
TIG焊热输入对316LN奥氏体不锈钢 焊接接头性能的影响
2024-02-23 02:52屈超雄余小兵邓廷宇胡名星梁天勤
大型铸锻件 2024年1期
屈超雄 余小兵 邓廷宇 胡名星 梁天勤
(二重(德阳)重型装备有限公司,四川 德阳 618000)
316LN是在标准300系列316L不锈钢中,加入质量分数0.10%~0.16%氮的一种低碳、控氮型奥氏体不锈钢。氮在很多金属材料中被视为杂质成分存在,但作为强力的固溶强化元素,仅加入质量分数0.15%的氮就能显著增加奥氏体不锈钢的强度,低温时氮在奥氏体不锈钢中的强化效应更加显著[1]。因此,316LN在很多低温、高强结构中使用,如核电主管道[2]、核聚变反应堆磁体系统[3]。但在低温、重载的复杂受力条件下,也对316LN焊接接头超低温环境中的强度、韧性有较高的要求,如超导聚变堆设计要求磁体支撑结构金属在液氮温度下夏比冲击吸收能量平均不低于85 J,单个不得低于70 J[4]。
在超低温应用场合中,为获得更高的316LN焊接接头强度、韧塑性性能,一般会采用熔池保护效果更好的TIG焊。但相较于手工电弧焊、埋弧焊等焊接方法,TIG焊存在焊接效率低的缺点。本文通过TIG焊热输入参数对比试验,研究不同热输入参数对焊接接头性能的影响,在保证316LN焊接接头强度与韧塑性性能的情况下,合理提升焊接热输入,提高TIG熔覆焊接效率。
1 试验材料
1.1 焊接母材
焊接试验母材为316LN不锈钢锻件,母材化学成分要求如表1所示。试板尺寸30 mm×200 mm×350 mm,加工制备成2 mm钝边阶梯状U型单面对接坡口,如图1所示。

图1 试板坡口型式

表1 母材化学成分要求(质量分数,%)
母材微观组织为纯奥氏体组织,呈典型的锻件板块状结构,如图2所示。

图2 母材微观组织
1.2 焊接材料
不锈钢的焊接材料主要有药芯焊条、埋弧焊丝和焊剂、实芯焊丝以及药芯焊丝。选择以TIG焊进行焊接时,选用的焊材型式一般为实芯焊丝和药芯焊丝。药芯焊丝属于渣气联合保护,焊缝保护效果较好,但焊后焊缝正、背面均需要清渣,在实际焊接过程中遇到坡口较深的焊缝时,焊渣很难清理干净,如超导聚变堆设计要求磁体支撑结构中就有许多焊缝深度超过100 mm的深坡口。另外,正常焊接过程中,药芯焊丝熔渣陷落于熔池中而成为非金属夹杂物的机会较少,但药芯反应过程中熔池内部因冶金反应形成的氧化物、硫化物等颗粒,不同于熔渣,因其本身理化特性及浮出条件的差别,有的能够顺利排出至熔渣中,有的未能及时排出而成为焊缝金属中的夹杂物。这些焊缝“内生”夹杂物,如SiO2、Al2O3等氧化物夹杂在组织中相对尺寸大,并且质地坚硬,在破坏性试验过程中极易产生应力集中成为裂纹源,进而降低冲击韧性[5]。综合分析,采用实芯焊丝进行焊接,并初步选择ER317L实芯焊丝作为焊接材料,其焊丝检测化学成分如表2所示。

