真空加压气淬工艺对W2Mo9Cr4VCo8(M42)钢组织和性能的影响
2023-08-30 05:19孙朝海权纯逸胡福常
热处理技术与装备 2023年4期
赵 栋,孙朝海,权纯逸,罗 建,胡福常
(沈阳飞机工业(集团)有限公司,辽宁 沈阳 110850)
近年来,随着国家对环境保护和节能要求的不断提高,对于高能耗、不环保的工艺技术提出了有序退出、逐步替代的要求。针对刀量具产品普遍采用氯化钡高温盐浴炉、硝盐浴等温淬火槽等高能耗设备进行热处理的问题,亟需开展清洁、无污染的新型热处理工艺探索。加压真空气淬工艺具有无氧化、无脱碳、无合金元素贫化的特点[1-2],可实现光亮热处理,使零件脱脂、脱气,避免表面污染和氢脆,同时可实现对加热速度和冷却速度的控制,从而减少零件热处理变形,提高产品的综合性能[3-4]。本文采用真空加压气淬的方法,研究在不同压强下W2Mo9Cr4VCo8(M42)钢的淬透效果、金相组织和硬度,获得不同规格M42铣刀真空加压气淬的应用条件。
1 试验材料和方法
1.1 试验材料
试验材料为热轧态W2Mo9Cr4VCo8(M42)高速工具钢,其化学成分如表1所示。

表1 W2Mo9Cr4VCo8钢化学成分(质量分数,%)Table 1 Chemical Composition of W2Mo9Cr4VCo8 steel (mass fraction,%)
真空加压气淬气体为标准GB/T 8979—2008中要求的高纯氮气,热处理前参照标准GB/T 394.1—2008进行清洗。采用法国BMI真空高压气淬炉进行热处理;采用OLYMPUS GX51金相显微镜进行金相组织观察;采用HVS-1000A洛氏硬度计进行洛氏硬度检测。
1.2 试验方法
根据W2Mo9Cr4VCo8(M42)钢在盐浴炉中生产的热处理工艺情况及最终的硬度要求值,确定其主要的真空热处理工艺参数。根据热处理淬透性的要求(长径比2.5~3),选择三种规格的试验件。结合真空加压气淬炉的气淬能力,选择工艺试验的气淬压强分别为1、5和9 bar。根据心部截面的硬度检测结果,计算试验材料的淬透深度。试验装炉情况、试样选取及测试示意图如图1所示,并观察心部的金相组织。真空加压气淬试验工艺参数如表2所示。

