动。当电机高速运行时,控制死区为高死区;当电机低速运行时,控制死区为低死区。水针控制系统中设置的高、低死区数值不同,决定水针最终停止位置与设定位置的偏差大小,即定位偏差。
本研究采用变速双死区方法,以控制低死区为例,针对合理选取控制低死区数值问题展开研究,通过多次实验测试数据,找出控制低死区数值合理范围;基于多项式拟合优化方法,建立水针位移与低死区数值的数学模型,求解出控制低死区数值,并通过生产应用验证其合理性。
1 水针结构及控制逻辑
造纸机网部水针实物图如图1所示。水针结构示意图如图2所示。从图2可以看出,水针系统由水针水泵、水针、行架、带编码器的移动电机和限位开关等设备组成[7]。水针水泵为水针提供高压水,水针可在行架上实现左右移动,行架上根据生产需要设置有1#、2#、3#和4#不同的引纸位置,位置4#为水针的全幅位置,FS侧限位为操作侧限位,DS侧限位为传动侧限位。

图1 网部水针照片Fig.1 Photo of trim squirt of net
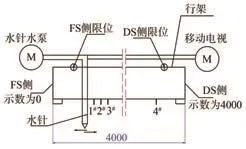
图2 纸机水针结构示意图Fig.2 Trim squirt structure of paper machine
本研究中水针系统程序设计采用ECS700系统的逻辑功能块搭建[8-10],主要采用变速双控制死区的方法控制水针移动定位。当电机高速运行时,控制死区范围为±A,即高死区;当电机低速运行时,控制死区范围为±B,即低死区。
图3为水针电机起停程序逻辑。如图3所示,GE≥比较模块,若差值≥a引脚连接的控制高死区数值A或低死区数值B时,GE模块输出1,则启动水针电机并向FS侧移动;LE≤比较模块,控制水针电机向DS侧移动启动与停止。若移动范围超出FS侧限位和DS侧限位,则水针停止移动。
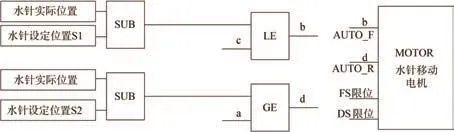
图3 水针电机起停程序逻辑Fig.3 Starting and stopping program logic of trim squirt motor
2 水针移动工作原理
以生产过程中出现断纸,水针从DS侧向FS侧移动为例,即水针由全幅位置S移动到引纸位置S2的移动过程,水针移动过程如图4所示。由图4可知,断纸后,系统接收到断纸信号,水针设定位置自动变为S2,实际位置为S,水针实际位置与设定位置差值大于数值A,水针电机启动,水针开始向FS侧移动;由于控制逻辑设置,水针先高速移动,控制逻辑为高死区,数值为A;然后某时刻水针开始转低速移动,同时开始延时25 s,期间控制逻辑依然为高死区数值为A;当水针实际位置S与设定位置S2差值小于控制高死区数值A,水针移动电机停止工作,水针由于惯性继续向FS侧移动;延时25 s后,控制死区转换为低死区数值B,水针实际位置S与设定位置S2差值大于低死区数值B,水针移动电机启动通过低速移动进行位置调整。经过调整后,水针移动电机停止工作时,水针停在接近S2的位置。本研究先通过高速高死区控制方法粗略使水针快速接近S2设定位置,然后通过低速低死区控制方法调整水针与设定位置S2距离,可使水针更接近目标设定位置。
