
华阳二矿选煤厂二次浮选工艺改造研究
2023-10-11 04:25姚一伟
煤炭与化工 2023年8期
姚一伟
(华阳集团选煤质量管理中心,山西 阳泉 045000)
1 概 况
在煤矿洗选加工作业中,浮选工序是处理高灰细粒煤泥的有效措施,现阶段我国大部分选煤企业通过参数设定控制浮选指标,工艺操控简单、效率高。但随着综采技术的广泛应用以及长期开采造成的原煤中高灰细泥含量的提高,采用常规一次浮选工艺已经很难达到分选精度、灰分要求,洗选效果变差,而在相关政策影响下,用煤企业对煤炭的质量要求越来越高,提高洗选工艺势在必行。改进洗选工艺可以从从工艺革新、设备投用、新型药剂等方面入手,其中工艺革新对已经投用的选煤厂较为适合。因此,本文以华阳二矿选煤厂为例,将常规一次浮选工艺,改造为二次浮选工艺,即在完成一次浮选后,再进行一次浮选。
华阳二矿选煤厂隶属于华阳集团,始建于1978 年,初始设计能力1.5 Mt/a,经多次扩建2006年原煤处理能力达到7.0 Mt/a,2008 年达到为8.0 Mt/a,精煤产品为2 号喷粉煤,指标参数为粒度25~0 mm,灰分Ad<11.8%,水分Mt<9.0%。华阳二矿选煤厂拥有2 套独立的分选系统,工艺为不脱泥无压给料三产品重介旋流器+煤泥浮选+ 尾煤压滤,如图1 所示。

图1 华阳二矿选煤厂工艺流程Fig.1 Process flow of Huayang No.2 Coal Preparation Plant
2 改造必要性
2.1 煤泥浮选特性
华阳二矿选煤厂入浮煤泥分步释放试验数据见表1。从理论角度而言,采用浮选工艺,可实现2号喷粉煤的工艺指标,且产率达到60%以上。
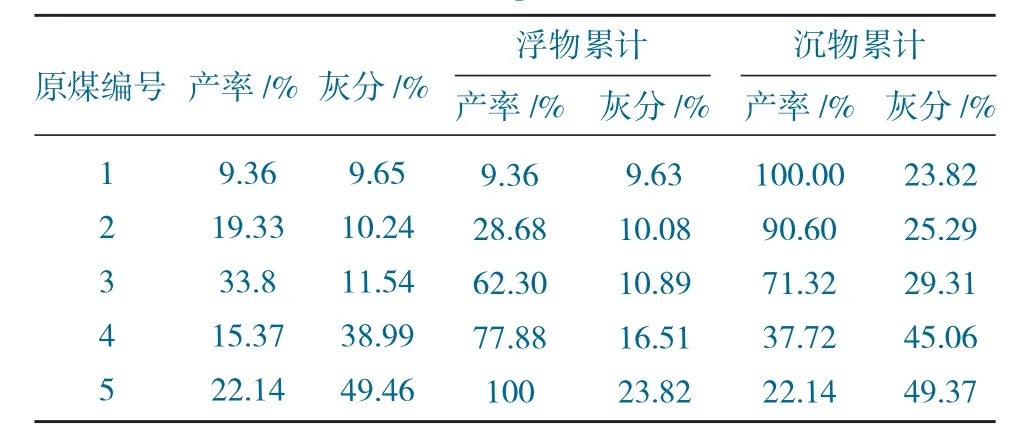
表1 华阳二矿选煤厂分布释放试验数据Table 1 Distribution release test data of Huayang No.2 Coal Preparation Plant
相同试验条件下进行煤泥浮选试验,结果见表2。可以看到,浮选精煤灰分为13.85%,无法达到2 号喷粉煤灰分指标(Ad<11.8%),且尾煤灰分偏低,无法达到生产要求。造成这一问题的原因是入浮煤泥中高灰细泥含量偏高,精煤受到细泥污染;并且选择性偏差,尾煤出现跑煤现象。针对该情况,脱除精煤中的高灰细泥是工艺改造的重点。