图1 (a)试验件装炉、(b)试样选取及(c)截面硬度测试示意图Fig.1 (a)Furnace loading,(b)sample selection and (c)schematic dingram of section hardness testing

表2 真空加压气淬试验工艺参数Table 2 Process parameters of vacuum pressure quenching test
2 试验结果及分析
2.1 硬度
将三种规格的W2Mo9Cr4VCo8(M42)试验件在不同气淬压强下进行真空气淬,试验的炉温曲线图见图2。
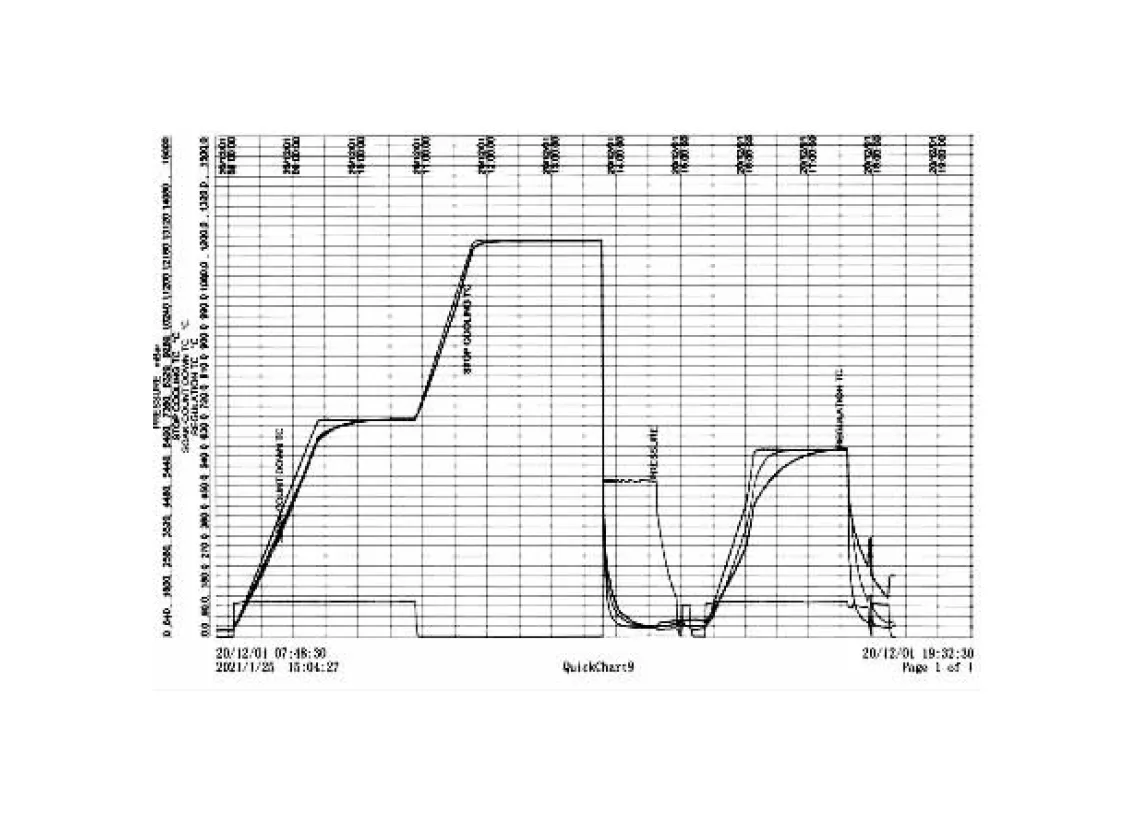
图2 W2Mo9Cr4VCo8钢加压气淬及回火炉温曲线图Fig.2 Furnace temperature curve of pressure quenching and tempering for W2Mo9Cr4VCo8 steel
由于W2Mo9Cr4VCo8(M42)试验件淬火后硬度不高,多次回火后产生二次硬化现象。因此,按照工艺实际情况经不同压强气淬后,进行三次560 ℃回火,使其产生进一步的强化效果。气淬+三次回火后W2Mo9Cr4VCo8(M42)试验件的硬度变化趋势分别见图3、图4和图5。
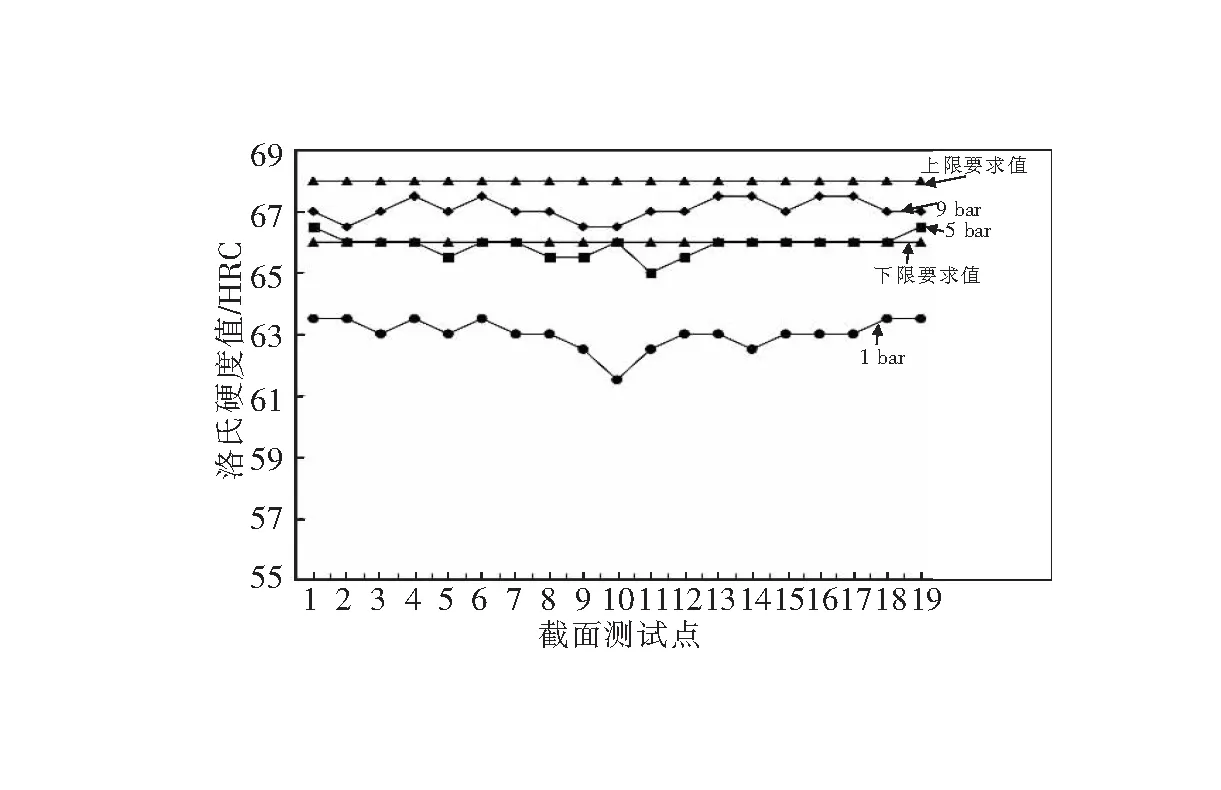
图3 不同气淬压强下φ90 mm规格W2Mo9Cr4VCo8试验件的截面硬度变化曲线Fig.3 Cross-section hardness variation curve of φ90 mm W2Mo9Cr4VCo8 test piece under different gas quenching pressures

图4 不同气淬压强下φ30 mm规格W2Mo9Cr4VCo8试验件的截面硬度变化曲线Fig.4 Cross-section hardness variation curve of φ30 mm W2Mo9Cr4VCo8 test piece under different gas quenching pressures
