基于碲锌镉探测器的高精度毫米级厚度测量技术研究
2023-06-21 02:07吕亮亮刘军涛李公平高旭东张正宏孙淑义潘小东
同位素 2023年3期
吕亮亮,刘军涛,李公平,高旭东,宗 畅,张正宏,孙淑义,潘小东,李 畅
(兰州大学 核科学与技术学院, 兰州 730000)
薄膜的生产对厚度有明确要求。在工业生产中,为了提高生产效率,实现高经济效益,需要对产品厚度进行精确测量,在GB/T 30768—2014中,明确要求食品包装用纸与塑料复合膜、袋的厚度偏差在±10%;钢厂冷轧钢板生产过程中需要对钢板厚度精确测量,这直接影响钢板的轧制质量[1],一般冷轧薄带钢厚度为0.6~2.5 mm,冷轧带钢的轧制要求厚度公差控制在±0.02 mm以内[2];在漆膜涂层制备中,涂层厚度若未达到规定要求,则会导致多种漆膜缺陷,影响涂层的黏结强度、有效寿命和产品功能等关键性能[3]。
目前,厚度测量方法分为破坏性测量法和无损测量法。破坏性测量法包括电解法、切割法和称重法等;无损测量法包括激光测量法、超声波测量法、磁感应法和射线测量法等。其中,破坏性测量法如电解法,对待测产品造成一定程度损伤,测量精度不高且使用范围不广[4];超声波测厚法、磁感应法和激光测量法等使用安全,不存在放射性,但是其中一些关键器件使用寿命相对较短,如激光测量法中的激光器使用寿命为2~3年[5]。射线测量法分为X射线测厚法和γ射线测厚法[6],其中X射线测厚法,厚度在15~25 μm的热缩膜,测量精度为±1 μm[7],测量水平与同位素法相当,但需要X射线发生装置,功率大,经济性一般[8]。而γ射线测厚法采用γ放射性同位素,无需提供电源,具有测量精度高、经济效益好和使用寿命长等优点,因此可基于γ放射性同位素测厚法研发高精度厚度测量装置。目前,厚度检测存在测量精度低、经济效益差以及高精度的测量装置未完全实现国产化等问题[9],因此,研制一台高效且性价比高的高精度厚度测量系统对于科研和生产具有重要意义。
