
磁介质易磁化特性在水处理中的应用
2023-09-21 06:59唐珍建任成全
皮革制作与环保科技 2023年15期
陈 立,易 洋,唐珍建,任成全
(中建环能科技股份有限公司,四川 成都 610045)
引言
磁介质混凝沉淀技术是在传统混凝沉淀、高密沉淀和加沙沉淀等传统处理工艺的基础上发展起来的。通过引入比重大、可高效回收的磁性微粒(磁介质),先利用混凝剂改变原水中胶体的表面性质,促进以磁介质作为晶核进行凝聚,并在助凝剂的作用下使絮团聚集增大[1]。比重为4.5~5的磁介质会使生成的絮体密度更大,起到重力助沉的作用,使其在沉淀池中快速沉降,从而实现固液快速分离、净化污水的目的。
磁介质混凝沉淀技术因具有速度快、效率高、占地面积小、投资小等诸多优点[2],在市政污水处理厂提标改造和工业除磷等领域得到了快速发展和应用。
磁介质是一种具有稳定化学性质的铁磁性微米级颗粒物,其主要成分为四氧化三铁(Fe3O4)[3],作为实施磁介质混凝沉淀技术的重要载体,其特性对于磁介质混凝沉淀技术的应用效果具有决定性作用。目前人们对磁介质的特性多关注于磁性物含量和粒径等参数,而对于磁介质易磁化特性及其应用尚未进行研究。
1 磁介质易磁化特性的研究
不同粒径的磁介质粉末通常具有不同的性质,一般来说,纳米级磁介质具有超顺磁性,超顺磁性就是当撤去背景磁场后,纳米颗粒的剩余磁化强度也就趋于零。这是因为,当磁介质尺寸较小时,各方向异性减弱到与热运动能可以相比拟,磁化方向也就没有固定的易磁化方向,从而做无规律变化,因此也就有了超顺磁性。
当微米级磁介质的尺寸大于超顺磁性的临界尺寸时,一般情况下会呈现出较大的矫顽力,因此会具有磁滞效应,简称为磁滞[4]。
铁磁性物质的磁化存在明显的不可逆性,当微米级磁介质在磁场中达到饱和状态后,如果将背景磁场强度由最大值逐渐减小,铁磁性物质的磁感应强度并不会按照原来的途径返回,而是比原来的曲线略高,即铁磁性物质磁感应强度的变化会滞后于外加磁场强度的变化。也就是说,当背景磁场施加于铁磁性物质时,其原子的偶极子将按照外加场自行排列,即使当背景磁场被撤离后,部分排列仍然会保持原来的状态,即铁磁性物质被磁化后,其磁性会继续保留一段时间,而且铁磁性物质的磁化程度也与背景磁场和磁化时间成正比[5]。
从理论上分析,对于结构固定的磁回收机,其背景磁场越高,所提供的磁场力越大,得以回收的细颗粒磁介质也就越多,磁介质的回收率也就会越高。
因此,在混凝过程中,微米级磁介质被磁化后的剩余磁化强度能够促使磁介质颗粒之间相互吸引,这种现象对混凝效果及节省药剂是非常有利的。
但是从另一方面看,如果外加磁场过大,或者磁化时间过长,将会导致铁磁性物质经磁化后的剩余磁化强度过大(表征为铁磁性物质相互吸引力过大),这样又会形成混凝搅拌提供的能量不足以破坏“磁链”的现象[6],这种现象如图1所示,因而使磁介质出现“抱团”现象,不能充分分散与微小絮团的结合,这对混凝效果非常不利。所以确保磁介质回收率、降低磁介质的损失,同时合理控制磁介质的磁化,使之形成磁滞而又不会形成磁链,并强化混凝的效果,将是我们今后研究的重点。

图1 “磁链”现象
2 背景场强与磁介质回收率之间的关系
