
基于VisualOne的波纹法兰智能制造生产线的搭建与仿真
2023-10-25 11:59王文凯周建桂史海清杨启鹏赵岳林
智能制造 2023年5期
王文凯,周建桂,史海清,杨启鹏,赵岳林,汪 红
(兰州石化职业技术大学,甘肃 兰州 730060)
1 引言
《中国制造2025》提出:推进制造过程智能化,在重点领域试点建设智能工厂/数字化车间[1],而在智能工厂建设全生命周期中分为四个阶段,分别为方案阶段、设计阶段、建设阶段、运营阶段及升级再造阶段,智能制造相关性最强的是规划、运营控制和升级再造三个阶段,在每一个阶段,企业都面临不同的管理问题和技术挑战[2-3]。目前在运营控制和升级再造阶段具有应用模型和应用方法,但是针对工厂规划有待深入发掘[4]。采用虚拟仿真软件将智能工厂中的各类智能制造装备进行三维布局设计、工厂流程规划、工艺分析、虚拟仿真及效果验证,可以帮助客户和企业在智能工厂全生命周期建设中发挥重要的作用。
VisualOne是目前全球范围内技术比较领先的智能工厂虚拟仿真平台之一,是一款集三维模型布局搭建、工艺分析、组件属性和行为分析、仿真运行等功能综合性较强的智能工厂的仿真软件。通过VisualOne智能工厂仿真软件将智能制造生产线在虚拟软件中呈现,从而为客户提供超逼真、可视化的智能工厂运行效果,并在生产开发与建设前期,就可以进行工程及产能验证。一方面为客户减少智能工厂的规划决策失误和试错成本,提高智能工厂的规划能力;另一方面,为企业提高开发效率,加快调试运行时间,缩短开发周期,提升企业对市场竞争力和可持续发展能力。
智能工厂分为虚、实两个维度,即虚拟工厂和物理实体工厂。本文的虚拟智能制造生产线是在物理实体智能生产线的基础上进行虚拟搭建与仿真。设计的智能生产线来自实际为某企业生产的波纹法兰自动化生产线,该波纹法兰是差压变送器的一个主要部件,差压变送器主要用于石油化工、油田等领域流体压力的测定。加工要求最小公差为0.02mm,深孔直径为1.2mm,波纹法兰十字槽槽底为波纹形状,槽宽0.3mm,槽深0.4 mm,加工成品如图1所示。

图1 智能制造生产线加工生产的波纹法兰
2 物理实际的波纹法兰智能制造生产线布局及方案
根据加工任务要求,波纹法兰智能制造生产线的基础设备包括数控车工作站、数控加工中心工作站、搬运机器人、翻转搬运机构、智能立体仓储、AGV智能运输、激光打标机、上下料工位、质量抽检工位、总分控系统及显示终端等装备。加工中心和数控车床实现工件的各工序加工任务,智能仓储单元存储毛坯件和成品件,工件的存储与搬运由码垛机器人完成,另外两台机器人配合加工中心和数控车床完成待加工工件的上料与加工完工件的搬运,AGV用来运输待加工的工件或成品,激光打标机完成成品工件的打标,加工过程中随时可以对加工工件进行质量抽检,整条柔性生产线只有毛坯上料和成品下料由人工操作,满足柔性自动化加工需求。生产线启动加工前先完成毛坯上料,在加工生产过程中只需一人负责监控移动终端或者是显示终端。实际需布局要求如图2所示。

图2 物理实际的波纹法兰智能制造生产线布局
3 虚拟波纹法兰智能制造生产线布局搭建、虚拟仿真
3.1 虚拟波纹法兰智能制造生产线布局搭建
按照波纹法兰生产加工要求,搭建本文的虚拟波纹法兰智能制造生产线。在布局虚拟智能制造生产线时,通常以机器人为中心布局摆放和安装所需组件,在软件中,由于机器人的控制器和机器人本体是单独的组件,因此需要拖动机器人本体与控制器建立控制连接。另外需根据加工对象选择机器人手爪,该产线加工的是圆盘形波纹法兰,因此采用三爪卡盘进行抓取工件,并在“PnP”状态下选择手抓组件与机器人末端执行器建立组件连接。实际产线需要三台机器人,分别实现搬运毛坯入库和成品出/入库码垛机器人、加工中心上下料搬运机器人、数控车床上下料搬运机器人。码垛机器人为了实现毛坯入库和成品出/入库需要与导轨建立连接。在虚拟生产线布局摆放过程中,为了和实际物理智能产线形成映射,除机器人外还需在虚拟智能工厂中导入其他组件,需导入组件见表1,虚拟智能制造工厂的布局如图3所示。

表1 虚拟波纹法兰智能制造生产线需导入组件
3.2 虚拟波纹法兰智能制造生产线布局设计方案
虚拟波纹法兰智能制造生产线工作流程大致分为三个过程,毛坯入库、成品出库和加工过程,工作实现流程如图4~6所示,在整个过程中,AGV运输至三个不同的工位,分别为1#~3#工位,运动到不同的工位机器人执行相关的动作。