γ射线吸收法在厚度测量领域有巨大潜力,例如,在测量煤炭预留层厚度方面,γ射线背散射技术已得到初步应用,但采用闪烁体探测器,测量精度不高[10];陈英琦等[11]利用NaI(Tl)闪烁探测器和多道脉冲分析器测全能峰的方法进行测厚,减少康普顿散射影响,但是测量厚度精度在百微米量级,精度不高。江知非等[12]基于γ射线开发冷轧带钢测厚仪,采用电离室作为信号的接收,测量精度达到0.1%,但是测量及数据处理过程较为复杂。因此,由于之前采用的探测器测量性能差、精度低以及测量方法存在不足等,导致γ射线吸收法测量精度不高或操作复杂,需要进一步改善。碲锌镉(cadmium zinc telluride, CZT)探测器是一种化合物半导体探测器[13],近年来发展迅速,具有可在室温条件下工作、能量分辨率高、响应快速、长时间稳定性等优点,对γ射线的吸收本领强[14],广泛用于低能X射线和γ射线的测量。
基于低能241Am放射源和平面型的CZT探测器[15],设计一套γ透射法高精度厚度测量装置,并对其测量性能进行实验测试,以期实现高精度厚度测量。
1 装置与方法
1.1 测量原理与方法
本探测原理基于射线探测技术,被广泛应用于测量物体的厚度、密度、质量厚度等领域[16]。一定强度的γ射线在穿过样品过程中与物质相互作用(主要是光电效应和康普顿散射)会造成γ射线衰减和散射,通过探测透射射线强度可以反映出样品的厚度等信息。
根据透射原理:
I=I0e-μmρd
(1)
式中,I为射线通过样品后的透射强度,cm-2·s-1;I0为入射射线强度,cm-2·s-1;μm为质量衰减系数,cm2·g-1;ρ为待测样品密度,g·cm-3;d为待测样品厚度,mm。当样品密度ρ保持不变,样品厚度d与射线透射强度I呈指数关系[17]。
1.1.1放射源的选择 根据所测量样品的密度、成分、测厚范围和误差等因素,确定合适的放射源类型及射线能量[18]。通过计算厚度误差,当射线强度测量的系统误差远小于射线强度测量的偶然误差时,为了保证厚度误差最小,选择的放射源需要满足式(2)[19]:
