
滤棒物理指标在线测量系统预警方式改进
2023-07-26 00:40李乾姚祚李翠兰李云赏文凡曹正刚
品牌与标准化 2023年3期
关键词:预警
李乾 姚祚 李翠兰 李云 赏文凡 曹正刚
【摘要】滤棒物理指标在线测量系统有利于滤棒生产过程中质量控制,本文对滤棒物理指标在线测量系统预警方式进行了改进,通过单独快速检测缺陷项目,能在综合测试台第二次检测结果出现前,完成第一次测量预警的验证工作。
【关键词】滤棒物理指标;在线测量;预警
【DOI编码】10.3969/j.issn.1674-4977.2023.03.058
Improved Early Warning Mode of Online Measurement System of Filter Physical Indexes
LI Qian1,YAO Zuo2,LI Cuilan1,LI Yun1,SHANG Wenfan1,CAO Zhenggang1
(1.Huize cigarette factory of Hongyun Honghe Group,Qujing 654200,China;2.〔College of Food and Bioengineering〕Zhengzhou University of Light Industry,Zhengzhou 450066,China)
Abstract:The online measurement system for physical indicators of filter rods is beneficial to quality control during the production process. This article improves the warning method of the online measurement system for physical indicators of filter rods. By separately and quickly detecting defect items,it is possible to complete the verification work of the first measurement warning before the second comprehensive test results appear.
Key words:physical indexes of filter rod;on-line measurement;early warning
ZL29型纤维滤棒成型机组是由许昌烟机公司在德国Hauni公司AF-KDF 4滤棒成型机组技术基础上研发的一款单通道滤棒生产设备。其额定生产速度为600 m/min,在运行稳定性、滤棒产品稳定性、自动化程度等方面具有较高的水平。为实现滤棒生产过程质量控制,工厂增加在线滤棒取样与检验装置,实现重量、圆周、圆度和吸阻等物理指标数据的采集及信息处理功能。
1现有取样方式
1.1滤棒物理指标重要性
滤棒物理指标关系到卷制成型运行稳定性与成品卷烟吸阻、外观缺陷指标。当圆周超过一定的偏差后,将出现卷烟机滤棒接收装置入口堵塞、烟支漏气、水松纸搓接不良等问题;当压降超标后,将影响烟支感官质量,不利于卷烟产品均质化;当滤棒长度偏上限,将导致烟支烟丝端触头,直接影响烟支外观质量;当滤棒重量波动较大,将影响烟支重量稳定性。
1.2现有取样方式