表2 华阳二矿选煤厂煤泥单元浮选试验数据Table 2 Flotation test data of slime unit in Huayang No.2 Coal Preparation Plant
2.2 生产现状分析
2.2.1 浮选精煤灰分高
华阳二矿选煤厂浮选精煤量大,占精煤产量的40%左右。当浮选精煤灰分控制范围大于混精煤灰分控制范围2 个等级时,只能通过重介降灰,以牺牲产率实现精煤质量,造成重介浮选“背灰”现象。
2.2.2 一次浮选精度低,三、四室灰分较高
华阳二矿选煤厂浮选机单机试验数据见表3。从表3 数据可知,一至四室灰分呈现递增趋势,且各室灰分差距大,三室、四室的灰分达到14.60%、17.56%,大大高于一室、二室灰分值,该情况是导致精煤灰分超标的主要原因。首先,入料细泥含量多(<0.075 mm),高达58.24%;其次,一次浮选精度较低,导致各室细泥含量差距较大,尤其是三室、四室,其细泥含量超过60%。
由以上分析可知,华阳二矿选煤厂煤泥中高灰细泥含量高、可浮性差,浮选机三室、四室细泥含量过高,造成精煤灰分整体偏高。根据实验室数据,浮选机三室、四室精矿需要进行二次精选,降低灰分,提高精煤品质。
3 浮选工艺改造
3.1 原有浮选工艺
华阳二矿选煤厂拥有2 条浮选生产线,每条产线由3 台矿浆泵、3 台XJM-SA20 四室浮选机构成,工艺流程如图2 所示。
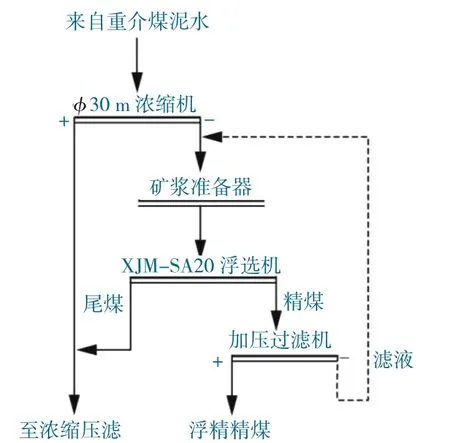
图2 改造前浮选工艺流程Fig.2 Flotation process before transformation
生产运行过程中,浓缩机底流通过底流泵加压流向矿浆准备器,和浮选剂混合均匀后,进入XJM-SA20 浮选机;精矿经加压过滤机充分脱水后获得浮选精煤,产生的滤液作为稀释水,循环利用。
3.2 改造后的工艺
根据上文分析,浮选机三室、四室是二次浮选改造的重点。改造方式如下:浮选机三、四室浮选出来的精矿不再直接输送到加压过滤器,而是经加药调浆后,进行二次浮选,然后再和一、二室浮选的精矿一起加压过滤机脱水;将之前一次浮选机的加压过滤机的滤液作为二次浮选的稀释水,在滤液池液位低时,用循环水作为补加水,保证二次浮选可以正常运行。改造后的工艺如图3 所示。

图3 改造后浮选工艺流程Fig.3 Flotation process after transformation
4 效果分析
4.1 二次浮选灰分
为验证二次浮选效果,对二次浮选机入料、产品以及改造前后精煤灰分进行数据对比,见表4、表5。

表4 二次浮选单机检测数据Table 4 Detection data of secondary flotation single machine

表5 浮选工艺改造前后精煤灰分数据对比Table 5 Comparison of ash data of clean coal before and after flotation process transformation
二次浮选<0.074 mm 粒级的含量值91.86%,灰分约60%。可见,二次浮选高灰细泥大量排出,对精煤污染得到控制,脱泥效果显著。经过二次浮选,三室、四室精矿灰分降到10.85%,灰分下降效果明显。达到2 号喷粉煤指标;改造前后浮选精煤整体灰分下降0.25%。
4.2 浮精产量和质量
工艺改造前后生产指标对比见表6。改造前,一次浮选三室、四室精煤灰分不达标,精煤产率低。改造后,增加二次浮选工序,相对于改造前,浮精量占混精量比例提升3.34%,尾矿灰分提升2.89%,精煤产率提升0.7%,精煤质量和产率有所提高。