μmρd=2
(2)
根据式(2),考虑被测材料的厚度和密度,选取合适能量的放射源。表1是工业中常用的放射源及其相应的测厚范围。

表1 工业上常用放射源的测厚范围[19]
由表1可知,241Am放射源半衰期长(432.60 a),可以实现长期工作,无需频繁更换,提高安全性。而且,241Am放射源γ射线能量低(0.06 MeV),易于屏蔽,且主要产生这一种单能γ射线,干扰小、单色性好,不需要复杂的非线性模型进行刻度校正,相比于具有能谱分布、非单能等特点的X射线[20],具有独特优势。因此,基于此种γ射线,设计一套高精度厚度测量系统,实现对样品的高精度厚度测量。
1.1.2放射源活度的选择 放射性核素衰变具有统计分布,射线与物质相互作用过程也存在着随机性。因此,采用射线测厚的方法不可避免地存在统计涨落,保证厚度变化引起的计数变化大于统计涨落,是采用这种方法实现高精度厚度测量的前提。
根据式(1),不同厚度的样品变化带来的计数变化为:
I-ΔI=I0e-μmρ(d+Δd)
(3)
式(3)/式(1)得:
(4)
对式(4)进行泰勒展开并化简得:
(5)
(6)
因此,透射射线强度(全能峰计数)I需要满足式(6)才能用于高精度厚度测量。
1.2 测量装置
厚度测量装置示意图示于图1,基本组成部分主要包括:241Am放射源、待测样品、探测器(CZT探测器)、位移调节平台、多通道γ能谱分析仪、数据获取和处理系统、辐射屏蔽装置和电源等。
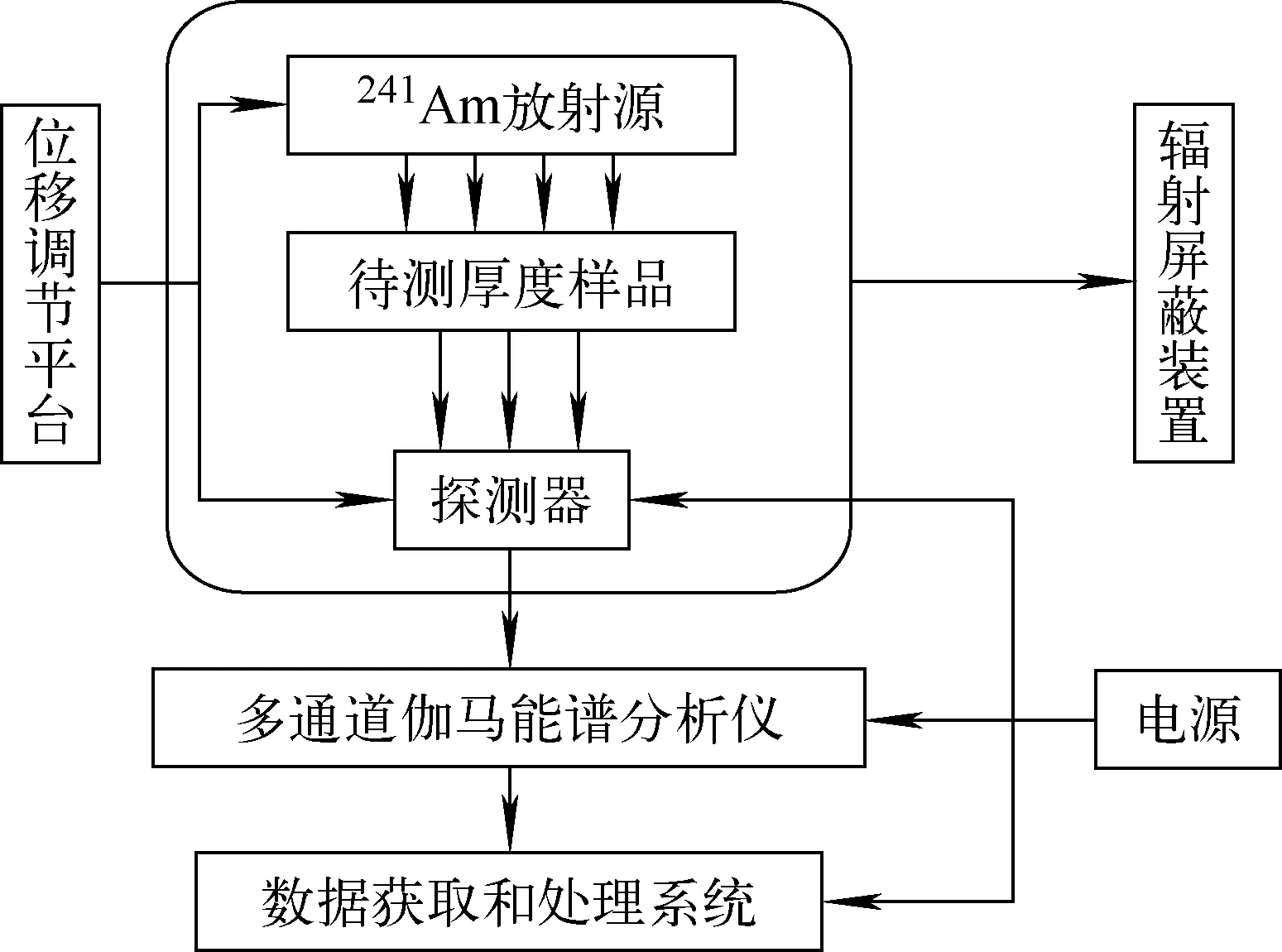
图1 高精度厚度测量装置示意图