会泽卷烟厂ZL29型纤维滤棒成型机组的滤棒输出方式采用高位内角输出,传递鼓轮组件将滤棒从接收鼓轮传递给下传递鼓轮,上传递鼓轮从下传递鼓轮接收滤棒后再输送给滤棒输出皮带,皮带位置高于接收鼓轮,最后经过滤棒装盘机进入滤棒高架库。为及时掌握滤棒成型设备生产过程中滤棒物理指标波动情况,在装盘机与上传递鼓轮连接输送皮带中间部位上方安装类三角形弧形板,弧形板后侧安装一个可以旋转的烟轴向方向开口空心管,滤棒沿着类三角形弧形板上表面、旋转空心管无开口面移动后进入装盘机。当在线测量装置需要取样测量时,带有开口的空心管旋转一个方向,滤棒进入空心管内,空心管旋转一定角度后,利用压缩空气将滤棒通过输送弯管向综合测量台入口输送。综合测试台入口的圆环套管上方的输送管安装一组对射检测装置,检测到滤棒经过后,嵌套在圆环套管內的气动组件利用压缩空气形成反向缓冲,滤棒从高速移动转变为圆环套管内浮动,在压缩空气被关闭后,滤棒依靠自重下落到综合测量台测量通道内。出于降低消耗的目标,综合测试台设置:每12 s对输送皮带上的滤棒进行取样,连续30支为一组进行物理指标(质量、长度、圆周、吸阻、圆度)统计分析计算。
1.3质量预警方式
现在KDF4成型机生产常规滤棒速度为6000支/分钟,而每一个滤棒盒可以装4600支滤棒(均值)。现有的滤棒盒两端被气缸夹持,随着YJ37型装盘机将一排滤棒不断平推逐渐降低一个滤棒端面高度,最后通过气缸两端的磁性开关触发滤棒盒满的信号,进行下一轮装盘。如果圆周、吸阻、长度指标超限,等待第二次缺陷滤棒依然存在,12 s内可能大约1200支滤棒无法进行二次验证,需要人工抓一定数量的滤棒到综合测试台进行复测,等到测量结果出来,可能产生2000左右滤棒。由于对取样时间点与滤棒盒的高度未形成关联,只能估算从滤棒开始取样到人工复测阶段共生产多少支滤棒,进而无法判定缺陷的滤棒具体在那个滤嘴盒内,更无法进行研判缺陷滤棒在滤棒盒内的具体位置,造成质量追溯困难。因此将最近两盒滤棒直接当成废弃滤棒处理,造成烟用材料的浪费。由于现有综合测试台无报警功能,操作人员如果不一直关注测量结果,可能进入到下一组测量界面,人工不能观察到最近物理指标波动情况,只有通过历史测试数据进行追溯,通过取样时间点到发现问题时间点的时间差乘以成像设备运行速度推理出该缺陷滤棒盒的大概位置。
部分卷烟企业在成型设备上方单独安装一块触摸显示屏,便于操作人员能随时观看测量过程物理指标变化,该触摸显示屏带报警功能,当综合测量台出现缺陷数据时候,报警器将报警,提示操作人员进行关注设备运行状态,当连续两次测量的滤棒出现相同缺陷项时,需要操作人员进行人工送检复测,当复测依然是相同故障缺陷时候,需进行设备调整或者保养操作,工艺质量人员通过MES检测数据统计结果,结合车间摄像视频关注操作人员是否按照规定进行操作。这种制度能有效保证不会出现大规模物理指标缺陷的滤棒,但是需要操作人员精力高度集中,如果无法精准判定缺陷产生滤棒所在具体滤棒盒具体位置,就会造成滤棒严重的浪费。
2取样方式改进设计
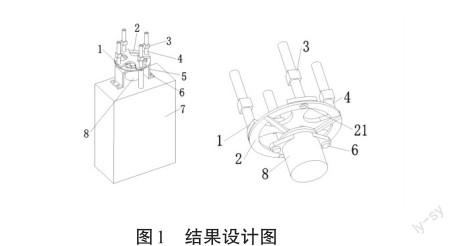
参见图1,一种滤棒物理指标二次检验系统主要由转盘1、底板2、对射开关3、空心管4、安装板5、螺栓6、综合测量台7、步进电机8、控制器11、步进电机控制器12、激光传感器9、漫反射开关10组成,对射开关安装在滤棒采集装置压缩空气减速装置下面,空心管上面。空心管下部的外螺纹与转盘环面的螺纹孔进行连接固定,转盘与步进电机输出轴利用轴肩与轴键配合连接,步进电机穿过安装板中间部位,利用两个螺栓进行固定,安装板通过四个螺栓固定在综合测量台顶部。底板对称轴心线与转盘轴心线重合,底部通过三个均布的螺栓固定在安装板上端面。
