煤矿带式输送机纠偏装置优化应用
2023-07-26 06:38张攀峰
山东煤炭科技 2023年6期
张攀峰
(山西省长治经坊煤业有限公司,山西 长治 046000)
1 概述
经坊煤矿605 运输顺槽位于井田六采区,北侧邻近3-606工作面(未掘),南侧、东侧邻近井田边界,西侧与六采区轨道、回风巷相连通。
605 运输顺槽掘进长度为543 m,巷道断面规格为宽×高=4.5 m×2.5 m,巷道掘进煤层为3#层,平均厚度为5.5 m,平均倾角为6°。顺槽沿3#煤层底板进行掘进,截至2022 年3 月14 日巷道已掘进240 m。巷道采用综合机械化掘进工艺,采用EBZ200 型掘进机掘进,采用SSJ-80 型带式输送机运输,巷道安装两套FBD 型局部通风机进行供风。
SSJ-80 型带式输送机运输机头与盘区带式输送机搭接,机尾与转载机搭接,带式输送机采用双电机驱动,电机功率为45 kW,输送机最大运输长度为600 m,带宽为0.8 m,最大运输能力为400 t/h。具体技术参数见表1。

表1 SSJ-80 型带式输送机主要技术参数表
2 带式输送机跑偏特性及机理
605 运输顺槽在前期掘进过程中由于受施工条件、输送机安装质量以及纠偏效果等影响,输送机频繁出现跑偏现象。
2.1 带式输送机跑偏特性
带式输送机在正常运转时滚筒、托辊对输送带产生一个恒定的静摩擦作用力,输送带稳定运行时输送带中心线与滚筒、托辊轴线相互垂直,输送带在中心线方向上受力均匀,如图1(a)所示,在径向方向上不受其他作用。当带式输送机出现跑偏后,输送带运转方向与设计带中心线出现水平偏角,跑偏后输送带中心线与滚筒、托辊轴线不垂直,滚筒、托辊对输送带产生的静摩擦力不在输送带中心线方向上且受力不均,如图1(b)所示,且在输送带径向方向上产生跑偏分力,导致输送带在分力作用下出现跑偏、撕断现象。
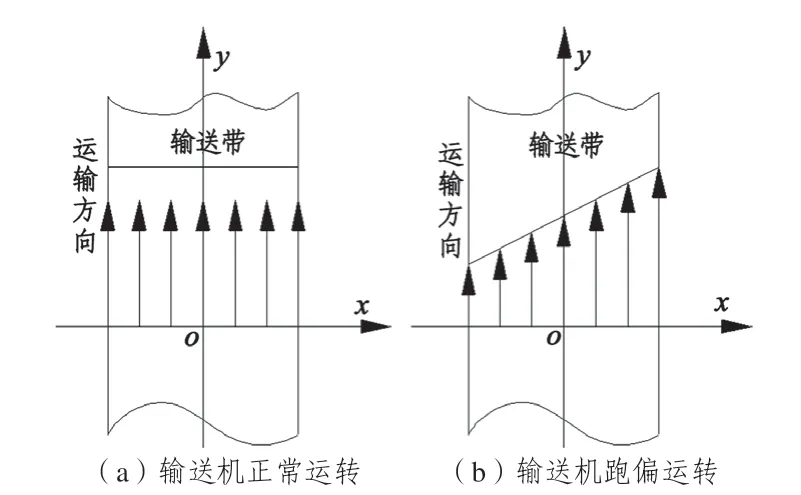
图1 带式输送机非跑偏状态与跑偏状态下拉应力分布图
2.2 带式输送机跑偏机理
通过现场对605 运输顺槽内SSJ-80 型带式输送机观察发现,带式输送机跑偏主要有以下三方面原因:
1)输送机安装质量差。605 运输顺槽掘进煤层平均倾角为6°,输送机安装后倾角大,同时受掘进机掘进影响,造成巷道底板高低起伏,输送机安装后输送带与滚筒之间无法完全接触,在运输过程中输送带出现“上跳下窜”现象,导致输送带跑偏。
2)物料冲击影响。605 顺槽带式输送机机尾与转载机机头搭接,搭接高度为1.2 m,巷道掘进机后煤矸通过转载机下方至输送机内,由于掘进期间矸石量大,且转载机机头处于移动状态,导致煤矸卸载时位置不固定,对输送带产生移动冲击力,造成输送带在径向产生冲击分力,导致跑偏现象。