γ射线源、待测样品、CZT探测器与三轴位移平台自上而下同轴相对放置,多通道γ能谱分析仪一端通过引线与CZT探测器连接,一端与计算机连接传输数据,电源为计算机和CZT探测器供能,被放置在屏蔽罩外部。计算机接收的数据由编写好的数据获取和处理系统进行在线处理和分析。其中,CZT探测器将准直器、探测晶体、电荷灵敏前置放大器和高压模块集成,外观尺寸约为25 mm×25 mm×150 mm,对241Am的0.06 MeV全能峰的能量分辨率<10%,本征探测效率>99%。采用费思(Faith)直流电源FTL8020P为探测器提供5 V的稳压电源,电压分辨率1 mV,噪声<50 mVpp。
1.3 模拟与实验验证
1.3.1模拟方法 Geant4是一个基于蒙特卡罗方法的模拟物质中粒子输运的程序包,因为其充足的物理过程类和高灵活性,广泛应用于核物理、高能物理、加速器物理、空间物理和医学物理等领域[21-23]。针对高精度厚度测量系统的关键因素,使用Geant4建立模型(图2)进行以下模拟研究。(1) 以不锈钢为例,模拟计算厚度对全能峰面积的影响。(2) 确定合适的准直孔厚度和内径大小,放射源、准直孔、样品和探测器等的相对位置,辐射屏蔽的材料和厚度等参数。(3) 以常见的A4纸为例,模拟全能峰面积与厚度的关系,并与实验结果对比。
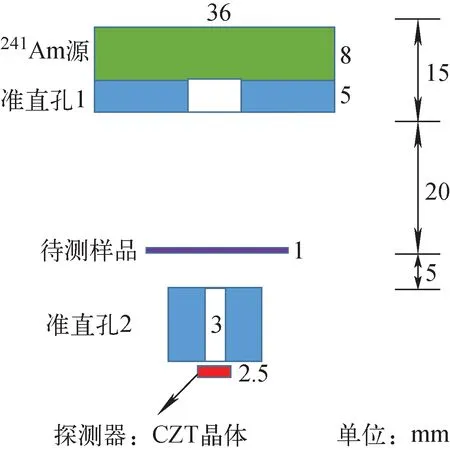
图2 高精度厚度测量模拟模型示意图
1.3.2实验验证 为了测试本测量装置的性能,进行以下实验:(1) 在实验条件不变的情况下,连续工作24 h以上,测量系统的稳定性;(2) 对常见的A4纸和密度在1~2.2 g/cm3的圆台型样品进行厚度测量,验证该系统的在线测量性能;(3) 测量厚度差为0.001 mm的高速钢样品和陶瓷样品,验证系统的高精度厚度测量性能。
实验所用样品示于图3。其中,高速钢样品和陶瓷样品的厚度如图中样品顶部数字所示,单位为mm;圆台型样品的参数列于表2,圆台型样品的尺寸和形状如图3c。
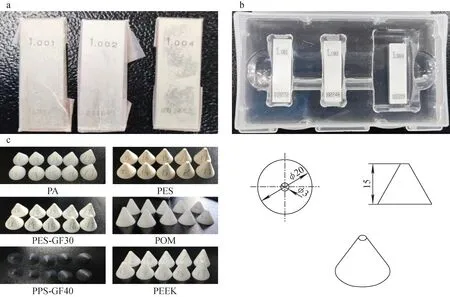
a——高速钢样品;b——陶瓷样品;c——圆台型样品

表2 圆台型样品参数
