
压电驱动GMAW 短路过渡行为控制
2023-05-16 12:38肖珺王志浩陈树君盖胜男
焊接学报 2023年3期
肖珺,王志浩,陈树君,盖胜男
(北京工业大学智能成形装备与系统研究所,汽车结构部件先进制造技术教育部工程研究中心,北京,100124)
0 序言
熔化极气体保护焊(gas metal arc welding,GMAW)是目前最常用的一种焊接方法,同时也是金属材料增材制造(3D 打印) 一种重要的基础工艺.熔化极用于焊接和增材制造的主要优势在于其熔敷效率高[1-6].而传统熔化极电弧的自身强耦合特性导致无法根据特定任务的需求,自由控制电流电压波形和熔滴过渡行为以得到预期的热、质、力传递状态,难以适应现代精密焊接加工和增材制造的应用需求.因此,如何改善低热输入下熔滴过渡问题成为熔化极气体保护焊领域一个重要挑战,其关键在于附加外力作用于熔滴,替代电弧电磁力的作用.Fronius 公司在2004 年提出一种冷技术过渡技术(cold metal transfer,CMT),利用送进-回抽往复送丝控制方法,主动促进熔滴短路后回抽焊丝拉断液桥,实现了稳定的柔顺无飞溅短路过渡;肖珺等人[7-8]在传统熔化极电弧焊接过程中使用激光脉冲照射熔滴,获得完全电流解耦的熔滴过渡,过渡形式可以是短路过渡或射滴过渡,但是其激光瞄准精度要求较高且设备较为复杂;此外,哈尔滨工业大学Zhang 等人[9]提出一种利用液滴强迫共振促进其过渡的方案,通过凸轮-弹簧装置巧妙地实现了电极的往复振动激发熔滴振荡,但由于凸轮系统惯性导致频率上限较低,不能实现完全的熔滴过渡解耦.哈尔滨工业大学Fan 等人[10]尝试将超声声场复合到GMAW 焊接电弧空间中,在超声辐射力加入后能有效提升射滴过渡频率,但还未能达到完全解耦的程度,且对于短路过渡控制效果不明显[11-12].
综上分析,对于直流或是交流GMA 电弧熔滴过渡解耦控制的需求,目前仍有必须探索寻求一种结构简单、高动态响应、低成本易使用、不破坏电弧和熔池稳定且能主导熔滴过渡行为的控制方法.文中提出一种新的高动态送丝启停控制思想,试图在亚毫秒级响应时间内完全锁止再释放焊丝,产生惯性力驱动熔滴过渡,并基于压电致动器实现了对短路过渡行为的主动控制.
1 试验系统
1.1 系统结构及控制系统
文中设计的压电驱动GMA 焊接试验系统如图1 所示,主要由组合压电致动器焊枪、恒流焊机、行走滑台、高速摄像、以及上位机控制系统组成,系统运行过程为上位机软件进行焊接参数设定,焊接进行启动高速摄像实时记录熔滴过渡过程,行走滑台同时触发以恒定速度送进,实时调控送丝速度,稳定电弧平衡熔化速度与送丝速度稳定焊接过程,实时采集电流电压信号,而后完成焊接任务退出程序.

图1 试验系统硬件图Fig.1 Configuration of the experiment system
1.2 试验方法
试验过程焊丝均采用ER50-6 焊丝,母材为Q235 钢.压电致动辅助GMAW 方法原理如图2 所示,为清晰描述压电致动器作用下熔滴状态变化,图中未对电弧做出标识、绘制.焊接过程中通过主动调控送丝速度与焊丝熔化关系,控制弧长稳定,而后进行压电致动器锁止焊丝动作,且锁止期间(ms 级)后端送丝机一直处于送进状态,后端焊丝会产生一定累计形变,而后压电释放焊丝,后端焊丝积累的弹性势能转化为焊丝和熔滴动能,主动创造熔滴对地加速度.熔滴在焊丝积累弹性势能的作用下,焊丝先对其做功(文中称为“充能”),熔滴被压缩至扁平状,而后随着焊丝逐步释放完成,熔滴积累的势能开始释放,熔滴呈现轴向拉伸的趋势,且随时间的延长而加剧,并逐渐接触熔池,熔滴与熔池接触后在未消散的惯性力作用下脱离焊丝,完成过渡过程.而后下一压电动作周期到来重复上述过程.在这一机理作用下主动创造短路过渡过程,解决小电流下短路过渡无序且容易扎丝造成熄弧,焊接过程不稳定的问题.