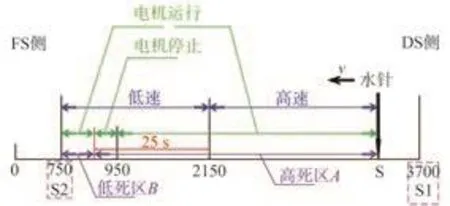
图4 水针移动示意图Fig.4 Schematic diagram of trim squirt movement
3 死区数值参数优化分析
在生产过程中合理选择高、低死区数值,可以较好地控制水针的最终位置,并尽可能地缩短水针反应时间。由于低死区数值B影响水针最终停止位置更直接,故以低速低死区数值B为例展开相关分析。在某次纸机停机后,准备开机时,自动化工程师给纸机设定引纸位置为FS侧750 mm处为S2。因在实际操作中发现,当设置低死区数值B>50或B<10时,水针偏离设定位置S2更大,于是选取低死区数值B在10~50之间,公差为5,分9次进行实验,分别检测水针最终停止位置,数据如表1所示。
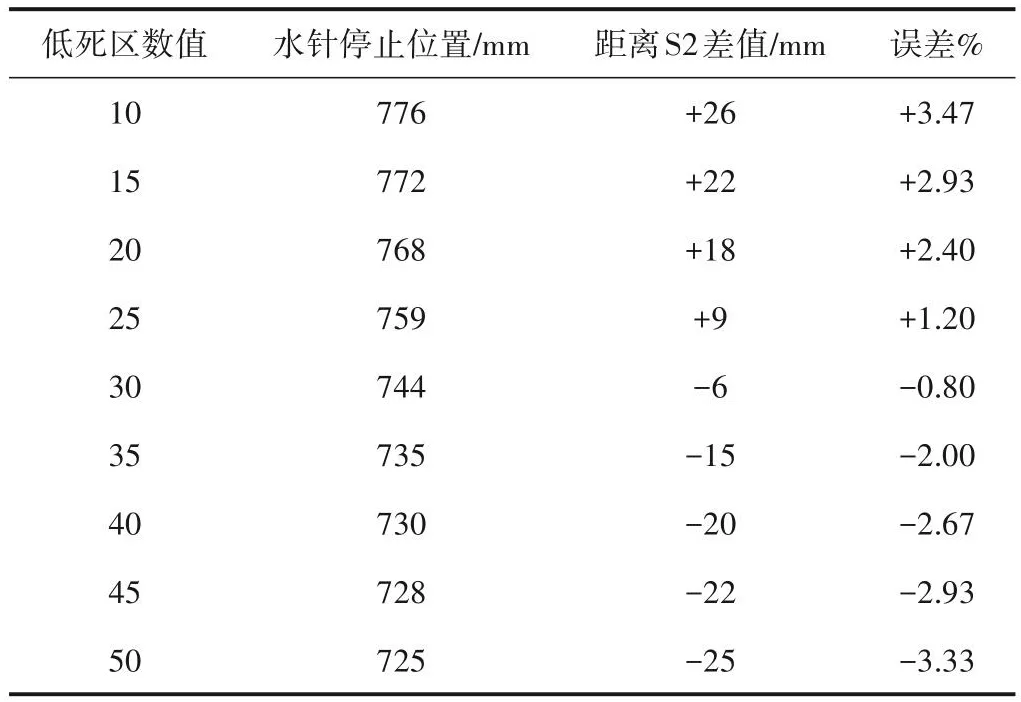
表1 不同低死区数值对应水针最终位置Table 1 Different low dead zone values correspond to the final position of the trim squirt
应用Matlab软件中的曲线拟合工具,对9次实验获得数据基于多项式拟合优化方法进行拟合,得到1阶、2阶与3阶拟合多项式,通过对比得到各个多项式拟合相关参数,如表2所示。SSE为拟合曲线的误差平方和,越小说明模型选择和拟合的更好;R2为拟合曲线确定系数,该值越接近1,表明方程的变量x对y的解释能力越强,模型对数据的拟合程度越好。
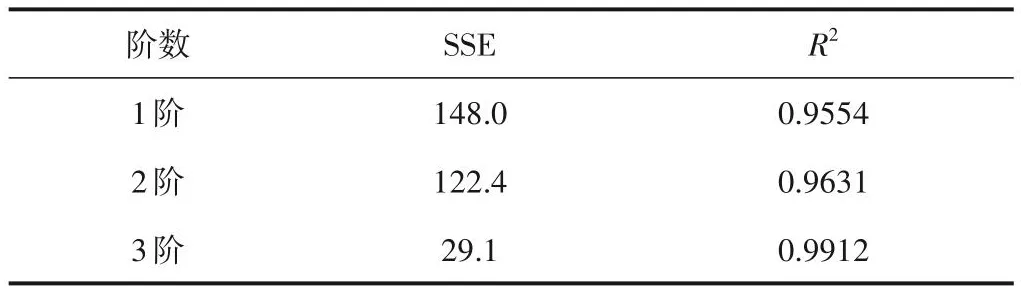
表2 多项式拟合参数Table 2 Polynomial fitting parameters
由表1和表2可知,通过对比后发现,当拟合阶数为3时,SSE最小,为29.1,R2=0.9912为最优拟合。因此选取3阶拟合曲线进行水针实测位置检验,如图5所示。
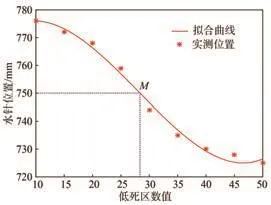
图5 水针实测位置与拟合曲线Fig.5 Measured position and the fitting curve of the trim squirt
得到该曲线的拟合方程如式(1)所示。
通过式(1)可得,当水针位置f(x)=750 mm时,在点M处对应低死区数值x=28.36。在不影响正常生产情况下,生产中的控制参数尽可能使用整数原则,方便人员调整与记忆,所以选择接近此数值的整数,即选取低死区数值B为30;同理,用同种拟合方法确定高死区数值A为200。