1.3.3测量条件补偿法 为了提高测量系统的高精度测厚性能,提出测量条件补偿法,消除测量系统在长时间不间断工作过程中,由于电压波动、放射源统计涨落和仪器工作不稳定等带来的影响,从而实现高精度测量。

(7)
将修正后的结果Smodifiedi作为不同厚度样品的全能峰面积I。采用已知厚度d的标准样品对其全能峰面积I进行校准。已知射线透过样品满足指数衰减的关系,如式(1)所示,本系统为了实现高精度测量,即待测样品厚度变化很小,从而可以对式(1)进行泰勒展开得到式(8):
I=I0e-μmρd=I0(1-μmρd+…)
(8)
当忽略高阶项时,可得式(9):
I=I0(1-μmρd)=Kd+N
(9)
其中,K=-μmρI0,N=I0。因此,可以用线性关系式进行拟合校准。如果不忽略高阶项,则式(9)为多项式,可以利用多项式进行拟合校准。合理选取拟合关系式可以提高测量的准确度、降低误差。从而根据待测样品的全能峰测量结果,可计算得到待测样品的厚度。
2 结果与讨论
2.1 高精度厚度测量系统模拟

表3 峰计数与高速钢样品厚度变化关系
2.1.2密度测量系统参数 模拟中考虑到放射源、样品和探测器的形状以及辐射屏蔽等因素,同时为了适应多种探测场景,图2中准直孔1厚度选取为5 mm,孔径为3、5、8 mm三种类型,准直孔2固定在探测器前,与探测器匹配,其尺寸固定不变。模拟计数与探测器和射线源间距离的关系示于图4。由图4可知,在满足实际要求的情况下尽量使射线源与探测器接近,考虑到样品的更换,样品与准直孔1的距离不能太近,定为20 mm,这些相对位置可以根据样品厚度变化进行调节。
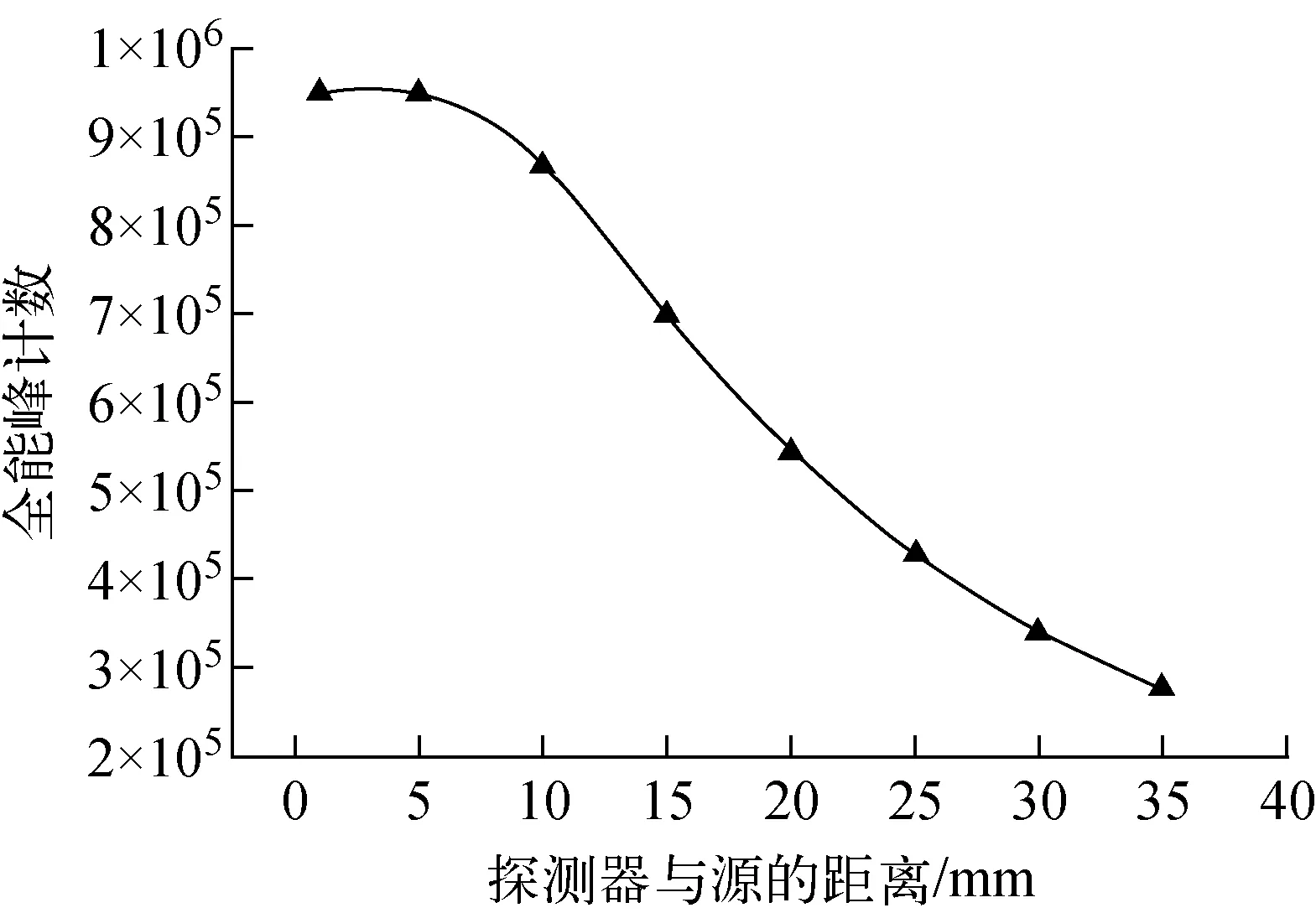
图4 计数和探测器与源间距离的关系
根据辐射防护要求空气比释动能率不得超过0.2 mGy/h。据此指标,模拟设计屏蔽层材料和厚度,模拟结果示于图5。从图5可以看出铅和钨材料厚度在0.5 mm、铁和不锈钢材料厚度在3 mm附近时,即可满足辐射屏蔽要求。考虑到铅有毒性不易处理,钨价格较贵,本装置采用不锈钢材料作为放射源的屏蔽材料,厚度选择为5 mm,可同时满足安全性和经济性。