图2 压电驱动短路过渡原理示意图Fig.2 Schematic diagram of piezo drive short-circuit transition principle
在这一控制思想指导下,分别探究其对直流正极性(direct current electrode positive,DCEP)以及直流反极性(direct current electrode negative,DCEN)短路过渡的控制效果.
2 试验结果与分析
2.1 压电驱动DCEP-GMA 短路过渡
试验过程中,焊接电流恒流为100 A,其他焊接参数(焊接电流、压电工作频率、压电锁止时间)设定见表1.

表1 压电驱动DCEP-GMA 短路过渡试验参数Table 1 Piezo-driven DCEP GMA short-circuit transfer experiment parameters
如图3 所示,试验1 中将压电致动器的频率为40 Hz,锁止时间为10 ms,相应释放时间设置为15 ms,熔滴伴随压电致动器锁止焊丝时开始生长,且此时焊丝的熔化速度必定大于其送丝速度(此时焊丝被锁止,压电致动器下方的送丝速度为“0”),所以熔滴在焊丝的端部也伴随着熔化和电弧热量的积累,呈现一定的背离熔池向上熔化的趋势.但是,当压电致动器伸长锁止焊丝的周期结束,焊丝被释放直至释放结束,此期间焊丝释放瞬间熔滴先被压缩而后随着压缩程度的加剧,熔滴大致呈现出一定的扁平状,而后熔滴开始从扁平状开始舒展并伸长,直至熔滴底部触碰熔池发生瞬时短路,熔滴也顺利地从焊丝端部进入熔池,完成一次熔滴过渡过程.

图3 40 Hz-10 ms 压电驱动短路过渡Fig.3 40 Hz-10 ms piezo-driven short-circuit droplet transfer.(a) initial stage;(b) starting locking;(c) releasing wire;(d) approaching weld pool;(e) short-circuiting and necking;(f) ending the transition
根据高速摄像记录的完整图像可以发现,熔滴在压电致动器的作用下,可以实现稳定的“一脉一滴”的短路过渡过程,即一次压电锁止-释放焊丝动作,熔滴完成一次生长及触碰熔池行为,从而完成一次短路过渡行为.
增加组合压电致动器的工作频率至60 Hz,调整压电致动器的作用时间,分别设置其锁止时间-释放时间为10 ms-6.6 ms,送丝速度依旧维持不变,从记录的图像来看,熔滴依旧能够随着压电致动器的每一次锁止和释放动作的完成实现一次短路熔滴过渡过程,高速摄像记录60 Hz 短路过渡,如图4 所示.
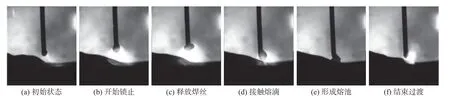
图4 60 Hz-10 ms 压电驱动短路过渡Fig.4 60 Hz-10 ms piezo-driven short-circuit droplet transfer.(a) initial stage;(b) starting locking;(c) releasing wire;(d) pushing the droplet;(e) contacting melting pool;(f) ending the transition
继续探究高动态组合压电致动器作用下该条件下短路过渡的频率上限,增加其压电致动器的工作频率至80 Hz,设定其锁止时间依旧均为10 ms,分别设定释放时间为2.5 ms,熔滴过渡状态如图5 所示.
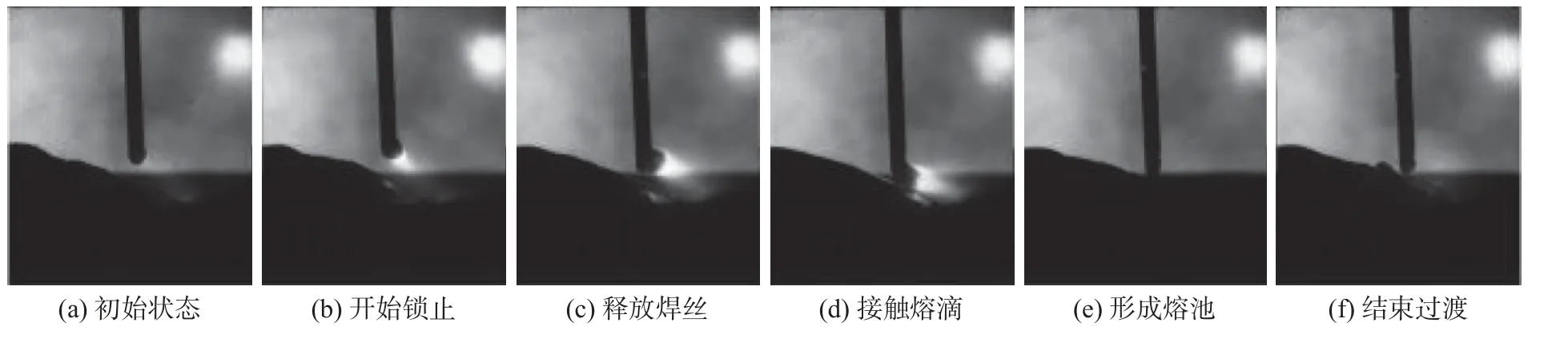
图5 80 Hz-10 ms 压电驱动短路过渡Fig.5 80 Hz-10 ms piezo-driven short-circuit droplet transfer.(a) initial stage;(b) starting locking;(c) releasing wire;(d)pushing the droplet;(e) contacting melting pool;(f) ending the transition
图4 和图5 中显示,均能够实现稳定的“一脉一滴”的短路过渡,但是从80 Hz 短路过渡过程来看,虽然除释放时间外其余焊接参数完全相同,但焊丝端部熔滴累积量和全过程中熔滴被压缩以及拉伸的程度明显较60 Hz 压电驱动时减弱.
保持上述组合压电致动器焊枪对焊丝的装夹以及固定方式不变,增加压电致动器的工作频率到100 Hz,其锁止和释放时间只能设置为7.5 ms 和2.5 ms,获得如图6 的短路过渡效果.根据高速摄像记录的熔滴过渡过程可以发现,虽然锁止时间已经相较于小于80 Hz 的熔滴过渡试验缩短进10 ms 以内,但100 Hz 的短路过渡仍取得十分明显的效果,仍旧是稳定的“一脉一滴”;同时,电弧弧长也进一步被压缩.熔滴在压电致动器的作用下仍可以随着每一次焊丝释放碰触熔池完成一次短路过渡过程.但是,不得不承认的是随着压电致动器工作频率的升高,熔滴每一次被拉长能够接触熔池的轴向长度越来越小,其能够主动制造短路的能力有所下降.此模式下,可获得的短路过渡频率最高为130 Hz,锁止时间为6.0 ms,释放时间为1.7 ms.如图7 所示,熔滴虽然受到压电致动器的作用效果与低频过程相同,但是几乎观察不到十分明显被压缩的迹象,此时焊丝启停过程的惯性力作用较弱,熔滴主要依靠熔池表面张力吸附脱离焊丝.