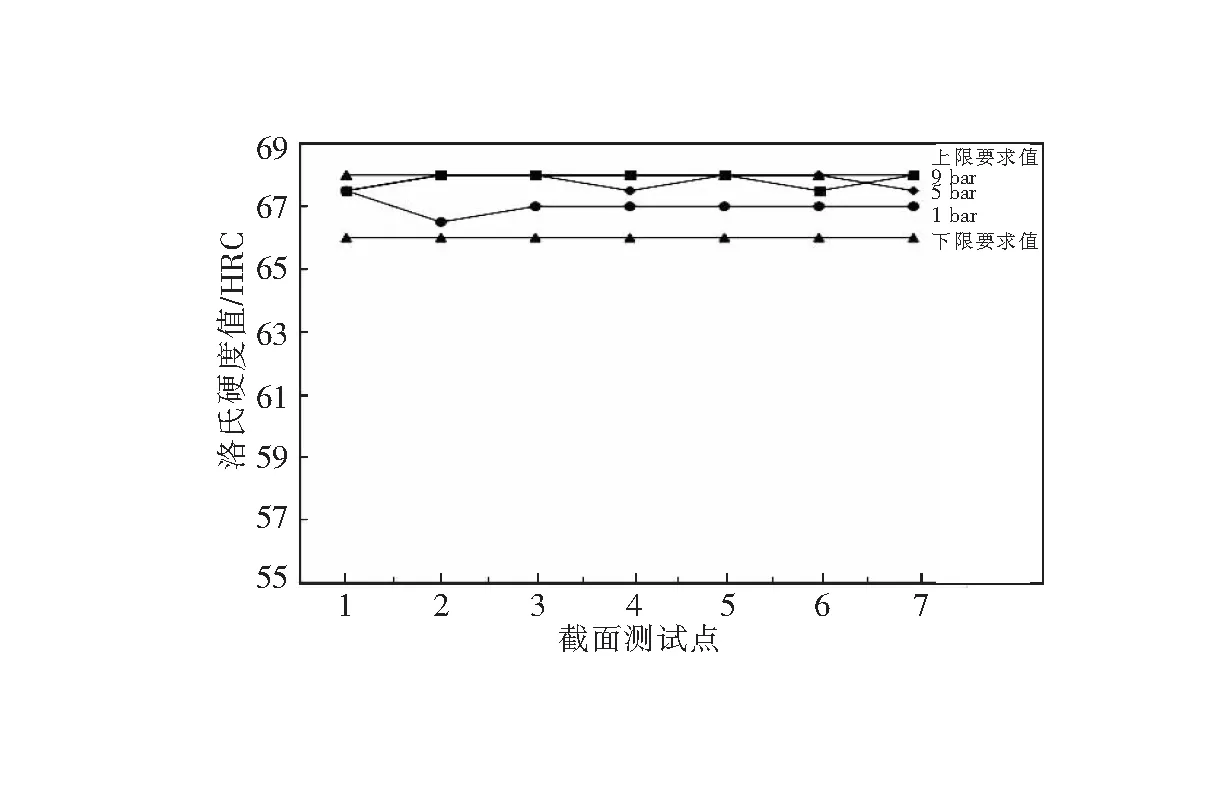
图5 不同气淬压强下φ10 mm规格W2Mo9Cr4VCo8试验件的截面硬度变化曲线 Fig.5 Cross-section hardness variation curve of φ10 mm W2Mo9Cr4VCo8 test piece under different gas quenching pressures
从图3、图4、图5中可以发现,φ90 mm规格的试验件在9 bar气淬条件下,硬度在66~68 HRC范围内,符合工艺要求;φ30 mm规格的试验件在5 bar和9 bar气淬条件下,硬度在66~68HRC范围内,符合工艺要求;φ10 mm规格的试验件在1、5和9 bar气淬条件下,硬度在66~68 HRC范围内,符合工艺要求。因此,可以确定不同气淬压强下的淬透性分别为:1 bar气淬条件下,可淬透的尺寸为10 mm以下;5 bar气淬条件下,可淬透的尺寸为30 mm以下;9 bar气淬条件下,可淬透的尺寸为90 mm以下。
2.2 金相组织
不同真空气淬压强下W2Mo9Cr4VCo8(M42)试验件心部的金相组织如图6所示。从图6中可以看出,W2Mo9Cr4VCo8试验件气体淬火+三次回火后的组织均为回火马氏体、碳化物及残留奥氏体。其淬透性较好,均可得到所需的马氏体组织,最低硬度为61 HRC。但不同的冷速下,从固溶体中脱溶出的金属化合物及碳化物数量及大小不同,使硬度产生差异;而且不同冷速淬火后,残余奥氏体数量不同[5-6],在经过多次回火二次硬化后,回火马氏体和残余奥氏体的含量不同,从而导致二次硬化后试验件硬度不同。
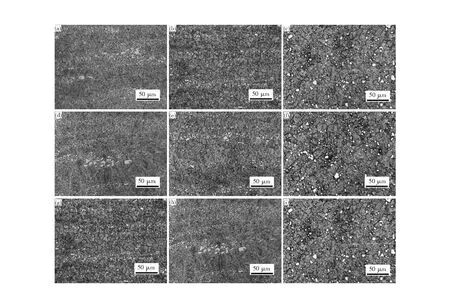
(a)1#试样;(b)4#试样;(c)7#试样;(d)2#试样;(e)5#试样;(f)8#试样;(g)3#试样;(h)6#试样;(i)9#试样图6 不同真空气淬压强下W2Mo9Cr4VCo8(M42)试验件心部的金相组织 (a) 