激光测距传感器(左)对应着滤棒盒一侧顶部,高度为H1,另一个(右)对着滤棒盒盛装滤棒的中心部位,高度为H2,漫反射开关位于滤棒盒输送通道一侧,且在正在装滤棒盒后面位置,计数为J,设置工作时间段,在设备工作时间阶段,J从0不断进行累加,J自带数字显示屏,实时显示生产的滤棒盒数,H3为滤棒盒内滤棒即将换滤棒盒的高度。滤棒高度为:H1+滤棒盒高度(H0-H2)。4个空心管分别对应着四台成型机各个滤棒采集通道,控制器与五台综合测试台数据传输,其中一台为独立的综合测试台,该综合测试台根据其他四台综合测试台的缺陷项,进行该项目的单独测量。
当某一个成型综合测试台某一次滤棒取样,测量结果显示异常,控制器采集到该缺陷项、缺陷产生的时间、滤棒盒的高度、成型机台号,启动独立综合测试台取样工作,分别取2只滤棒,间隔3 s,滤棒经过发送、减速阶段后,对射开关检测到滤棒信号后,进入到空心管内,步进电机驱动旋转盘转动一定角度后,在独立综合测试台测试入口上方停止转动,由于底板上开设有孔洞,因此滤棒进入综合测试台内,而综合测试台根据检测缺陷的项目与机台信息单独对其进行项目检测,如两只滤棒在正常范围内,该轮取样结束,如果异常,两只滤棒分别对应着该项指标的两个极限,即一大一小,该测量结束。如果两只滤棒与某成型综合测量台缺陷项偏向一样,该控制器调用报警器,提醒操作人员进行介入,进行设备保养或者结构参数调整,并自动定位该滤棒所在的滤棒盒以及所处的高度。
某台综合测试台利用滤棒取样装置开始用正压输送滤棒时候,控制器采集正在装滤棒的滤棒盒内滤棒高度。N为从滤棒在线取样点到滤棒装盘机即将推送到滤棒盒内的通道内所有滤棒数量,根据KFD4成型机到装盘机具体数量进行设置。滤棒总数量S=(H1+H0-H2)×4600/H3+N。S>4600时,缺陷位置高度H4=[S-INT(S/4600)×4600]×H3/4600,濾棒缺陷所处于盒数:J+INT(S/4600)+1;S<4600时,缺陷位置高度H4=(S/ 4600)×H3,滤棒缺陷所处于盒数:J+1。人工在设备进行停机保养的时候,根据控制显示的滤棒缺陷所处于盒数与J显示数据,便能判断滤棒盒通道哪一盘是缺陷盘。
通过单独设置综合测试台,与每台成型机综合测试台进行互动,快速对缺陷项进行二次验证,减少出现滤棒缺陷项就报警的情况出现,能自动定位到取样点缺陷滤棒所在滤棒盒位置以及在某一盒子的具体高度,方便进行质量追溯,降低滤棒被废弃的数量。
3总结
随着云平台、5G+工业互联网、大数据、自动化技术等在烟草行业的应用,滤棒物理指标在线测量系统每天将产生大约100组测量数据。我们应借用机器学习、神经网络、深度学习等理论对滤棒生产过程中各种物理指标变化进行智能预测,减少操作人员的干预程度,尤其是滤棒吸阻标偏合格率、滤棒圆周Cpk合格率等指标。
【参考文献】
[1]陈萧.烟滤棒成型设备开松机构的工艺参数优化[D].南京:南京理工大学,2010.
[2]冷和.滤棒成型机送丝喷头改进设计及性能实验研究[D].昆明:昆明理工大学,2008.
【作者简介】
李乾,男,1988年出生,工程师,硕士,研究方向为卷烟工艺及质量管理。
(编辑:谢飞燕)
猜你喜欢
学苑创造·A版(2023年6期)2023-06-16
中华建设(2020年5期)2020-07-24
今日农业(2019年12期)2019-08-13
基层中医药(2018年11期)2018-02-14
现代园艺(2017年22期)2018-01-19
中国卫生(2016年12期)2016-11-23
知识经济·中国直销(2016年8期)2016-02-27
广西警察学院学报(2016年5期)2016-02-27
火控雷达技术(2016年3期)2016-02-06
集美大学学报(自然科学版)(2015年1期)2015-02-28