3)纠偏效果差。605 顺槽安装SSJ-80 型带式输送机主要通过安装立式纠偏托辊进行防跑偏。立式纠偏托辊主要由金属托辊和立式托辊架组成,托辊安装后与H 架间距为0.4 m,与H 架夹角为60°。当输送带跑偏后与托辊接触控制输送带跑偏范围扩大,传统纠偏托辊无法对输送带产生一个复位纠偏力,而且对于输送带小范围跑偏不起作用,整体纠偏效果差、故障率高且对输送带磨损严重。
3 带式输送机纠偏装置优化改进
针对传统纠偏装置结构简单、纠偏效果差、故障率高等技术难题,经坊煤矿通过技术研究,决定对605 运输顺槽带式输送机纠偏装置进行优化,安装了一套电控纠偏装置及机械纠偏托辊[1-5]。
3.1 纠偏装置结构组成
3.1.1 电控纠偏装置结构组成
1)电控纠偏装置主要由输送带跑偏检测装置和输送带纠偏装置两部分组成。防跑偏检测装置主要由检测托辊、传动机构、检测机构、复位弹簧等部分组成;传动机构主要由轴承、传统齿轮、从动齿轮、长轴等部分组成;检测机构主要由角度传感器、PLC 控制器等部分组成。如图2(a)。
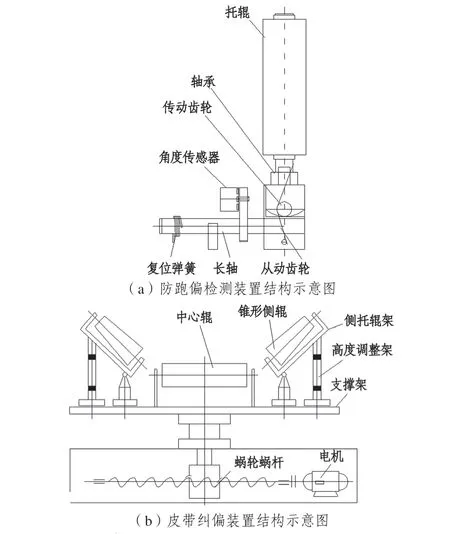
图2 带式输送机电控纠偏装置结构示意图
2)输送带纠偏装置主要由托辊组、支撑架、纠偏机构等组成。托辊组主要由2 个锥形侧辊和一个中心辊组成,托辊组安装在支撑架上,两侧锥形侧辊可通过支撑架调节高度及布置角,如图2(b)。
3)纠偏机构主要由小型防爆电机、蜗轮蜗杆、传动轴等部分组成,纠偏机构连接在支撑架下方。防爆电机功率为5 kW,通过处理器与检测机构中的PLC 控制器连接。
3.1.2 机械纠偏托辊结构组成
1)机械纠偏托辊主要由固定架、安装组件、机械橡胶托辊等部分组成。机械橡胶托辊主要由橡胶辊、中心轴承、滚动轴承、固定销、强力复位弹簧、内套、固定套、限位块等部分组成。如图3。
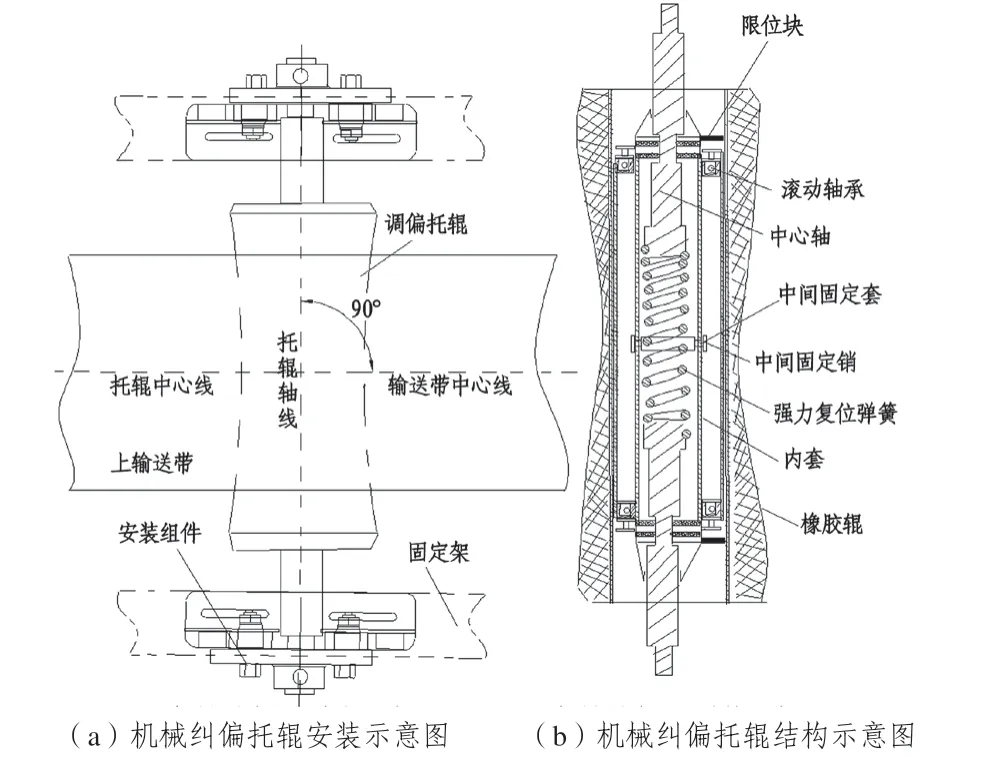
图3 带式输送机机械纠偏托辊结构示意图
2)橡胶辊长度为1.0 m,直径为30 mm,外部采用阻燃橡胶包裹。橡胶表层为颗粒结构,增加托辊与皮带之间静摩擦力,橡胶辊内部活动连接2 根中心轴,轴承内端连接一根强力复位弹簧。中心轴、复位弹簧安装内套内部,内套中部安装固定销起到限位作用。
3)在橡胶辊两侧安装限位块防止中心轴滑落,橡胶辊通过安装组件安装在固定架上,固定架安装在带式输送机上皮带下方。安装时托辊轴线与输送带中心线垂直,托辊中心线与输送带中心线重合,如图3(a)。
3.2 纠偏装置工作原理
3.2.1 电控纠偏装置工作原理
1)当带式输送机出现跑偏时,跑偏输送带与跑偏检测装置中托辊接触,并带动托辊转动,托辊通过轴承、传动齿轮、从动齿轮带动长轴转动,然后通过角度传感器分析托辊旋转角度,从而计算出输送带跑偏量,并将计算结果上传至PLC 控制器内。
2)PLC 控制器接收数据信号后及时进行处理、分析,并对纠偏装置中电机下达“开启”指令,电机开启后带动蜗轮蜗杆向输送带非跑偏一侧倾斜,同时托辊组在轴承带动下同样向输送带非跑偏一侧倾斜,托辊组在倾斜过程中锥形侧辊通过挤压跑偏输送带实现输送带纠偏目的。