1# sample; (b)4# sample; (c)7# sample; (d)2# sample; (e)5# sample; (f)8# sample; (g)3# sample; (h)6# sample; (i)9# sampleFig.6 Microstructure of the center of W2Mo9Cr4VCo8 (M42) test piece under different vacuum gas quenching pressures
根据试验结果,对W2Mo9Cr4VCo8钢制造的铣刀试验件进行加压气淬试验,得到了满意的效果, 试验件如图7所示。

图7 真空加压气淬铣刀试验件Fig.7 Milling cutter test piece after vacuum pressure quenching
3 结论
1)W2Mo9Cr4VCo8钢在不同真空气淬压强下的淬透性分别为:1 bar气淬条件下,可以淬透的尺寸为10 mm以下;5 bar气淬条件下,可以淬透的尺寸为30 mm以下;9 bar气淬条件下,可以淬透的尺寸为90 mm以下。
2)W2Mo9Cr4VCo8钢淬火+三次回火后金相组织为回火马氏体、碳化物及残留奥氏体。由于多次回火把大量的残余奥氏体进一步转变为回火马氏体,这也是产生二次硬化的主要原因。
3)对于工具钢制件,真空加压气淬工艺可以实现淬火+多次回火的连续进行,从而减少以往淬火和回火后清洗、多次绑扎及后续吹砂工序,大约可以缩减整个工艺过程时间的30%。
4)建议根据本研究的淬透性对应关系,在实际零件生产中合理选择气淬压强,以达到生产成本与产品质量最佳搭配。
猜你喜欢
当代水产(2022年6期)2022-06-29
政工学刊(2021年12期)2021-12-22
宝藏(2021年6期)2021-07-20
山东冶金(2019年1期)2019-03-30
制造技术与机床(2017年3期)2017-06-23
制造技术与机床(2017年3期)2017-06-23
汽车与新动力(2014年5期)2014-02-27
热处理技术与装备(2014年6期)2014-01-10
热处理技术与装备(2014年6期)2014-01-10
热处理技术与装备(2014年6期)2014-01-10