2.2 厚度测量系统性能验证
2.2.1系统稳定性 每次测量10 min,连续测量24 h,探测系统稳定性测试结果示于图6。由图6可知,除开始的三个点外,总计数变化小于3S(标准偏差);系统工作3 h后,系统更加稳定,相对标准偏差仅为0.057%。在系统调试中,预热时间设置为3 h,利用标准厚度样品标定的系统工作稳定,满足精度要求,因此预热时间定为3 h。
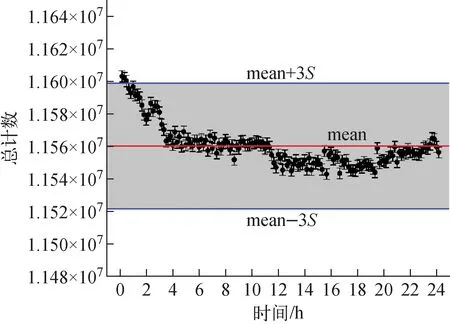
图6 探测系统稳定性测试
此外,对测量不同样品时的能谱进行分析,验证系统的稳定性,同时确定全能峰的位置,结果示于图7。从图7a可以看出,测量不同样品的能谱形状变化不大,全能峰基本保持在26~44的范围,因此可以将全能峰下阈值和上阈值定为26和44。当全能峰的位置确定后,对同种状态多次测量,扣除本底和高斯拟合后,峰位变化示于图7b;测量不同厚度的纸张样品时,峰位变化示于图7c,变化范围小于0.1。可以看出峰位变化均小于0.5,说明探测器测量相对稳定,选取的全能峰范围合理,可以用于后续测量。

图7 能谱及全能峰信息
2.2.2在线测量性能 该测量系统通过参数设置可以实现样品不间断测量、能谱变化实时监测、数据的批量处理和结果导出等功能,实现在线测量的功能,体现该系统厚度分辨要求不高时,对样品的快速测量能力,测量流程示于图8。
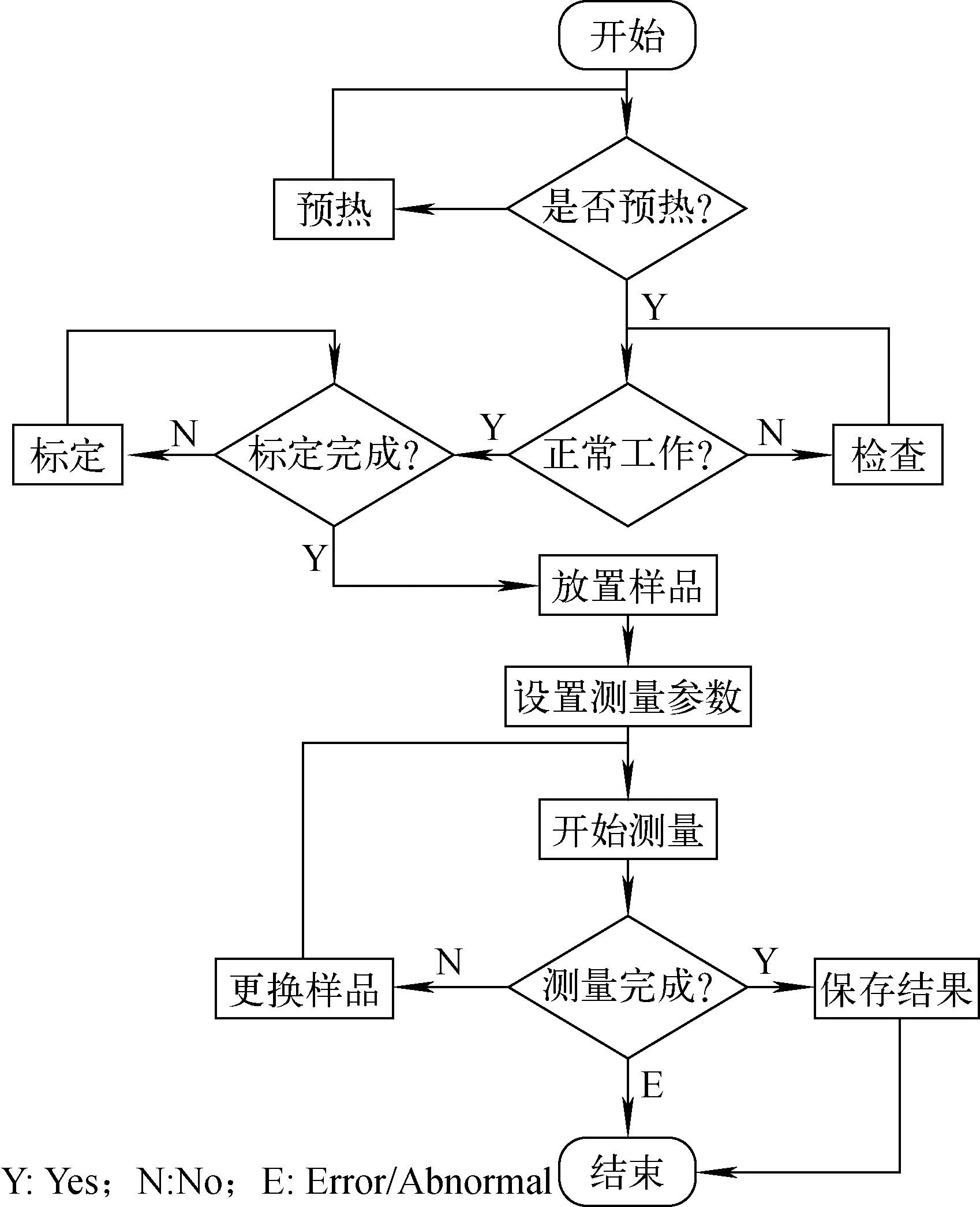
图8 测量分析流程
以常见的A4纸为例,通过不同层数的A4纸叠加,得到不同厚度的样品,利用游标卡尺进行标定之后,利用该系统进行实验测量,测量结果示于图9。可以看出,对200~1 400 μm范围的纸张厚度,测量时间5 min,厚度测量精度达到180 μm(图9a);测量时间为10 min时,厚度测量精度可以达到90 μm(图9b);图中模拟结果和实验结果几乎一致,证明模拟模型设置合理,结果可信度高;相比于实验结果,模拟结果更接近于线性,这是因为测量环境,工作设备的波动等因素无法模拟导致。