图6 100 Hz-7.5 ms 压电驱动短路过渡Fig.6 100 Hz-7.5 ms piezo-driven short-circuit droplet transfer.(a) initial stage;(b) starting locking;(c) releasing wire;(d) pushing the droplet;(e) contacting melting pool;(f) ending the transition

图7 130 Hz-6.0 ms 下压电驱动短路过渡Fig.7 130 Hz-6.0 ms piezo-driven short-circuit droplet transfer.(a) initial stage;(b) starting locking;(c) releasing wire;(d) pushing the droplet;(e) contacting melting pool;(f) ending the transition
2.2 压电驱动DCEN-GMA 短路过渡
在压电驱动DCEP-GMA 短路过渡取得显著效果的基础上,探究其对DCEN 短路过渡的改善情况,相关焊接试验参数设定见表2,焊接电压统一设置为22 V,压电致动器的锁止时间也尽可能与DCEP 时保持一致性,由于DCEN 采用恒流源焊接时电弧始终难以稳定,焊接过程难以进行,因此,改用恒压源进行DCEN 试验探究.

表2 压电驱动DCEN-GMA 短路过渡试验参数Table 2 Piezo drive DCEN-GMA short-circuit transfer experiment parameters
考虑到DCEN 试验探究的难度相较于DCEP更大,因此,在初始探究环节将压电致动器的起始工作频率设置为40 Hz,以期能够获得初步预期的熔滴过渡效果,而后逐步增加压电动作频率.
如图8 所示,40 Hz 的初步探究试验,从图中可以观察到当焊丝被压电致动器锁止时,焊丝端部的熔滴在熔化时仍然存在电磁力和电弧力作用下沿焊丝向上攀爬的趋势,电弧回烧趋势尤为明显,熔滴也呈现出较为明显的托举状;但是当焊丝被压电致动器释放时,瞬时的加速度使得熔滴在惯性力的作用下,沿焊丝向上攀爬的趋势进一步加深,但是随着释放动作的逐渐完成,熔滴沿焊丝向下被拉扯直至重新聚集到焊丝端部,而后进一步被拉长直至熔滴接触到底部熔池并发生爆断,而完成一次熔滴的短路过渡过程.