为了考察磁介质回收率与背景场强之间的关系,依据磁介质混凝沉淀技术工程应用参数,采用磁性物含量为97.51%、粒径范围在120~200目、占75.81%的磁介质,通过添加粉煤灰,按磁介质:粉煤灰为2:1的比例配置成浓度为0.6%的浆料,采用不同磁场强度的滚筒式磁选机考察磁介质回收率。试验结果如图2所示。
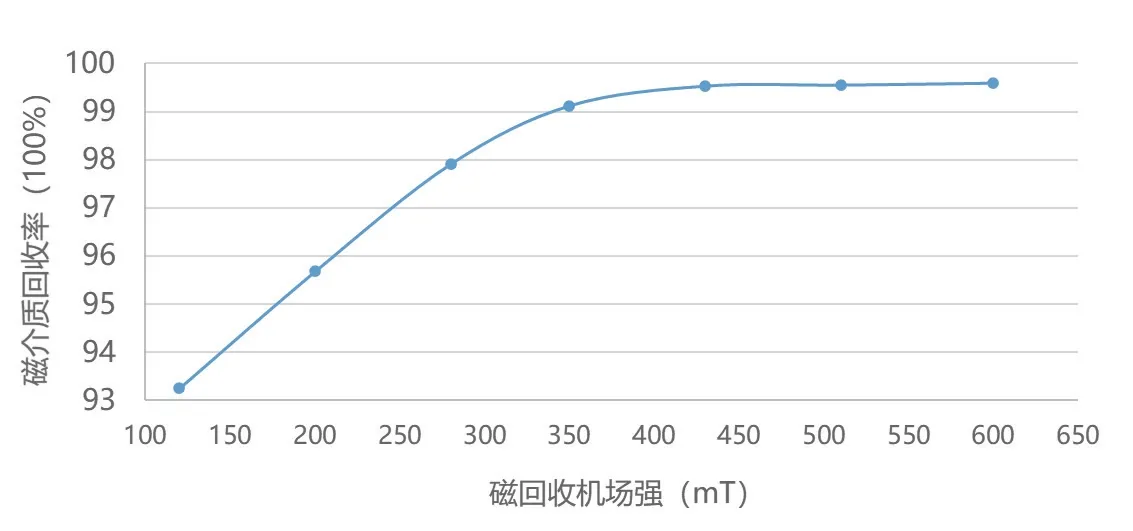
图2 背景场强与磁介质回收率之间的关系
通过图2的试验数据分析,对于滚筒式磁选机而言,背景场强由120 mT提高到600 mT时,磁介质的回收均呈现上升趋势,也就是说对于结构相同的磁回收机结构,其背景磁场越大,所能提供的用于吸附磁介质的磁场力也越大,磁介质回收率就越高。但是当背景场强由120 mT提高到430 mT时,磁介质回收明显上升;磁回收机背景场强由430 mT提高到600 mT,磁介质回收率的提升幅度很小,相对于永磁体的采购成本,性价比很低,因而确定对于回收特定物理特性的磁介质最佳背景场强以430 mT为宜。
3 特定背景场强磁化时间对磁介质磁化程度的影响
为了分析特定背景场强磁化时间与磁介质磁化程度的关系,可以利用多维高精度数字化测磁系统对磁化之后磁介质的剩余磁化强度进行测定,同时观察是否会出现磁链现象。结果如表1所示。

表1 磁化时间与磁介质剩余磁化强度试验结果
通过表1所示结果和现象,在背景场强为430 mT的条件下,磁介质磁化时间为2.0 s、剩余磁化强度为1.43 mT时,磁介质尚未出现磁链现象,但磁化时间为2.5 s,剩余磁化强度为2.87 mT时,磁介质开始出现磁链现象,也就是说 在背景磁场为430 mT的条件下,磁介质的最佳磁化时间为2 s,此时磁介质剩余的磁化强度为1.43 mT,而磁介质磁化时间超过2 s,剩余磁化强度就会导致磁链的形成。
4 磁回收设备对磁介质的磁化控制
通过上述研究,磁介质磁化条件为背景场强为4 300 Gs,磁化时间为2 s,结合磁回收机分选槽液位高低,确定磁介质混凝沉淀技术专用磁回收机滚筒的结构和运行转速。
4.1 磁回收机滚筒结构
确定磁介质混凝沉淀技术专用磁回收机滚筒结构如图3所示。

图3 磁回收机磁滚筒结构示意图
磁介质混凝沉淀技术专用磁回收机磁滚筒,环向上分为作用区、输送一区、输送二区、输送三区和卸渣区,各区域磁场强度依次降低:作用区磁场强度为430~450 mT,磁包角为120°,确保作用区覆盖分选槽,有利于磁介质的捕获;输送一区磁场强度为320~350 mT,磁包角为60°;输送二区磁场强度在230~250 mT之间,磁包角为30°;输送三区磁场强度在140~160 mT之间,磁包角为30°,在磁介质输送至卸渣区的过程中,弱化背景磁场对磁介质的磁化作用,防止磁介质在再利用过程中由于磁化形成磁链;卸渣区零磁场区,有利于磁介质的卸除,确保回收磁介质过程中能对磁介质进行适当磁化而又不会过度磁化,在降低磁介质损耗的同时,利用磁介质的磁化能够保持部分“剩余磁场强度”,在这部分“剩余磁场强度”产生的磁场力作用下,促进了含有磁介质的微絮体聚集,有助于形成较大且致密的絮体,从而提高混凝效果。同时,磁滚筒永磁体采用磁体环向同极、轴向S-N交替布置或者磁体轴向同极、环向S-N交替布置,既能保证永磁体作用表面磁场强度的均匀性,使得吸附于表面的磁介质不被水力冲落,又能保证永磁体作用表面磁场强度的作用深度,从而有利于细粒级磁介质的吸附。