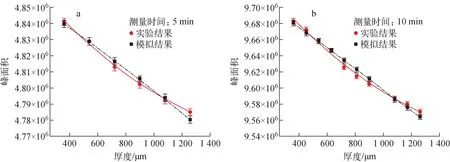
图9 峰面积与纸张厚度的关系
对圆台型样品进行测量,每种样品测量1 min,测量结果示于图10,可以看出对于密度在1.0~2.2 g/cm3的圆台样品,测量时间1 min足以实现1 mm的厚度鉴别;同种厚度下,峰面积计数不与密度呈现正相关,这是因为样品的材料不同,透过的射线不仅与样品的厚度和密度相关,还与样品的材料相关,材料组分决定了样品的质量吸收系数。通过实验证明本系统对厚度测量精度要求较低时,可以实现高效、实时在线测量。
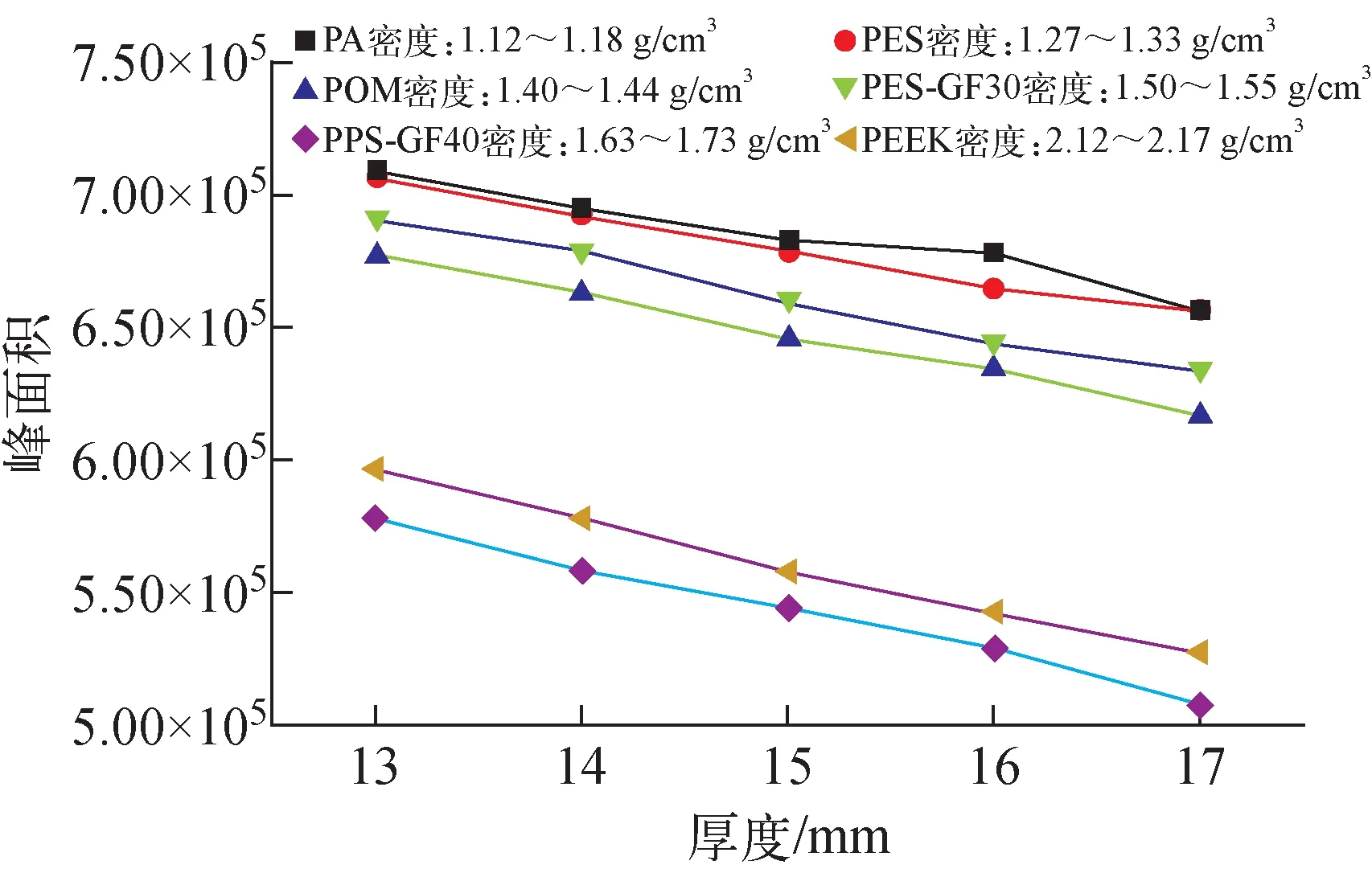
图10 峰面积与圆台型样品厚度的关系
2.2.3高精度测量性能 对系统的在线测量性能验证后,对1.001、1.000、1.004 mm标准厚度的高速钢样品和氧化锆陶瓷样品进行组合,可以得到不同厚度的标准样品,对其进行测量,研究系统的高精度测量性能。氧化锆陶瓷和高速钢样品测量结果分别示于图11、图12。结果表明,对于陶瓷样品,厚度在1 mm附近时,测量精度为0.001 mm(图11a),相同时间下,随着厚度增加到约2 mm,测量精度为0.002 mm,测量精度降低(图11b);对于高速钢样品,高速钢的质量衰减系数μm约为1.186 cm2/g,密度ρ约为8.5 g/cm3,厚度变化Δd为0.001 mm,将数据代入式(6),可以求得最小峰计数为8.8×106。实验中采用放射源活度为109Bq量级,射线源、准直孔、高速钢样品和探测器的相对布置如图2,测量时间60 min,对于1 mm附近的高速钢样品,峰计数在3.0×107附近,如图12(a),大于8.8×106,测量精度达到0.001 mm,符合设计要求。