表2 焊丝化学成分(质量分数,%)
316LN属于奥氏体不锈钢,选取合适焊接材料进行焊接时,焊缝金属组织一般以奥氏体组织为主。但受焊接熔池化学成分及凝固方式的影响,也会出现δ铁素体残留。在进行破坏性试验时,在冲击载荷的作用下,应力容易在δ铁素体与奥氏体的界面处集中并导致裂纹萌生[6]。因此,为最大程度提高焊缝金属低温韧性性能,期望焊缝金属铁素体含量尽可能低,或全部为奥氏体组织。
按焊丝检测化学成分,计算所选焊丝Nieq、Creq:
Nieq=Ni+30C+(N-0.045)×30+0.87=25.37
Creq=Cr+Mo+1.5Si+0.5Nb=23.825
根据Espy修改的Schaeffler相组分图进行分析[1],焊缝金属应为100%奥氏体组织,符合预期要求,确认选择ER317L作为试验焊接材料。
2 试验方法与参数
2.1 试验方法
300系列奥氏体不锈钢具有优良的焊接性,几乎所有熔焊方法和部分压焊方法都获得良好的焊接接头,从经济、技术性等方面考虑,常用的有手工电弧焊、氩弧焊、气体保护焊、埋弧焊、等离子弧焊以及激光焊等。但从焊接性上考虑,TIG焊接过程稳定,总体焊接热输入较低,氩气保护焊接熔池,使被焊金属及焊材中的合金元素不易烧损,更适合高性能要求不锈钢的焊接。
手工TIG焊时,由于手工TIG焊枪套筒结构尺寸所限,为保证良好的电弧可达性,一般需要对接状态60°以上坡口角度,并且手工TIG焊接时焊接速度不稳定,影响焊接热输入量的确定。因此,试验采用窄间隙自动TIG进行焊接,不仅可以精确控制焊接参数,较小窄间隙坡口开口度,配合设备保护罩等结构,还能对熔池产生更佳的熔池保护效果。
2.2 试验参数及过程要求
焊前采用环保碳氢清洗剂处理坡口及两侧50 mm区域范围,充分去除焊接区域油污、杂质,并使用压缩空气吹扫清理。试板无间隙装配对接,预设5 mm焊接反变形,刚性工装固定试板,并按表3参数,采用SNC-PC600窄间隙热丝TIG焊机,分别焊接3块对比试验试板。

表3 焊接试验参数
表3中采用较低的电流、电压对3块对比试板进行打底焊接,并使用不同的过程参数对试板坡口进行填充、盖面,分别完成最大热输入1.5 kJ/mm、2.0 kJ/mm、2.8 kJ/mm对比组试板焊接,设置适当的电流脉冲,配合窄间隙自动焊钨极摆动,确保焊缝侧边融合。焊缝背面采用无铁基不锈钢砂轮片打磨清根,并封底焊接。焊接全过程控制层间温度≤150℃,逐层清理焊缝层间杂质。
2.3 焊后处理
有研究表明焊态和760℃热处理条件下,316LN焊接接头性能均展现良好的理化性能,焊后热处理虽然不会对焊接接头强度性能产生显著影响,但对焊接接头进行焊后热处理可以改善接头的应力状态,降低焊接接头内部的残余应力,从而对提高焊接接头塑性性能与接头冲击韧性有帮助[7]。但700~900℃时,奥氏体不锈钢极易沿晶界快速析出碳化物,若热处理过程温度参数控制不佳,在该温度区间停留时间过长,在晶界析出的碳化物将导致晶间腐蚀。
为在降低焊接接头残余应力的情况下,减小焊后热处理带来的风险,决定在常温状态下,采用振动时效对试板进行焊后处理,振动时效峰值频率80 Hz、转速5000 r/min。利用振动时效时共振条件下对金属构件施加的循环动应力作用,在构件高残应力区,激振应力与构件中的残余应力叠加,使晶体发生微观位错变形[8],从而实现降低焊接接头残余应力的目的。
2.4 试件取样
A、B、C三块试板焊接完成后,分别在焊态条件下制作焊缝金属的夏比V型冲击试样,在焊缝中心位置随机取样三处,试样垂直于焊缝,缺口开在焊缝中心。制作焊缝金属的拉伸试样,试样和焊缝垂直,试样上的焊缝应位于试样的中心处,每块试板取样一处。制作焊缝金属的弯曲试样,试样和焊缝垂直,试样上的焊缝应位于试样的中心处,每块试板取样一处。制作高倍组织试样,垂直于焊缝取样,并覆盖焊缝熔覆金属和焊缝两侧的热影响区。
3 试验结果及分析
3.1 冲击试验结果
从试板A、B、C的焊缝、热影响区、母材分别取样,制作冲击试样,采用微机控制电液伺服万能试验机,进行77 K冲击试验,试验结果对比情况如表4。