4.2 磁回收机运行转速
前已述及,磁介质混凝沉淀技术专用磁回收机磁滚筒作用区的磁场强度为430~450 mT时,磁介质最佳磁化时间为2 s,同时结合作用区磁包角为120°,即可确定磁回收机运行转速以10 r/min为宜。
5 磁介质磁化对混凝效果的影响
为了考察磁介质磁化对混凝效果的影响,我们采用未经磁化、适度磁化和过度磁化三种磁介质作为加载体,进行烧杯试验,并采用絮体分形维数[7]作为混凝效果评价标准。
取黑臭河原水水样,在相同搅拌条件下,加入相同剂量的PAC,快速搅拌30 s,加入相同量的上述三种磁介质,搅拌90 s,测量并计算相应的分形维数df。试验结果如表2所示。
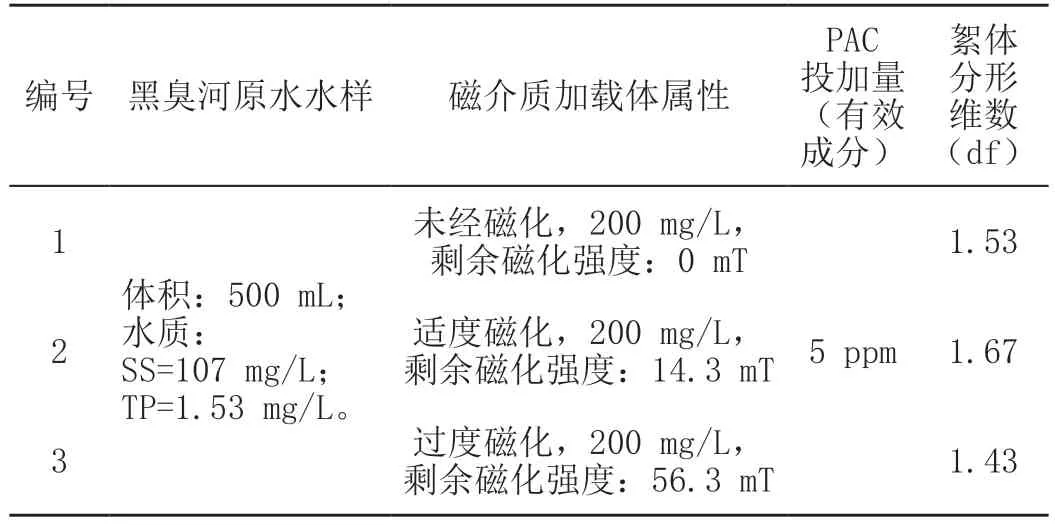
表2 磁介质磁化对混凝效果的影响
通过表2试验结果分析,以适度磁化的磁介质为加载体,絮体的分形维数最大,其原因可以将磁滞效应与絮凝动力学结合进行分析:首先,主要是在搅拌作用下运动,磁介质增强了水中颗粒间的碰撞机会,促进了颗粒和胶体的互相吸引;其次,在磁场力的作用下,促进了含有磁介质的微絮体聚集,易于形成粒径较大且致密的絮体;再次,磁介质剩余磁化强度能使絮体结合更紧密、强度更大,使得絮体强度、密度和体积均大于非磁化混凝絮体,且絮体的稳定分布阶段,更耐水力剪切力,不易被打碎。而以过度磁化的磁介质为加载体,相对于未经磁化,絮体的分形维数还要小,可以理解为前者绝大部分磁介质形成磁链,并未以分散状态参与混凝反应,反而减弱了水中颗粒间的碰撞机会,妨碍了颗粒和胶体的互相吸引,导致前者形成的絮体密度和体积较后者小。
6 结论与建议
(1)在磁介质混凝沉淀技术混凝过程中,微米级磁介质适当磁化后的剩余磁化强度能促使磁介质颗粒相互吸引,可以提高混凝效果并节省药剂。但是如果铁磁性物质经磁化后的剩余磁化强度过大,又会形成混凝搅拌提供能量不足以破坏“磁链”的现象,使得磁介质“抱团”,不能充分分散与微小絮团的结合,从而对混凝效果产生不利影响。
(2)对于磁介质混凝沉淀技术的磁介质,性价比最佳的回收背景场强为430 mT左右。
(3)在背景磁场为430 mT的条件下,磁介质最佳磁化时间为2 s,此时磁介质的剩余磁化强度为2.87 mT,磁介质磁化时间超过2 s,剩余磁化强度就会导致磁链的形成。
(4)结合磁回收机分选槽的结构,确定作用区磁包角为120°,进一步确定磁回收机运行转速以10 r/min为宜。
(5)在磁介质混凝沉淀技术中,以适度磁化的磁介质为加载体,可以起到强化混凝效果的作用。
猜你喜欢
原子与分子物理学报(2021年2期)2021-03-29
今日农业(2020年16期)2020-12-14
环球时报(2020-03-30)2020-03-30
安徽农业科学(2019年4期)2019-06-11
农机化研究(2017年3期)2017-12-16
哈尔滨工业大学学报(2015年2期)2015-09-21
物理教学探讨(2014年7期)2015-01-12
化工管理(2014年9期)2014-12-11
销售与市场·管理版(2014年8期)2014-09-15
深圳信息职业技术学院学报(2014年3期)2014-04-21