而厚度增加到3 mm附近时,测量精度下降到0.003 mm左右(图12b),可以通过增加源强或者延长测量时间来提高测量精度;实验中还发现,针对不同种类、不同厚度的样品,峰面积计数与厚度变化关系不同,应采用不同的拟合方式进行校准,以提高测量的精确度。
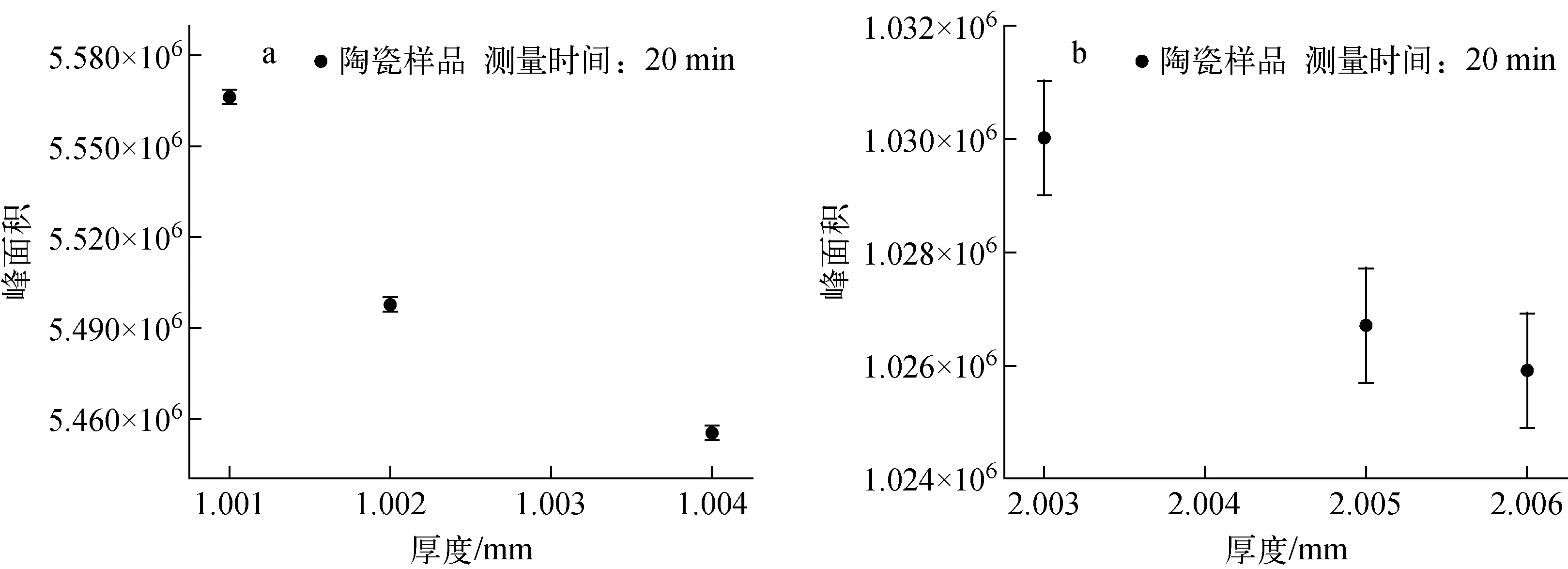
图11 氧化锆陶瓷样品测量结果
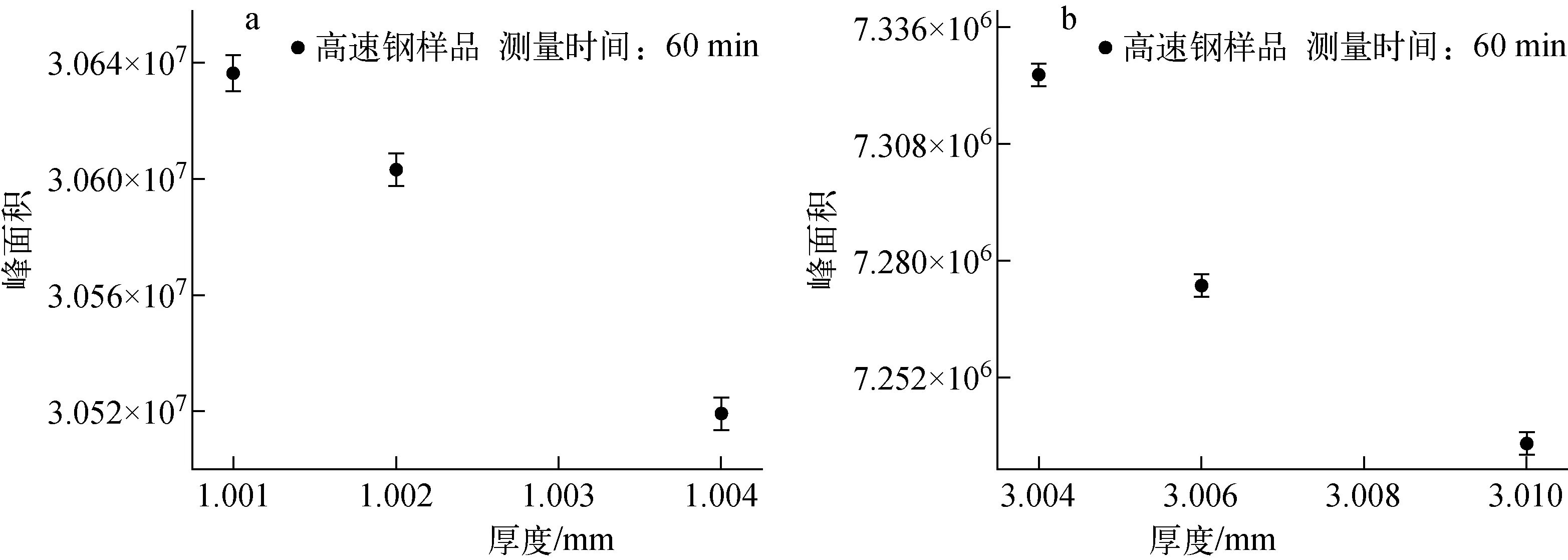
图12 高速钢样品测量结果
3 结论
基于241Am放射源和性能优异的CZT探测器,设计并搭建了一套高精度厚度测量系统,利用Geant4确定相关参数,通过实验证明:该系统长时间工作系统稳定,连续测量24 h,相对标准偏差约为0.057%;对于约1 mm的物质可以实现高效、实时在线厚度测量;当对测量精度要求高时,延长测量时间,对于约1 mm的高速钢样品和氧化锆陶瓷样品,测量精度可达1 μm,可以实现高精度厚度在线测量。因此,该厚度测量系统采用目前发展迅速、测量性能优异的CZT探测器和测量条件补偿法,提升了目前在线测量的性能,可根据实际需求,用于不同物质的厚度测量,达到目前先进的测量水平。
致谢:感谢兰州大学超算中心对本研究工作提供的超算平台支持。
猜你喜欢
核安全(2022年3期)2022-06-29
核安全(2022年3期)2022-06-29
冶金设备(2020年2期)2020-12-28
重型机械(2020年2期)2020-07-24
电子测试(2018年10期)2018-06-26
北京航空航天大学学报(2017年9期)2017-12-18
光学精密工程(2016年3期)2016-11-07
测绘科学与工程(2016年6期)2016-04-17
大型铸锻件(2015年5期)2015-12-16
山东冶金(2015年5期)2015-12-10