表6 改造前后生产指标对比Table 6 Comparison of production indexes before and after transformation
4.3 尾矿产率降低,灰分升高,发热量降低
改造前后煤泥指标数据见表7。经过工艺改造,压滤煤泥指标良好,较改造前灰分提高2.02%,煤泥产率下降0.75%,发热量降低2.09 MJ/kg,浮选效果提高。
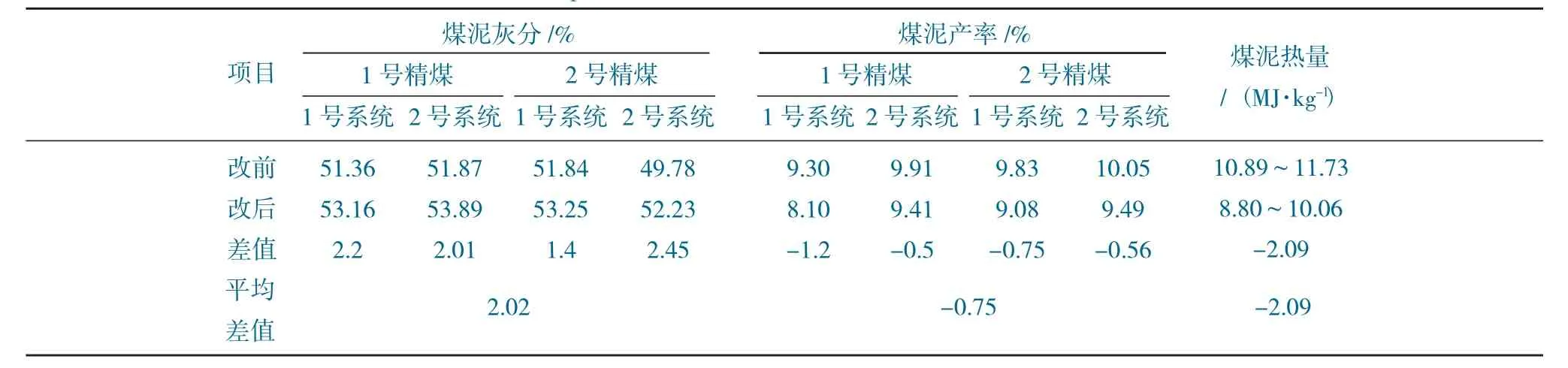
表7 改造前后煤泥指标对比Table 7 Comparison of slime index before and after transformation
4.4 经济效益分析
以华阳二矿选煤厂每年洗选原煤230 万t 进行效益计算,精煤产率增加0.7%,煤泥均价100 元/t,精煤830 元/t 计算。工艺改进后,产生经济效益约1 175.3 万元。
工艺改造投入资金205 万元,改造资金按照5 a 分摊。由于设备增加,油耗、电量有所增加,油耗增加值0.015 kg/t,电量增加主要来源为电机,包括7 台45 kW 搅拌电机和4 台2.2 kW 刮泡电机。油价以市场价8.0 元/kg、电价0.55 元/(kw·h),进行核算。原煤处理能力以933 t/h 计算。忽略人工、管理成本,则费用增加约112.202 万元。实际每年增加经济效益1 063.098 万元。通过工艺改造,年销售额增加1 000 余万元,同时缓解了重介“背灰”问题,提高了煤炭资源利用率。
5 结 语
本文对华阳二矿选煤厂存在的浮选精煤灰分偏高、洗选效果较差的问题进行分析,将该选煤厂浮选机三、四室改造成二次浮选工艺。实践表明,精煤灰分降低,浮精产量和质量显著提高,且尾矿产率降低,灰分升高,发热量降低,通过计算,每年可增加销售额1 000 余万元,经济效益显著。
猜你喜欢
自动化与仪表(2023年9期)2023-09-25
选煤技术(2022年3期)2022-08-20
选煤技术(2022年2期)2022-06-06
选煤技术(2022年1期)2022-04-19
Chinese Physics B(2022年2期)2022-02-24
煤炭加工与综合利用(2021年7期)2021-08-26
装备制造技术(2021年4期)2021-08-05
煤炭加工与综合利用(2020年11期)2020-12-16
世界有色金属(2018年12期)2018-01-30
中国设备工程(2017年12期)2017-06-27