表4 77 K冲击试验结果
根据试验结果,试板A、B、C母材呈现良好的冲击韧性性能,77 K冲击吸收能量均在380 J以上,典型值在385~395 J之间,3件试板母材冲击韧性性能基本接近。随着焊接热输入的增加,试板A、B、C焊缝及焊缝热影响区77 K冲击吸收能量总体呈下降趋势,但焊缝冲击吸收能量平均值相差仅5 J,且焊接热输入最低的试板A与焊接热输入最高的试板C,均存在最低103 J试验冲击值。因此,试验热输入区间范围,虽然焊接接头冲击韧性性能总体呈下降趋势,但差异不大。
3.2 力学性能试验结果
制备的拉伸及弯曲试样,在室温下进行试验,试验结果对比情况如表5所示。
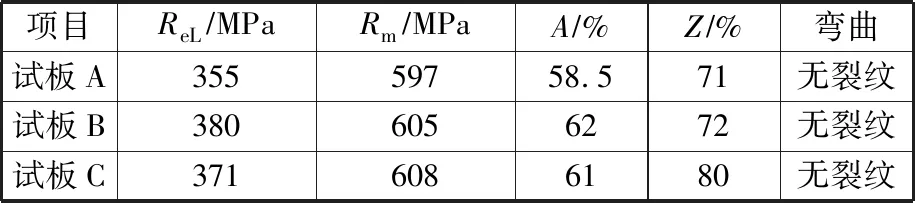
表5 室温拉伸及弯曲试验结果
3种不同焊接热输入试板室温拉伸性能均高于GB/T 24511—2017中对应材料强度、断后伸长率要求值,焊接接头室温塑性性能良好,弯曲试验均未见有裂纹产生。3件试板室温拉伸试验数据接近,虽然高热输入量的试验组强度及韧性性能略高于低热输入的试验组,但未超出一般情况下母材组织、化学成分、检验检测等因素波动差异导致的偏差。
3.3 微观组织
3种不同焊接热输入试板的焊缝微观组织如图3所示,同时采用MP-30铁素体测量仪通过磁性法检测焊缝金属铁素体情况如表6所示。

(a)试板A熔合区 (b)试板A焊缝 (c)试板B熔合区

表6 焊缝铁素体检测结果
由图3可见,试件A、B、C焊接接头母材、热影响区及焊缝均为典型奥氏体组织。
试件熔合区金相组织方面,试件A、B、C金相照片中可清晰分辨焊缝与母材边界,对比其中热影响区母材与图2母材组织晶粒,3种试验热输入条件均未导致明显的母材热影响区晶粒组织过大。
试件焊缝区金相组织方面,试件A、B、C焊缝区微观组织呈现清晰的奥氏体胞状晶和枝晶组织,是典型的焊缝熔池奥氏体模式凝固时形成的组织形态,微观金相组织中均未见明显的铁素体,与焊接材料选择时预测的焊缝金属组织一致。但采用MP-30铁素体测量仪通过磁性法仍可检测出少量铁素体,按Schaeffler相组分图计算分析,虽然推测焊缝金属组织为全奥氏体组织,但焊缝金属Creq偏高,靠近铁素体组织生成相图区域,推测凝固时Cr、Mo等铁素体形成元素在胞状晶和枝晶边界偏析,造成局部化学成分不均,产生少量铁素体。因此,焊缝区微观组织为近乎纯奥氏体组织,并以胞状晶、柱状晶为主,为焊缝金属提供了韧塑性保障,并且试件A、B、C焊缝区微观组织晶粒、形态接近,与焊缝接头力学性能、冲击吸收能量数值接近的试验结果相印证。
4 结论
(1)在热输入1.5~2.8 kJ/mm时,焊缝金属77 K低温冲击总体下降,但下降幅度小,窄间隙自动TIG焊在该热输入范围内对焊缝低温韧性性能影响较小。
(2)热输入1.5~2.8 kJ/mm范围窄间隙自动TIG焊,焊缝及热影响区组织基本一致,未出现焊接热输入增加后焊缝及热影响区晶粒粗大现象,能够满足低温条件下高韧性组织条件。
(3)2.8 kJ/mm焊接热输入下仍可获得与1.5 kJ/mm热输入类似的77 K低温韧性、常温力学性能,因此合适的范围内,可以通过提高热输入参数提高316LN材料TIG焊生产能效。
猜你喜欢
材料科学与工程学报(2022年4期)2022-08-25
理化检验(物理分册)(2022年3期)2022-03-31
压力容器(2019年1期)2019-03-05
焊接(2016年10期)2016-02-27
焊接(2015年11期)2015-07-18
焊接(2015年9期)2015-07-18
焊接(2015年2期)2015-07-18
焊接(2015年2期)2015-07-18
焊接(2015年8期)2015-07-18
上海金属(2014年4期)2014-12-15