图8 压电驱动40 Hz DCEN 短路过渡Fig.8 Piezo-driven 40 Hz DCEN short-circuit transfer.(a) initial stage;(b) starting locking;(c) releasing wire;(d) pushing the droplet;(e) contacting melting pool;(f) ending the transition
维持10 ms 的锁止时间不变,增加压电致动器的工作频率至50,60 Hz,焊丝的释放时间根据占空比变化分别设定为10 ms 和6.6 ms,典型过渡行为如图9、图10 所示.
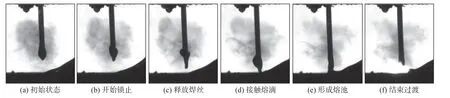
图9 压电驱动50 Hz DCEN 短路过渡Fig.9 Piezo-driven 50 Hz DCEN short-circuit.(a) initial stage;(b) starting locking;(c) releasing wire;(d) pushing the droplet;(e) contacting melting pool;(f) ending the transition transfer

图10 压电驱动60 Hz DCEN 短路过渡Fig.10 Piezo-driven 60 Hz DCEN short-circuit transfer.(a) initial stage;(b) starting locking;(c) releasing wire;(d)pushing the droplet;(e) contacting melting pool;(f) ending the transition
由于采用的是恒压电源,熔滴短路期间仍有较大的短路电流,但熔滴是在压电驱动下主动短路,液桥缩颈也主要得益于熔滴本身惯性力的持续作用,熔滴过渡过程虽然仍有一定飞溅但相比无压电驱动时要明显减少.与压电驱动DCEP 熔滴过渡现象对比,可以发现DCEN 时,熔滴在压电致动器释放前、中期受到电弧力等因素的影响,本身就被托举,焊丝被释放时可以观察到焊丝明显先于熔滴动作,熔滴和焊丝呈现出类似“倒三角锥”的形状,焊丝裸露于熔滴轴向正下方.
如图11 所示,在组合压电致动器的作用下,熔滴在焊丝端部伴随着每一次锁止和释放动作的完成,熔滴均能够稳定进行被压缩和被拉伸动作,稳定的触碰熔池形成稳定的短路过渡过程,同时相较于之前的40,50,60 Hz 短路过渡过程,100 Hz 压电致动器作用下的短路过渡更加紧促有力,熔滴过渡频率的增加也更有效的抑制了阴极斑点漂移造成的弧长不稳定问题.

图11 压电驱动100 Hz DCEN 短路过渡Fig.11 Piezo-driven 100 Hz DCEN short-circuit transfer.(a) initial stage;(b) starting locking;(c) releasing wire;(d)pushing the droplet;(e) contacting melting pool;(f) ending the transition
3 结论
(1) 在恒流源DCEP-GMAW 过程,基于压电驱动获得了稳定“一脉一滴”的受控短路过渡,短路的开始和液桥的断裂均受到主动控制.
(2) 压电驱动短路过渡机理在于压电锁止焊丝期间焊丝累计一定形变,焊丝释放后形变恢复破坏弧长稳定,主动强迫熔滴与熔池短路,短路期间熔滴仍处于加速状态,从而进一步促进短路液桥的断裂,完成短路过渡周期.
(3)对于恒压源DCEN-GMAW 焊接方式,压电致动器的引入仍可获得稳定的柔顺短路过渡,同样电流下相比无压电致动辅助短路过渡频率显著提高,电弧稳定性也随之明显改善.
猜你喜欢
南昌大学学报(工科版)(2022年1期)2022-06-16
科技风(2018年31期)2018-07-09
光学精密工程(2016年6期)2016-11-07
光学精密工程(2016年5期)2016-11-07
科技资讯(2016年8期)2016-05-14
焊接(2016年10期)2016-02-27
焊接(2016年1期)2016-02-27
焊接(2015年11期)2015-07-18
焊接(2015年9期)2015-07-18
焊接(2015年3期)2015-07-18
