
基于触摸屏显示和查询的压力机班组计数方案实施
2023-05-23 15:43张岭陈晖徐丽钱进
锻压装备与制造技术 2023年2期
张岭,陈晖,徐丽,钱进
(江苏扬力锻压机床有限公司,江苏 扬州 225104)
压力机的计数方式多种多样,有拉动式计数器、电子计数器、电子凸轮内置计数、触摸屏计数显示等等。近年来,触摸屏计数显示越来越普遍,一般可以显示总产计数值、当前计数值,并具有预置计数停机功能,基本能满足大部分用户对压力机产量计数的要求。但对于某些特殊用户来说,班产量是工艺设计中最主要的计算基准,班产量的大小直接影响到设备的配套,车间的布置和面积、公用设施和辅助设施的大小,以及劳动力的定员等,因此需要压力机能进行班组计数。本文介绍该计数方案的实施,通过PLC和触摸屏通讯,实现在触摸屏上显示当前日期的白班和晚班产量计数值,并具有历史记录查询功能,即在触摸屏中输入查询日期,按下查询按钮,可查看最近一个月内的班组计数历史记录。
1 硬件构成
以三菱PLC、威纶通触摸屏为例,具体配置如表1 所示。
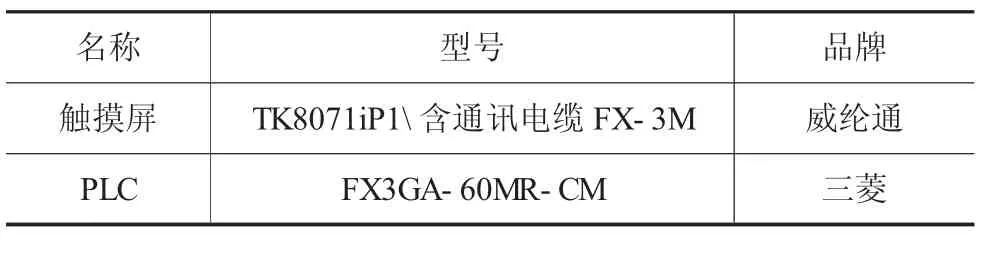
表1 电气系统配置
2 触摸屏画面
在威纶通触摸屏中编写压力机产量查询页面,包含当日日期显示、白班和晚班产量显示、所需查询的白班和晚班产量的历史记录显示、查询确认按钮,编好对应的地址值,如图1 所示。

图1 触摸屏画面
3 PLC 编程
划分白班和晚班的时间,设定白班时间为早上8点到晚上8 点,晚班时间为晚上8 点到第二天早上8点。相关程序段如图2 所示。
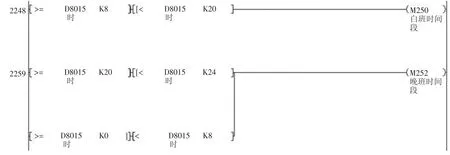
图2 划分时间
当压力机工作时,分别对白班和晚班进行压力机动作次数的统计,同时在触摸屏上实时显示当日白班和晚班的产量计数值。其相关程序段如图3 所示。