3.2.2 机械纠偏托辊工作原理
通过现场观察发现,电控纠偏装置对跑偏量大于0.3 m 的输送带纠偏效果好,但是对于小范围跑偏的输送带纠偏效果差,所以可通过安装机械纠偏托辊进行纠偏。
1)机械纠偏托辊与上输送带底部接触,正常运输时机械纠偏托辊可作为输送带承载件,当带式输送机出现下范围跑偏时,在静摩擦作用力跑偏输送带会带动橡胶辊向跑偏侧水平移动。
2)橡胶辊在移动过程中强力复位弹簧被拉伸,拉伸过程中对橡胶辊施加一个反向复位拉力,橡胶辊水平位移越大,弹簧对橡胶辊产生的复位拉力越大,从而阻止橡胶辊移动,橡胶辊对跑偏输送带在径向产生反向静摩擦力,从而实现输送带纠偏复位目的。
3.3 实际应用效果
经坊煤矿对605 运输顺槽SSJ-80 型带式输送机纠偏装置优化后,共计安装了2 套电控纠偏装置以及8 个机械纠偏托辊,通过6 个月实际应用:
1)降低了跑偏事故率。统计发现巷道掘进前期共计出现输送机跑偏28 次,跑偏导致断带事故7起,电机烧毁事故1 起,输送机机身跑偏倒架事故4 起,造成经济损失达20 余万元,跑偏事故率占总机电事故率的17%。而纠偏装置优化后,巷道在后期掘进过程中带式输送机共计出现跑偏4 次,发生2 起输送带跑偏撕带事故,未发生倒架、电机烧毁事故,输送机跑偏事故率降至3%以下,设备维修费用减少了17.8 万元。
2)降低装置故障率。传统纠偏托辊纠偏时输送机每30 m 需安装一组,共计安装18 组,安装数量多,每天检修班需安排3 人对纠偏托辊进行更换维护,劳动作业强度大,而且纠偏托辊易磨损,平均每月需更换20~30 组纠偏托辊,故障率高。优化后纠偏装置仅需安装2 套即可,装置自动化水平高,每天只需1 人操控维护即可,降低了劳动作业强度,而且优化后装置在后期使用时只更换了5 根锥形侧辊,装置故障率低。
4 结语
经坊煤矿对SSJ-80 型带式输送机纠偏装置优化后,与传统纠偏装置相比,电控纠偏装置自动化水平高、纠偏效果好,纠偏过程中无需人工干预,劳动作业强度小;机械纠偏托辊结构简单,可对小范围跑偏的输送带实现纠偏复位作用,与电控纠偏装置相互配合,可适用于不同型号的带式输送机中,应用领域广,对带式输送机起到了预期纠偏效果,具有推广应用价值。
猜你喜欢
机械管理开发(2020年11期)2020-04-15
山东冶金(2019年3期)2019-07-10
铜业工程(2018年6期)2019-01-07
——目镜套筒
上海计量测试(2016年1期)2016-08-03
设备管理与维修(2016年5期)2016-03-16
中外医疗(2015年5期)2016-01-04
橡胶工业(2015年10期)2015-08-01
浙江理工大学学报(自然科学版)(2015年5期)2015-03-01
同煤科技(2015年2期)2015-02-28
电视技术(2014年7期)2014-03-11