将得到的拟合数据应用到实际生产水针移动控制系统中,设置高死区数值A为200,设置低死区数值B为10~50来调节水针最终位置时,由于低死区数值B设置为40和50时,水针出现无法调节的现象,故分别绘制低死区数值B为10、20、30及变速单死区的水针移动位移对比曲线图,如图6所示。
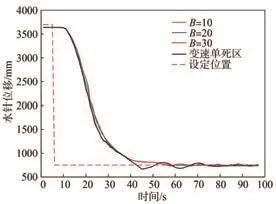
图6 水针位移对比曲线Fig.6 Trim squirt displacement contrast curves
由图6可知,当低死区数值B为30时,从40 s后,水针位移曲线逐渐平缓接近设定值750 mm,在55 s时,水针位移停在744 mm位置,并且位置保持稳定不变,水针位移误差为-0.80%;当低死区数值B为10和20时,位移曲线到达750 mm附近时仍有超调波动,并且停止位置与目标位置仍有约+26 mm和+18 mm偏差,水针位移误差为+3.47%和+2.40%;当在变速单死区时,水针在40 s时开始出现超调现象,且现象明显,持续时间约40 s,共用时80 s,最终停止在736 mm处,此时虽然水针可达到设定位置附近,但水针反应时间过长。
综上所述,通过应用不同低死区数值进行对比,得到不同低死区数值条件下的水针位移曲线;生产过程中设置高死区数值A为200、低死区数值B为30,验证了基于多项式拟合优化方法所得到的控制死区数值的合理性[7];有效缩短水针反应时间,并提高水针位移与设定位移的偏差,可以更好地使水针到达设定位置。
4 结 论
本研究针对水针定位偏差问题,基于水针移动控制系统,采用变速双死区方法,以控制低死区为例,针对合理选取控制低死区数值问题展开了研究;通过现场多次实验测试数据,求解出了控制低死区数值合理范围,基于多项式拟合优化方法,建立了水针位移与低死区数值的数学进阶;选出了控制低死区数值,并通过实际生产应用验证;选择控制低死区数值为30时,水针偏差最小,与设定位置偏差为6 mm,误差为-0.80%;可达到缩短水针反应时间,减小水针定位偏差的目的,有效地提高了水针反应的敏捷性和纸机引纸的高效性。
猜你喜欢
生活用纸(2022年12期)2022-12-11
运动精品(2022年1期)2022-04-29
中国民间疗法(2021年19期)2021-11-20
纺织科学研究(2021年9期)2021-10-14
工程数学学报(2020年6期)2021-01-09
通信电源技术(2018年3期)2018-06-26
科技创新与应用(2017年1期)2017-05-11
生活用纸(2017年3期)2017-03-24
航空兵器(2016年5期)2016-12-10
中国造纸(2014年1期)2014-03-01