图3 产量统计
将触摸屏的当日日期传至PLC,进行实时比较,直至第二天早上8 点钟时,接通M120,并且5s 后断开。相关程序段如图4 所示。
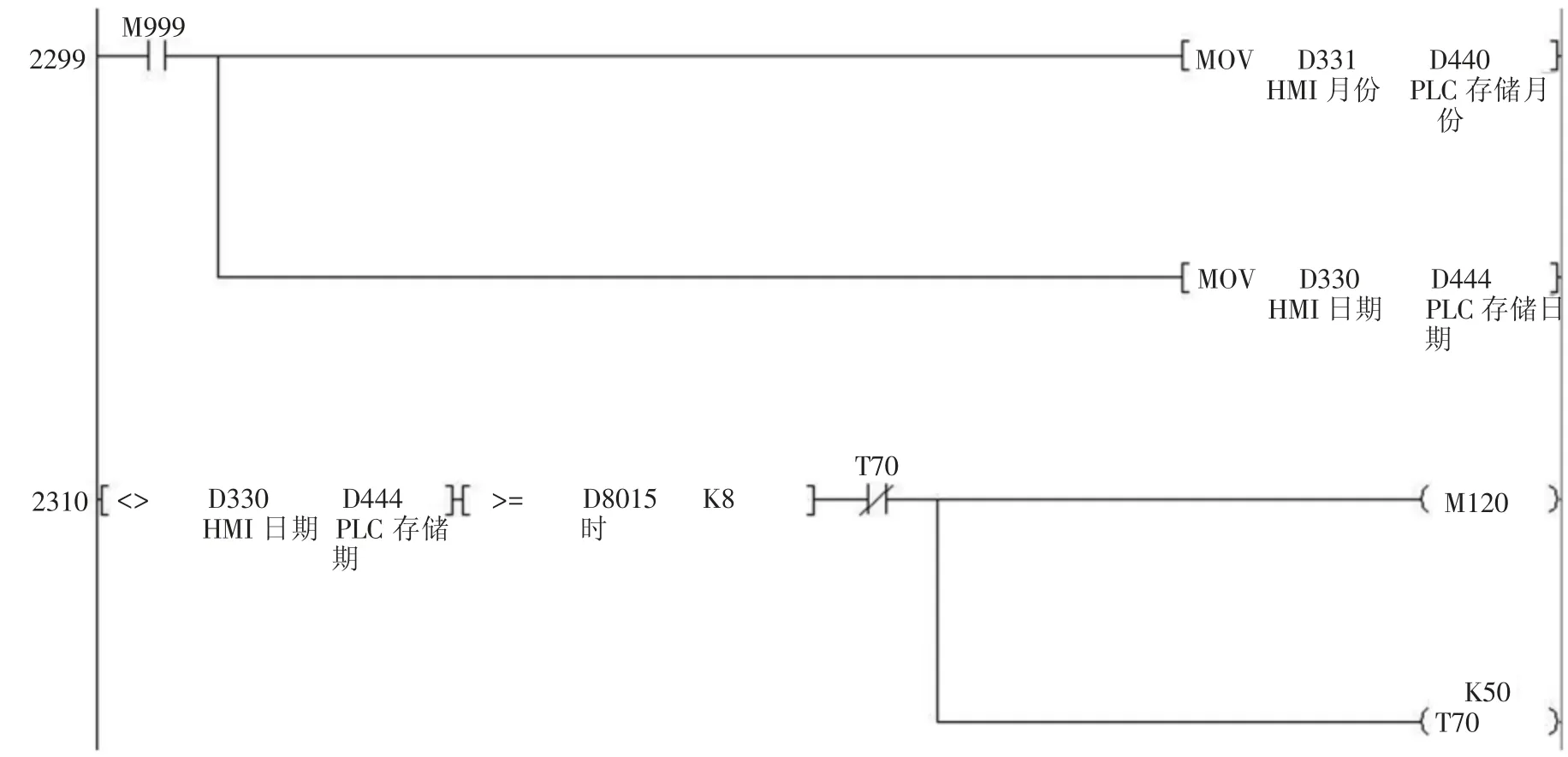
图4 存储日期设置
在M120 接通的5s 内进行数据传输,将前一天的白班和晚班产量分别记录到相应的寄存器中,以下程序分别列举了1 日、2 日和31 日的相关数据记录,其他日期以此类推。如图5 所示。

图5 数据存储记录
完成数据记录后,分别将前一天的白班和晚班产量清零,重新开始当日的产量计数,同时再次将触摸屏的当日日期传至PLC,进行实时比较,以此往复循环。如图6 所示。
如需查询历史记录,则在触摸屏中输入查询日期,按下查询按钮,此时会将之前保存的对应日期的白班和晚班产量数值调用出来,显示在触摸屏上,以下程序分别列举了1 日和2 日的相关数据显示,其他日期以此类推。如图7 所示。

图7 查询功能
4 结束语
至此,实现了在触摸屏上显示当日日期的白班和晚班产量计数值,并可在触摸屏中输入日期,进行一个月内的历史记录查询,触摸屏实际应用效果如图8 所示,该方案能很好的满足客户的需求,且显示直观,查询方便,具有一定的推广意义。

图8 触摸屏实际应用效果图
猜你喜欢
电动工具(2022年2期)2022-05-18
廉政瞭望(2021年16期)2021-10-07
锻压装备与制造技术(2021年2期)2021-07-19
锻压装备与制造技术(2021年2期)2021-07-19
房地产导刊(2020年10期)2020-11-16
组合机床与自动化加工技术(2019年11期)2019-11-27
组合机床与自动化加工技术(2018年9期)2018-10-09
网络安全和信息化(2017年2期)2017-11-22
阿来研究(2016年1期)2016-12-01
设备管理与维修(2016年5期)2016-03-16