图4 毛坯入库流程

图5 成品入库流程

图6 波纹法兰的智能制造加工流程
3.3 虚拟波纹法兰智能制造生产线流动和流动组建立
在“工艺”选项下进行编译不同的节点,节点名称不能重复,否则会导致流动方向重叠或者错误,工艺选项下的节点布局如图7所示。在“流动”选项下按照工件的加工工序过程进行每个流动组的流动连接,将波纹法兰智能制造生产线分为3个流动组,流动组一的流动过程为毛坯从上料—入库—AGV—加工中心,流动组二的流动过程为加工中心—翻转台—数控车床,流动组三的流动过程为数控车床—激光打标机—AGV—成品库。具体流动过程如如图8所示。
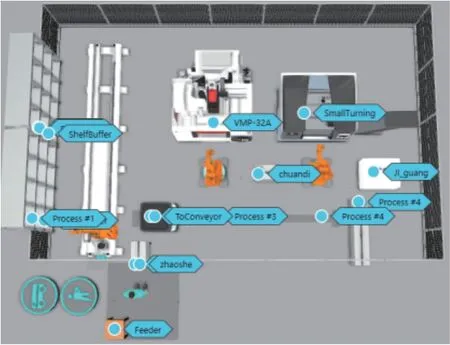
图7 虚拟波纹法兰智能制造生产线工艺选项下的节点
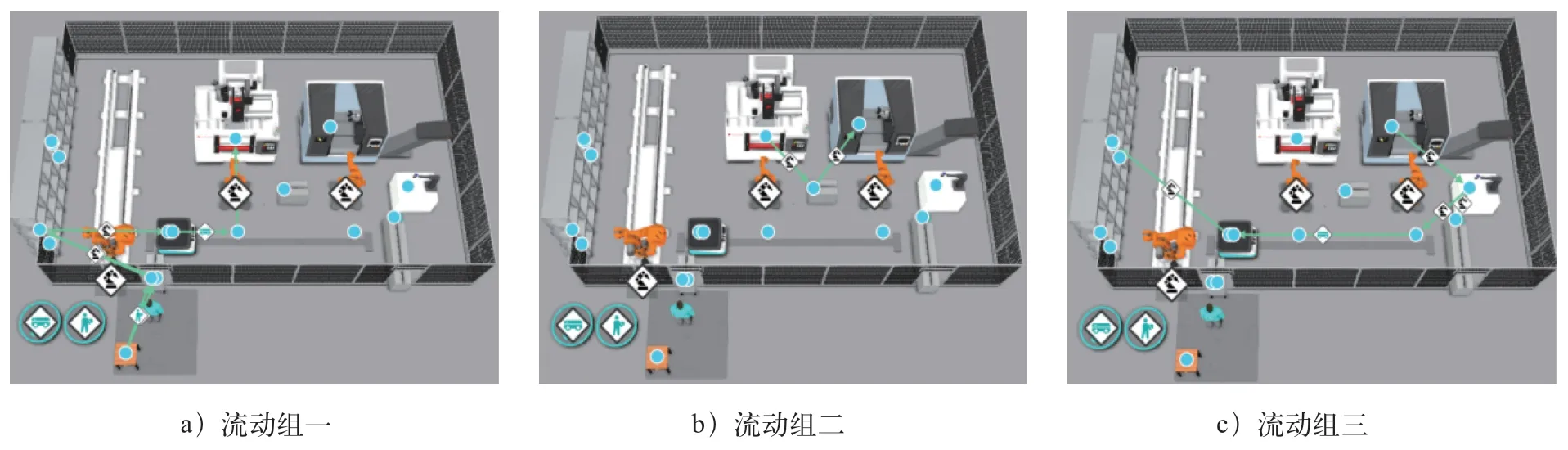
图8 虚拟波纹法兰智能制造生产线流动过程
3.4 虚拟波纹法兰智能制造生产线节点工序设计
按照前述的流程需对每个工艺节点进行算法编写,加工中心和数控车床需编辑添加“改变类型”脚本, 改变之后的产品类型流动组添加的产品包括属性,加工中心的“改变类型”为流动组二的产品类型,数控车床的“改变类型”为流动组三的产品类型,在1#工位需要增加两个流程控制节点,分别为To Conveyor Process和Process Node,分别实现毛坯流出和成品入库。毛坯入库放置位置采用模式输入函数TransportPatternln进行阵列放置,模式计数参数根据放置的仓储结构,模式步骤参数根据仓储每一个格挡的尺寸进行设置。其他节点按照默认。
4 结束语
“中国制造2025”的主攻方向是智能制造,在实现智能制造中,采用智能工厂仿真软件进行智能工厂的场景搭建与仿真运行是实际搭建智能工厂的重要技术之一。基于VisualOne进行智能工厂生产线设计、布局,并进行仿真运行,模拟产线产能,最大限度的降低企业试错成本,提高效率和质量,有助于企业带来更优化的规划设计,更直接的调试,更短的转换时间,更平稳的运行及最优的产能。利用虚拟仿真技术模拟项目布局、流程控制方案,合理安排组织施工,建设周期缩短,同时跟踪现场流程和工艺节拍,实现安全文明生产和高效的产能输出,为智能工厂规划建设提供可视化决策支持。
猜你喜欢
房地产导刊(2021年10期)2021-11-22
北京航空航天大学学报(2021年6期)2021-07-20
阅读(低年级)(2021年10期)2021-03-08
中国食品(2021年2期)2021-02-24
铝加工(2020年3期)2020-12-13
制造技术与机床(2019年9期)2019-09-10
制造技术与机床(2018年12期)2018-12-23
制造技术与机床(2017年7期)2018-01-19
学与玩(2017年5期)2017-02-16
人间(2015年8期)2016-01-09
